



目前,由于电解加工的机床、电源、电解液、自动控制系统、工具阴极的设计制造水平及加工工艺等不断进步,电解加工已发展成为比较成熟的特种加工方法,尤其是广泛应用于模具制造行业。例如型孔、型腔、型面和各种表面抛光等。此外,还可以复合进行电解车、电解铣、电解切割等加工。
1.电解加工过程
电解加工是利用金属在电解液中产生阳极溶解现象的原理来去除工件材料的加工方法。加工时,工件接直流电源的正极,工具接直流电源的负极。工具电极向工件缓慢进给,并使两极之间保持较小的间隙(0.1~1mm),让具有一定压力(0.5~2MPa)的电解液高速从两极间隙流过,并把阳极工件上溶解下来的电解产物冲走。
2.电解加工成形原理
如图9-14所示为电解加工成形原理。加工初始,工件的表面形状与作为电极的工具形状不同,工件上各点距工具表面的距离也不相同,各点电流密度不一样。距离较近的地方通过的电流密度较大,电解液的流速也较高,阳极溶解的速度较快。而距离较远的地方,电流密度小,且电解液的流速也较慢,阳极溶解速度就慢。由于工具相对工件不断进给,工件表面上各点就以不同的溶解速度进行溶解,使工件表面逐渐接近工具表面的形状,直至工件表面形成与阳极工作面基本相似的形状为止。
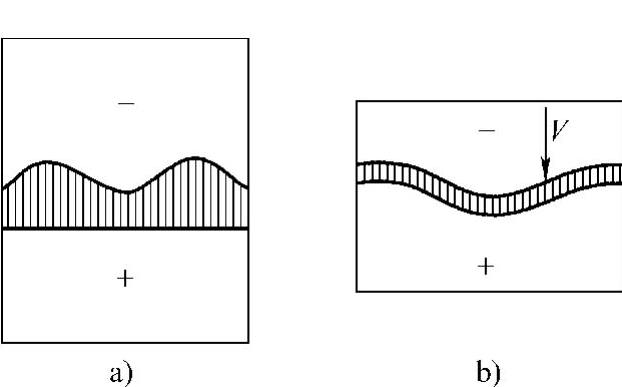
图9-14 电解加工成形原理
a)加工初始 b)加工终了
3.电解加工的特点
电解加工与其他加工方法相比有以下特点。
1)表面质量好。加工过程中不存在宏观切削力,没有切削热的作用,所以,加工表面无残余应力和飞边、毛刺、变质层等,可加工任何硬度、强度、韧性的金属材料。表面粗糙度Ra可达1.25~0.2μm,平均加工精度为±0.1mm,电解微细加工钢件的精度可达±10~70μm。
2)生产率高。可一次进给,直接成形,无需粗、精加工分开,能一次成形出复杂的型腔、型孔等。一般进给速度可达0.3~15mm/min。
3)工具电极损耗小。理论上不会损耗,可长期、反复使用。
4)技术难度高。影响电解加工的因素很多,不易实现稳定加工和保证较高的加工精度,加工细的窄缝,小孔及小棱角,比较困难。一般圆角半径大于0.2mm。
5)污染腐蚀。电解液对设备、工装有腐蚀作用,电解产物必须妥善处理。电解产物污染环境。
4.电解液
电解液的作用:作为导电介质,传递电流;在电场作用下进行电化学反应,使阳极溶解能顺利而有控制地进行;将加工间隙内产生的电解产物及热量能及时带走,起到更新和冷却的作用。
电解液可分为中性盐溶液、酸性溶液和碱性溶液三大类。酸性电解液主要用在高精度、小间隙、细长孔,以及锗、钼、铌等难溶金属加工。碱性电解液仅用于加工钨、钼等金属材料,它对人体有所损害,且会生成难溶性阳极薄膜,影响阳极溶解。中性盐溶液腐蚀性小,使用时较安全,故应用最普遍。常用的有NaCl、NaNO3、NaCO3三种电解液。
5.电解加工的应用
(1)深孔加工
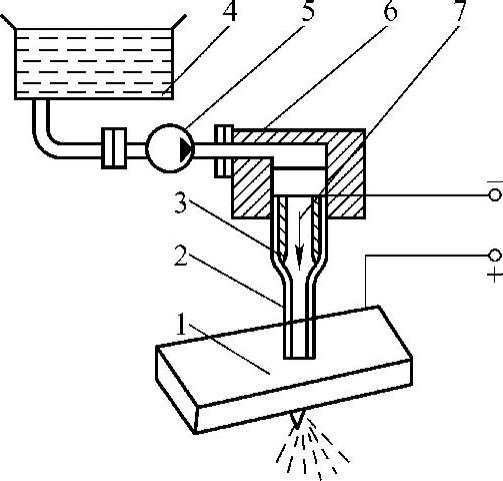
如图9-15所示为电解深孔加工。对于直径0.8mm以下,深度为直径的50倍以上的直径极小的深孔,一般采用电解液流束加工。电解液通过绝缘喷嘴高速喷出,形成电解液流束,当带负电的电解液高速喷射到工件时,工件上喷射点产生阳极溶解,并随着阴极的不断进给而加工出深小孔。
工具电极在零件内孔作轴向移动的同时再作旋转,可加工内孔膛线。
 (https://www.xing528.com)
(https://www.xing528.com)
图9-15 电解深孔加工
1—工件 2—绝缘管 3—阴极 4—电解液箱 5—高压液泵 6—进给装置 7—电解液
(2)型孔加工
在模具制造中常会遇到四方、六方、椭圆、半圆、带棱角、阶梯、锥型等各种形状复杂、尺寸较小的通孔或不通孔型孔,用传统加工方法十分困难,甚至无法加工。采用电火花加工,加工时间较长,电极损耗较大,采用电解加工则可以大大地提高加工质量、生产率和降低成本。电解加工一般带有微小的锥度,若不需要成形锥度,可将电极工具侧面绝缘。
(3)型腔加工
对消耗量较大,精度要求不高的,诸如曲轴锻模等,采用仿形加工、电火花加工、数控加工等,生产周期长,成本高。这些问题可通过电解加工来解决。采用混气电解加工可大大简化阴极工具设计,且加工精度可以控制在±0.1mm之内。
电解加工还可用于工件上刻印文字或标记等,即所谓电解刻印,它具有经济、迅速的特点。
(4)电解抛光
电解抛光(也叫电解修磨抛光)是一种表面电化学光整加工方法,是利用在电解液中发生阳极溶解现象而对工件表面进行腐蚀抛光的,用于改善工件的表面粗糙度和表面物理性能,而不用于对工件进行形状和尺寸加工。
电解抛光时,阳极一方面发生溶解,另一方面生成薄薄的一层黏度高、电阻大的阳极粘膜,工件表面凹陷处粘膜较厚、电阻较大、溶解速度慢,而凸起处粘膜较薄,电阻较小,溶解速度快,因此,凸起处首先被溶解。经过一段时间后,高低不平的表面逐渐被蚀平,从而得到光洁平整的表面。
电解抛光速度不受材料硬度的影响,效率是普通手工研磨抛光的几倍。经过电解抛光后可使表面粗糙度Ra可达0.4~0.2μm,尺寸精度和形状精度可控制在0.01mm之内。但电解抛光不能消除原表面的“粗波纹”,因此,电解抛光前零件表面应无波纹现象。该工艺方法简单,操作容易,而且设备简单,投资小。
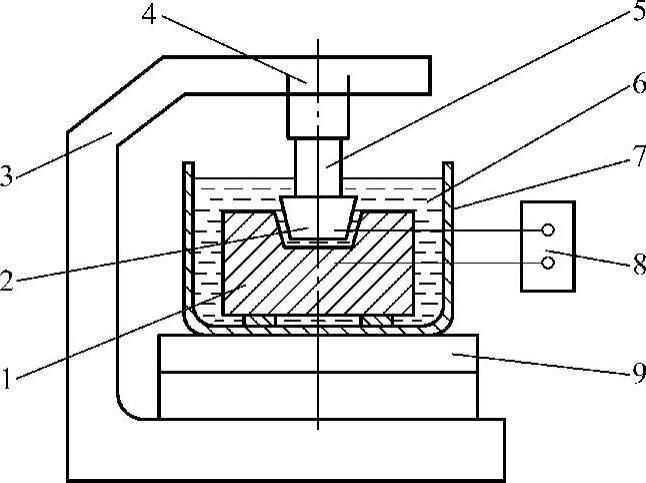
图9-16 整体电解抛光
1—工件 2—工具 3—床身 4—伺服机构 5—进给主轴 6—电解液 7—电解槽 8—电源 9—纵横工作台
常用的电解抛光方法有以下两种。
1)整体电解抛光。
如图9-16所示为整体电解抛光。工具电极采用耐蚀性较好的不锈钢、铅或石墨等制成装于机床主轴夹头上,接电源的阴极,工具电极的上下运动由伺服机构控制。被抛光的工件放于工作台的电解液槽内,接电源的阳极,工作台上有纵横拖板以调节工件和电极之间的相互位置,工具电极和型腔周边保持5~10mm的电解间隙,电解液液面应超出工件上平面15~20mm,电解液有恒温控制装置。加热电解液至工作温度,接通电源,调整电压符合预定电流后即可开始抛光。抛光时为避免电解液温度过高,以及为排除电解气泡,应经常补充新的电解液并搅拌,或采用定时提升工具电极的方法达到搅拌电解液的目的。
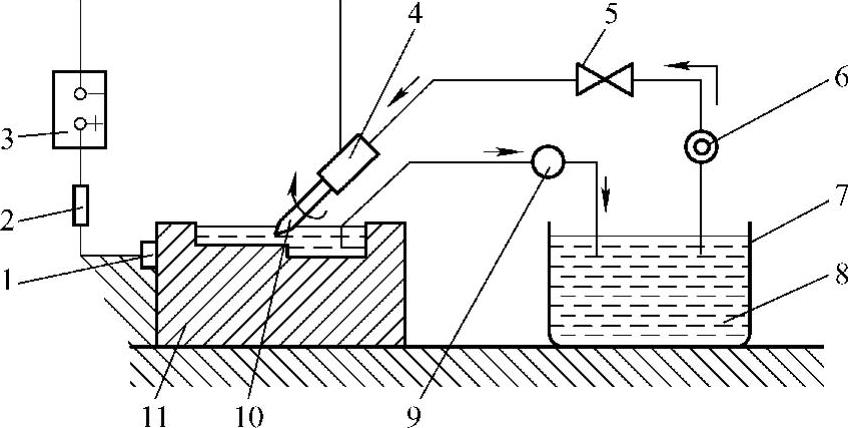
图9-17 逐步电解抛光
1—磁铁 2—可调电阻 3—直流脉冲电源 4—电动抛光器 5—阀门 6—泵 7—电解槽 8—电解液 9—电动吸引器 10—抛光轮 11一工件
2)逐步电解抛光。
如图9-17所示为逐步电解抛光。直流脉冲电源3提供能源,电解槽7内的电解液由泵6经过过滤器向抛光区注入,积聚在抛光型腔工件11内的电解液和电解产物由电动吸引器9产生的负压吸回电解槽7中。电解抛光时,电动抛光器4高速旋转,抛光轮用于快速擦除电化学抛光时在工件表面产生的黑色薄膜,逐步完成电解抛光。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。