



1.快速成型工艺方法的分类
快速成型工艺方法通常是依据原形使用的材料及其构建技术而进行分类的,如图9-3所示。
2.主要的快速成型技术工艺方法
到目前为止,国内外已较为成熟的快速成型制造技术的具体工艺有很多种,按照采用材料及对材料处理方式的不同,可归纳为以下六大类方法。
(1)立体印刷
立体印刷又称立体光刻、光造形、SLA法,其原理如图9-4所示。液槽中盛满液态光固化树脂,它在一定剂量的紫外激光照射下就会在一定区域内固化。成形开始时,工作平台在液面下,聚焦后的激光光点在液面上按计算机的指令逐点扫描,在同一层内则逐点固化。当一层扫描完成后被照射的地方就固化,未被照射的地方仍然是液态树脂。然后升降架带动平台再下降一层高度,上面又布满一层树脂,以便进行第二层扫描,新固化的一层牢固地粘在前一层上,如此重复直到三维零件制作完成。立体印刷目前已可达±0.1mm左右的制作精度,较广泛地用来为产品和模型的CAD设计提供样件和试验模型。
SLA方法是最早出现的一种RP工艺,目前是RP&M技术领域中研究最多、技术最为成熟的方法。但这种方法有其自身的局限性,如需要支撑、树脂收缩导致精度下降、光固化树脂有一定的毒性而不符合绿色制造发展趋势等。
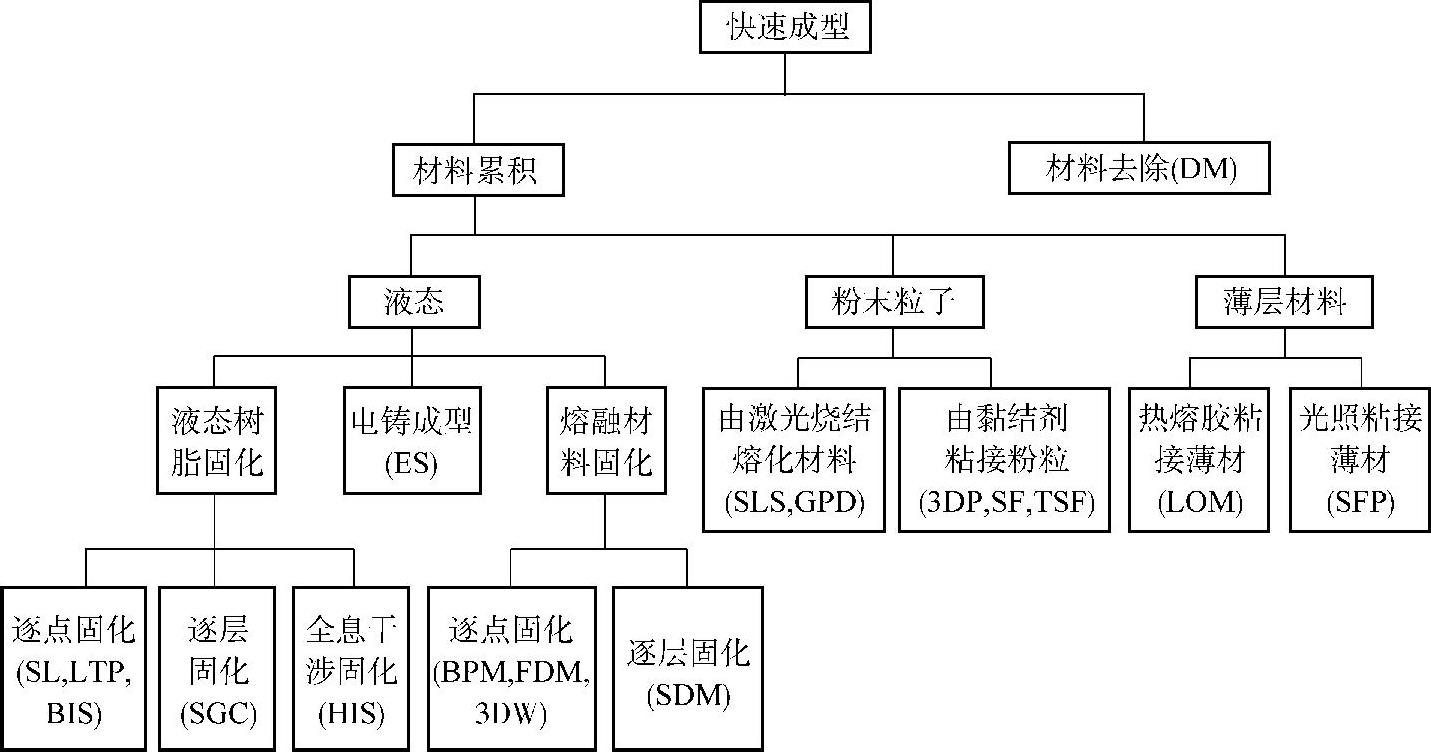
图9-3 快速成型工艺方法的分类
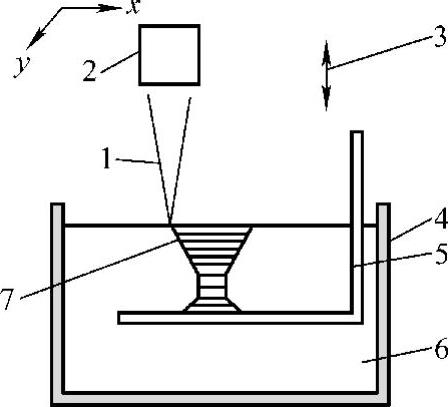
图9-4 SLA法原理
1—激光束 2—扫描镜 3—z轴升降 4—树脂槽 5—托盘 6—光敏树脂 7—零件原形
(2)分层实体制造
分层实体制造又称LOM法,是根据零件分层几何信息切割箔材和纸等,将所获得的层片粘接成三维实体,其原理如图9-5所示。首先铺上一层箔材,然后用CO2激光在计算机控制下切出本层轮廓,非零件部分全部切碎以便于去除。当本层完成后,再铺上一层箔材,用滚子碾压并加热,以固化黏结剂,使新铺上的一层牢固地粘接在已成形体上,再切割该层的轮廓,如此反复直到加工完毕。最后去除切碎部分以得到完整的零件。LOM的关键技术是控制激光的光强和切割速度,使它们达到最佳配合,以便保证良好的切口质量和切割深度。
纸片层压式快速成型制造工艺就是以纸作为制造模具的原材料,它是连续地将背面涂有热溶性黏结剂的纸片逐层叠加,裁切后形成所需的立体模型,具有成本低、造形速度快的特点,适宜办公室环境使用。LOM模具具有与木模同等水平的强度,可与木模一样进行钻削等机械加工,也可以进行刮腻子等修饰加工。
(3)选择性激光烧结
选择性激光烧结又称SLS法,采用CO2激光器,使用的材料为多种粉末材料,其原理如图9-6所示。先在工作台上铺上一层粉末,用激光束在计算机控制下有选择地进行烧结(零件的空心部分不烧结,仍为粉末材料),被烧结部分便固化在一起构成零件的实心部分。一层完成后再进行下一层,新一层与其上一层被牢牢地烧结在一起。全部烧结完成后,去除多余的粉末,便得到烧结成的零件。常采用的材料为尼龙、塑料、陶瓷和金属粉末。SLS制作精度目前可达到±0.1mm左右。该方法的优点是由于粉末具有自支撑作用,不需要另外支撑,另外材料广泛,不仅能生产塑料材料,还可以直接生产金属和陶瓷零件。
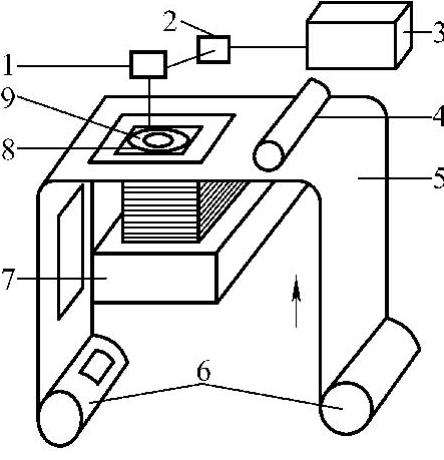
图9-5 LOM法原理
1—Py扫描系统 2—光路系统 3—激光器 4—加热器 5—纸料 6—滚筒 7—工作平台 8—边角料 9—零件原形(https://www.xing528.com)
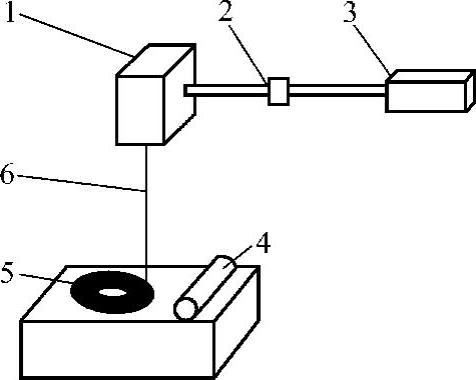
图9-6 SLS法原理
1—扫描镜 2—透镜 3—激光器 4—压平辊子 5—零件原形 6—激光束
(4)熔融沉积成形
熔融沉积成形又称FDM法,是一种不使用激光器的加工方法,其原理如图9-7所示,技术关键在于喷头,喷头在计算机控制下作x—y联动扫描以及z向运动,丝材在喷头中被加热并略高于其熔点。喷头在扫描运动中喷出熔融的材料,快速冷却形成一个加工层并与上一层牢牢连接在一起。这样层层扫描叠加便形成一个空间实体。FDM工艺的关键是保护半流动成形材料刚好在凝固温度点,通常控制在比凝固温度高1℃左右。FDM技术的最大优点是速度快,此外,整个FDM成型过程是在60~300℃下进行的,并且没有粉尘,也无有毒化学气体、激光或液态聚合物的泄漏,适宜办公室环境使用。
FDM制作生成的原形适合工业上各种各样的应用,如概念成形、原形开发、精铸蜡模和喷镀制模等。
(5)三维打印
三维打印又称粉末材料选择性粘接、3D—P法,其原理如图9-8所示。喷头在计算机的控制下,按照截面轮廓的信息,在铺好的一层粉末材料上,有选择性地喷射黏结剂,使部分粉末粘接,形成截面层。一层完成后,工作台下降一个层厚,铺粉,喷黏结剂,再进行后一层的粘接,如此循环形成三维产品。粘接得到的制件要置于加热炉中作进一步的固化或烧结,以提高粘接强度。
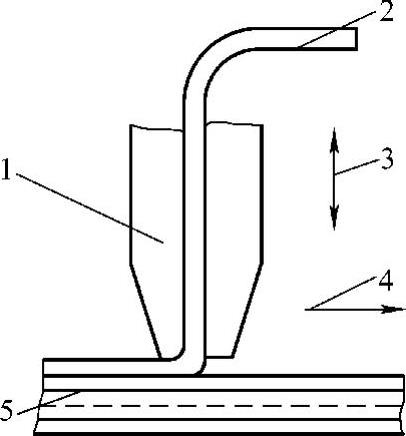
图9-7 FDM法原理
1—加热装置 2—丝材 3—z向送丝 4—x—y驱动 5—零件原形
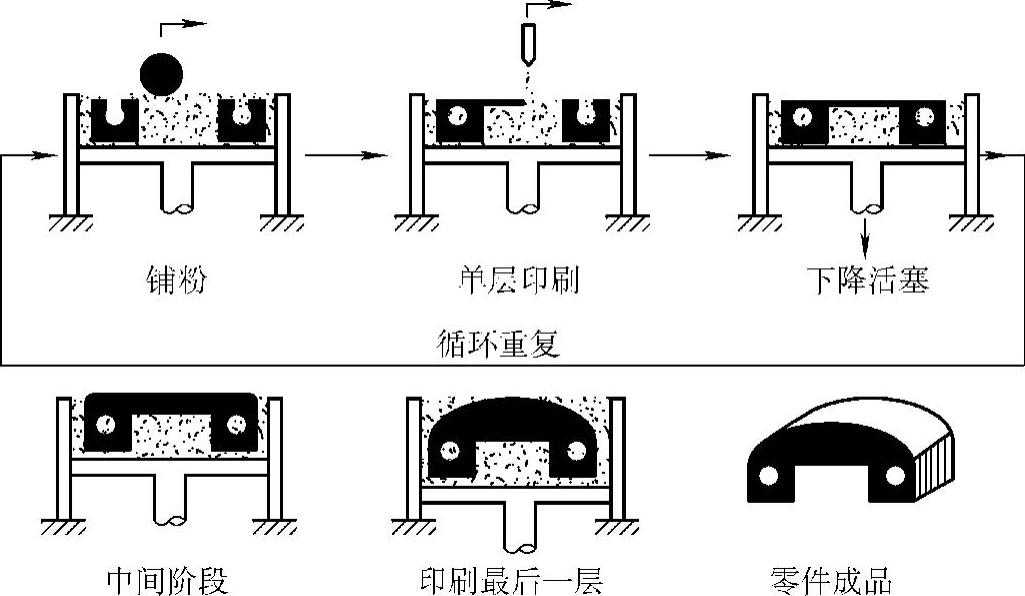
图9-83 D—P法原理
(6)固基光敏液相法
固基光敏液相法又称SGC法,其工艺原理如图9-9所示。一层的成形过程由五步来完成:添料;掩膜紫外光曝光;清除未固化的多余液体料;向空隙处填充蜡料;磨平。掩膜的制造采用了离子成像技术,因此同一底片可以重复使用。由于过程复杂,SGC成形机是所有成形机中最庞大的一种。
SGC工艺每层的曝光时间和原料量是恒定的,因此应尽量排满零件。由于多余的原料不能重复使用,若一次只加工一个零件会很浪费。由于蜡的添加,可省去设计支撑结构。逐层曝光比逐点曝光要快得多,但由于多步骤的影响,在加工速度上提高不很明显,只有在加工大零件时才能体现出优越性。
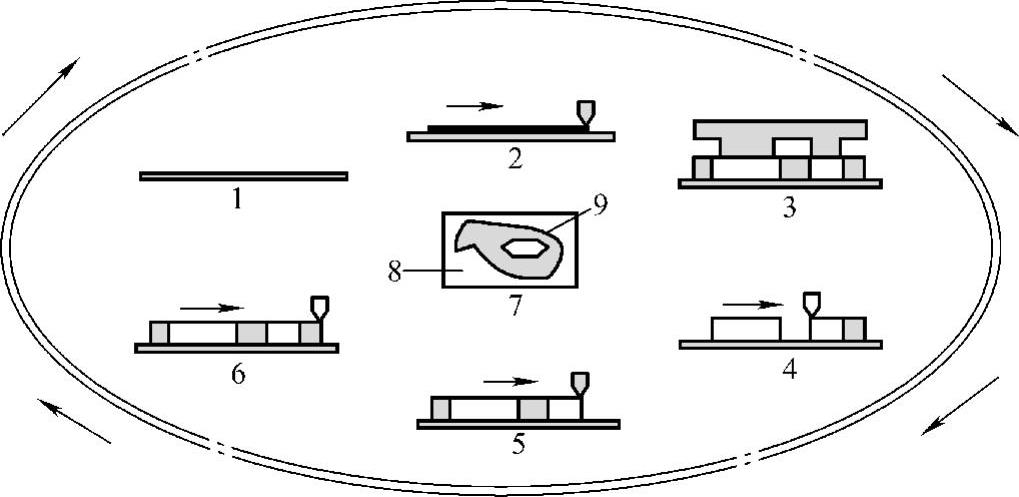
图9-9 SGC法原理
1—加工面 2—均匀施加光敏液材料 3—掩膜紫外光曝光 4—清除未固化原料 5—填蜡 6—磨平 7—成形件 8—蜡 9—零件
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。