



1.电火花线切割加工的原理
如图8-22所示。电火花线切割加工时,电极丝接脉冲电源的负极,工件接正极。每个电脉冲使电极丝和工件之间产生一次火花放电,在放电通道的中心温度瞬时可高于10000℃,使工件金属熔化,甚至有少量汽化。高温也使电极丝和工件之间的工作液部分发生汽化,汽化后的工作液和金属蒸气瞬间迅速热膨胀,并具有爆炸的特性。通过这种热膨胀和局部微爆炸抛出熔化和汽化的材料,实现对工件材料的电蚀切割加工。通常认为电极丝与工件之间的放电间隙δ电在0.01mm左右,若电脉冲的电压高,放电间隙会稍大一些。
为了获得比较好的表面粗糙度和较高的尺寸精度,应选择好脉冲参数,并使工件和电极丝间的放电是火花放电,而非电弧放电。首要的是使电脉冲之间有足够的间隔时间,以便放电间隙中的介质消电离,使放电通道中的带电粒子复合为中性粒子,恢复放电间隙中介质的绝缘强度。一般脉冲间隔应大于脉冲宽度的4倍。
为保证电极丝不被烧断,须向放电间隙注入大量工作液充分冷却电极,同时,应使电极丝运动,以避免放电总在电极丝的局部位置。高速运动的电极丝有利于不断向放电间隙中带入新的工作液,同时也有利于把电蚀产物从间隙中带出去。
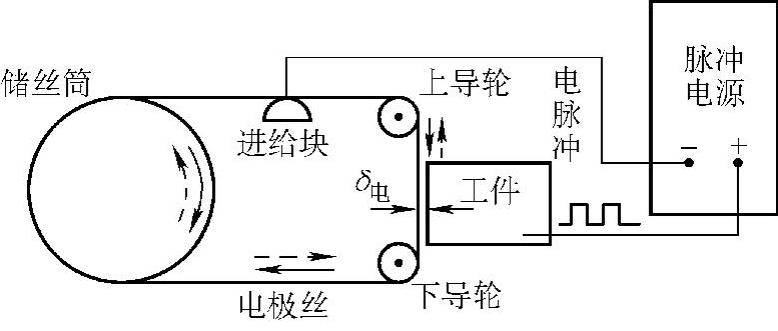
图8-22 电火花线切割加工原理
2.电火花线切割加工的特点
1)大大降低了成形工具电极的设计和制造费用,缩短了生产准备时间及模具加工周期。(https://www.xing528.com)
2)可以加工微细异形孔、窄缝和复杂形状的工件。
3)损耗小,对加工精度的影响,可以忽略不计,加工精度高。
4)生产率高,材料利用率也高。
5)自动化程度高,操作使用方便,易于实现微机控制。
6)可直接采用精加工或半精加工规准一次成形,一般不需要中途换电规准。
7)一般采用水质工作液,能够避免发生火灾,安全可靠。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。