



1943年由前苏联科学家研制出利用电容器反复充电、放电原理制造的世界上第一台实用化的电火花加工装置。近年来,微电子元器件、数控技术和计算机应用等技术得到了快速发展,因此,电火花成型加工机床的设备性能也相应有了很大的发展,且设备型号种类繁多。我国早期生产的电火花加工机床分为采用RC,RLC和电子管、闸流管等窄脉冲电源的电火花穿孔加工机床,命名为:D61系列(如D6125、D6135、D6140型等),采用长脉冲发电机电源的电火花成形加工机床,命名为:D55系列(如D5540、D5570型等)。从20世纪80年代开始,晶体管脉冲电源被大量采用,电火花加工机床既可用作穿孔加工,又可用作成型加工。从1985年起,国家把电火花穿孔成型加工机床统称为电火花成型加工机床,并命名为D71系列,其型号表示方法如图8-1所示。
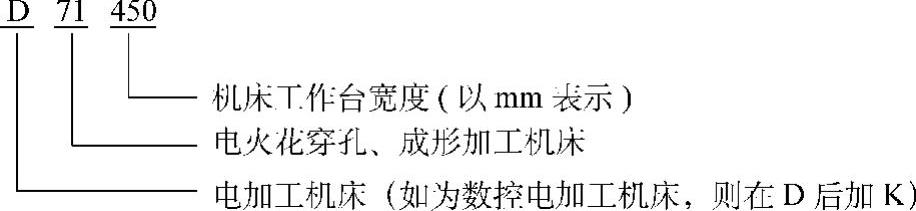
图8-1 电火花成型加工机床型号表示方法
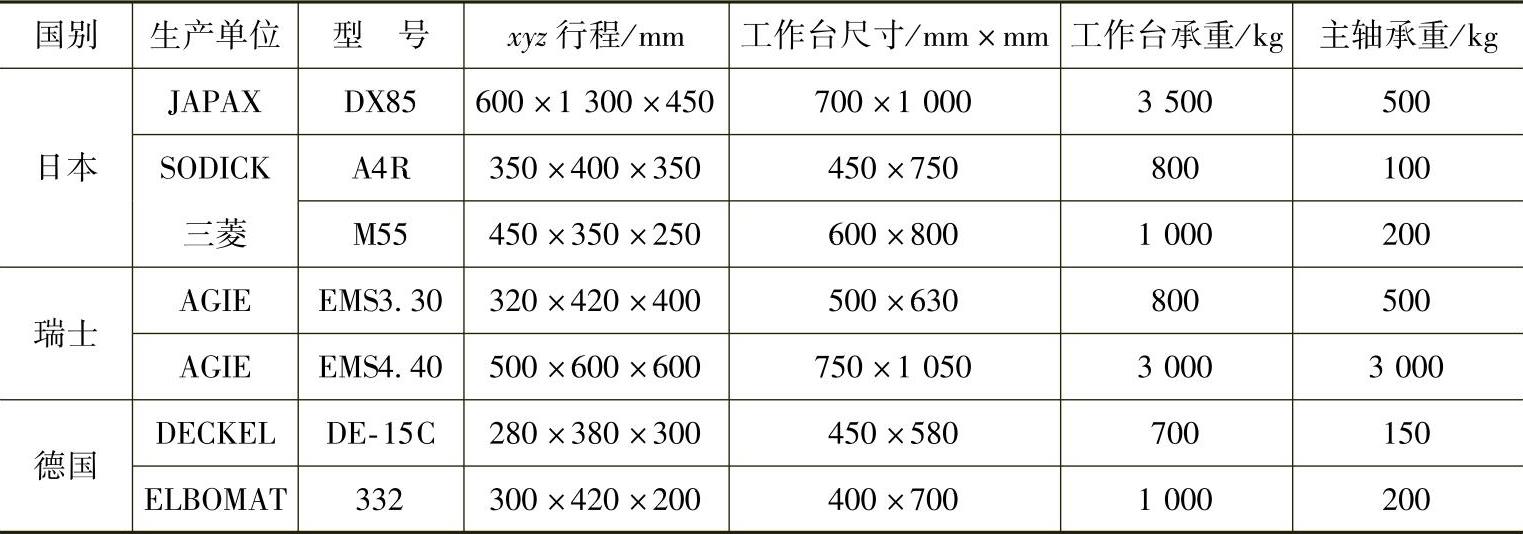
模具零件采用电火花成型加工,其主要设备是电火花成型加工机床。目前,常用的电火花成型加工机床的规格、型号很多,详见表8-1国产电火花成型加工机床的主要技术规格、表8-2国外电火花成型加工机床的主要技术规格。
表8-1 国产电火花成型加工机床的主要技术规格
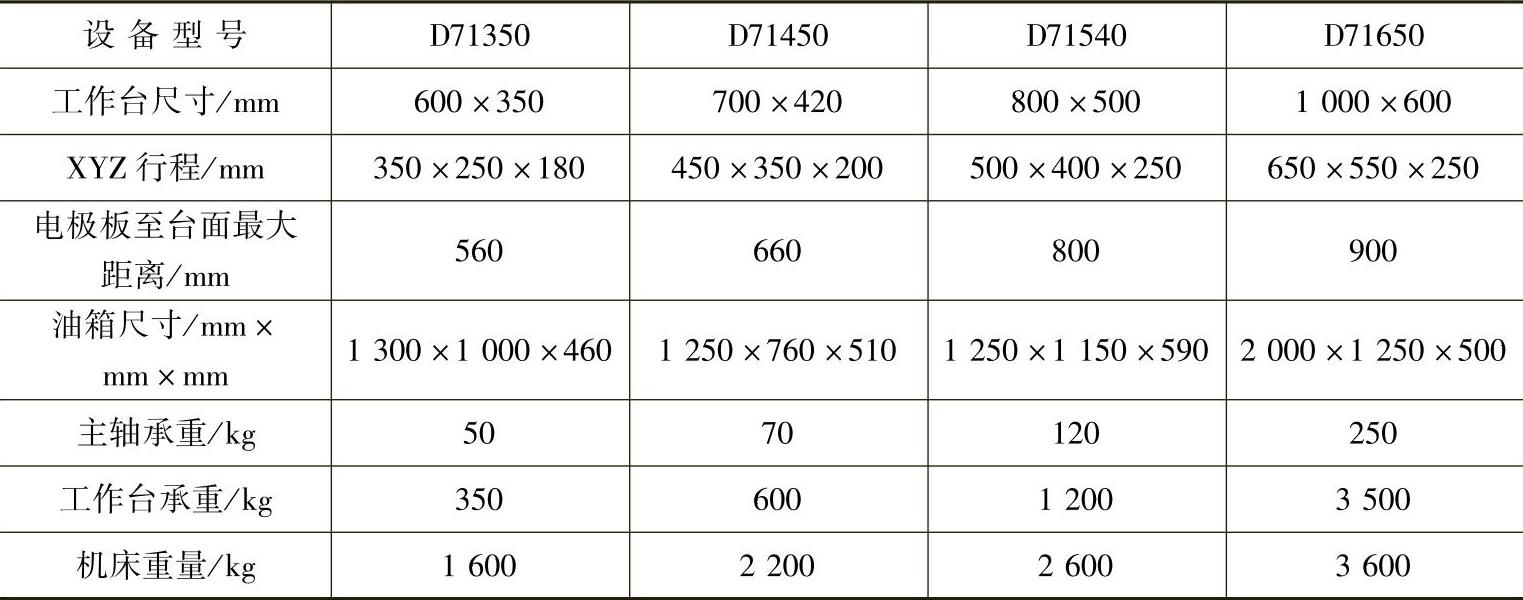
表8-2 国外电火花成型加工机床的主要技术规格
电火花成型加工设备主要由机床主体、脉冲电源、自动进给调节系统、工作液过滤循环系统,以及机床附件等部分组成,如图8-2所示。
1.机床主体
机床主体包括主轴头、床身、立柱、工作台和工作液槽等部分,其中主轴头由进给系统、导向机构、电极夹具及其相应调节装置组成,它是电火花成型机床的最关键部件。床身和立柱属基础部件,应具有足够的刚性,床身工作面与立柱导轨面之间应有一定的垂直度要求,还应保证机床工作精度能持久不变。工作台一般都可作纵向和横向移动,并带有坐标测量装置。目前常用的定位方法有靠刻度手轮来调整工件位置的,也有采用光学读数装置和磁尺数显装置来调节工件位置的。
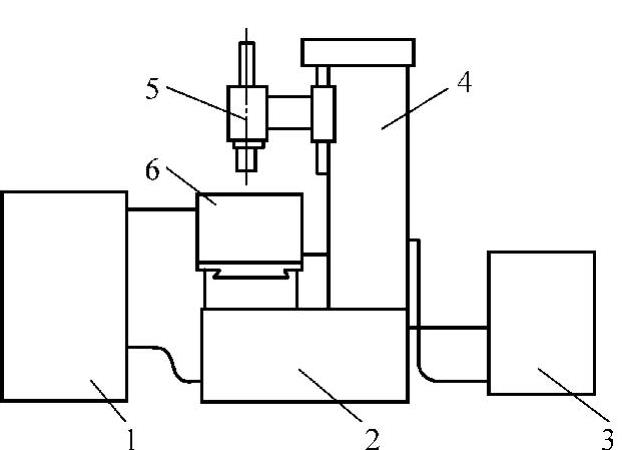
图8-2 电火花成型加工机床示意图
1—脉冲电源 2—床身 3—工作液循环过滤系统 4—立柱 5—主轴头 6—油箱
2.脉冲电源
脉冲电源也称为电脉冲发生器,其作用是输出具有足够能量的单向脉冲电流,即产生火花放电来蚀除金属。其性能直接影响加工速度、表面质量、加工稳定性,以及工具电极损耗等各项经济技术指标。因此要求脉冲电源参数(如:电流幅值、脉宽、脉冲间歇等)能在规定范围内可调,以满足粗、中、精、精微加工的需要,同时要求加工过程中稳定性要好、抗干扰能力强、操作方便。
3.自动进给调节系统
电火花成型加工设备主要是靠自动进给调节系统来确保工件与电极之间在加工过程中始终保持一定的放电间隙,并且能自动补偿放电蚀除金属后间隙增大的部分。因此,要求自动进给调节系统,具有足够的稳定性、较高的灵敏度和快速反应能力。
自动进给调节系统的种类很多,例如:电动液压式、伺服电动机式、步进电动机式、力矩电动机式等,但其基本原理是相同的。
4.工作液循环过滤系统
工作液循环过滤系统由油箱、电动机、泵、过滤器、工作液槽、油杯、管道、阀门、压力表等组成。其作用是排除电火花加工过程中不断产生的电蚀产物,提高电蚀过程的稳定性和加工速度,减小电极损耗,确保加工精度和表面质量。
过滤工作液的具体方法有自然沉淀法、静电过滤法、离心过滤法和介质过滤法等。其中介质过滤法较为常用,一般采用黄砂、木屑、过滤纸、活性炭等作过滤介质,效果好,速度快,但结构复杂。
5.机床附件(https://www.xing528.com)
(1)平动头
平动头是电火花成型加工中较常用的附件,主要应用于型腔模在半精加工和精加工时精修侧面,提高仿形精度,保证加工稳定性,有利于极间排屑,防止短路和烧弧等。
如图8-3所示为单电极使用平动头加工时电极上各点的运动轨迹。电极轮廓线上的小圆是电极表面上点的运动轨迹,它的半径为电极作平面圆周运动的回转半径。该方法一次装夹定位便可达到±0.05mm的加工误差。缺点是难以获得高精度的型腔,特别是难以加工出清棱、清角的型腔。此外,电极在粗加工过程中容易引起表面龟裂,影响型腔的表面粗糙度。为了弥补这一缺点,可采用精度较高的重复定位夹具,将粗加工后的电极取下,经均匀修光后再重复定位装夹,用平动头来完成型腔的最终加工。
(2)电极夹具
电极夹具的作用是把工具电极装夹固定在主轴上,并能调节电极的轴线与主轴轴线重合或平行。工具电极的装夹及其调节装置的形式很多,常用的有十字铰链式电极装夹调节装置和球面铰链式电极装夹调节装置。
如图8-4所示为十字铰链式电极夹具调节装置。工具电极装夹在标准夹套1内,用紧固螺钉2固定。电极夹装后,拧动四个调节螺钉7时,即可调节电极对工作台面的垂直度,一般与校正百分表配合使用。这种电极夹具调节装置结构简单,调节方便,但轴向尺寸长,刚性差,适合于精度不高的场合。
如图8-5所示为球面铰链式电极夹具调节装置。工具电极装夹在弹性夹头中,拧动四个调节螺钉1即可调节电极相对工作台面的垂直度,一般也与校正百分表配合使用。这种电极夹具调节装置结构紧凑,轴向尺寸短,结构简单,容易制造,调节方便,但其本身扭转刚性不足,调节力大,会引起电极随主轴扭转。
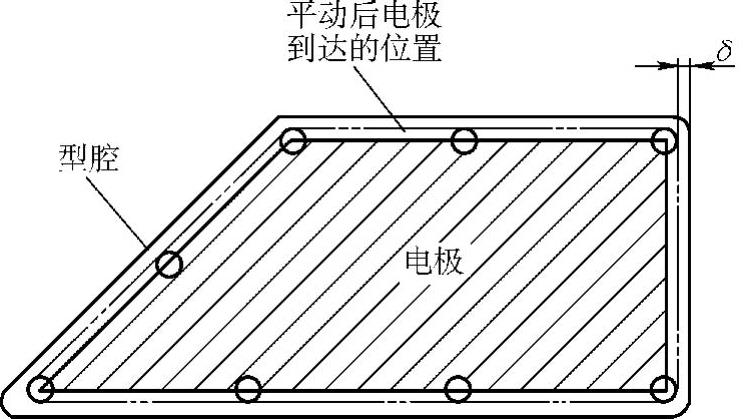
图8-3 使用平动头加工时电极的运动轨迹
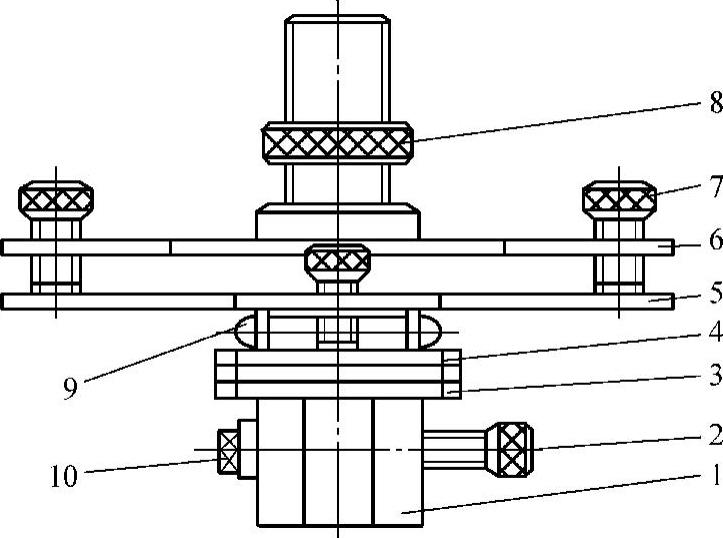
图8-4 十字铰链式电极夹具调节装置
1—电极装夹标准套 2—紧固螺钉 3—绝缘板 4—下底板 5—十字板 6—上板 7—调节螺钉 8—紧固螺钉 9—圆柱销 10—导线固定螺钉
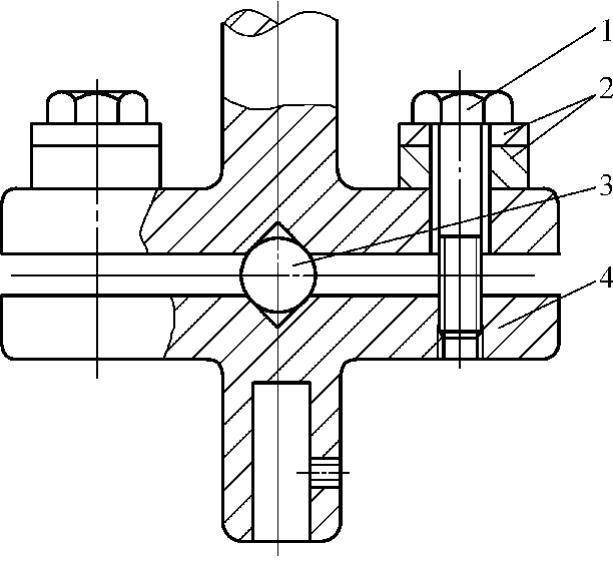
图8-5 球面铰链式电极夹具调节装置
1—调节螺钉 2—球面垫圈 3—钢球 4—电极装夹套
此外,对于直径较小的电极可用标准钻孔夹头装夹,如图8-6所示;直径较大或整体式电极也可采用标准螺纹夹头装夹,如图8-7所示。
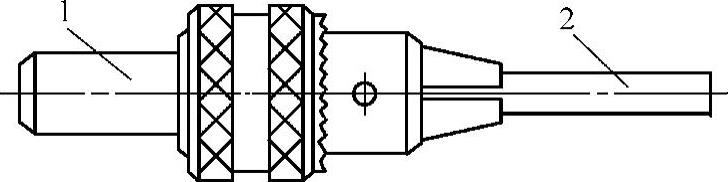
图8-6 标准钻夹头装夹图
1—钻夹头 2—电极

图8-7 标准螺纹夹头装夹图
1—标准螺纹夹头 2—电极
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。