



1.仿形加工的优缺点
1)以样板、模型、靠模作为依据加工模具型面,跳过复杂曲面的数学建模问题,简化了复杂曲面的加工工艺。
2)靠模、模型可用木材、石膏、树脂等易成形的材料制作,扩大了靠模的选取范围。
3)仿形有误差,加工过程中产生的热收缩、刀补问题较难处理。
4)加工效率高,为电火花的40~50倍(常作为电火花加工前的粗加工)。
2.仿形车削
仿形车削主要用于形状复杂的旋转曲面如凸轮、手柄、凸模、凹模型腔或型孔等的成型表面的加工。
仿形车削加工设备主要有两类,一类是装有仿形装置的通用车床,另一类是专用仿形车床。仿形车削是平面轮廓仿形,需要两个方向的进给运动。一般仿形装置是使车刀在纵向进给的同时,又使车刀按照预定的轨迹横向运动,通过纵向与横向的运动合成,完成复杂旋转曲面的内、外形面加工。根据结构与装置的不同,可以完成仿形车削加工,也可以完成端面仿形车削。
根据靠模样板在车床上的安装位置不同仿形车削又分为靠板靠模仿形,刀架靠模仿形和尾座靠模仿形。
仿形车削所用的靠模一般选用3~5mm厚的钢板或硬铝板制造,其型面型槽须与被加工的旋转曲面的形状尺寸一致。有些与触头间作用压力小的靠模可以选用硬木、铝材或环氧树脂制造,其型面的形状、尺寸与模具零件的形状、尺寸须一致。仿形车削一般用于精加工工序,在仿形车削之前,应先将毛坯粗车成形,留较小的仿形车削余量(一般不大于2.5mm),在仿形车削精加工之后,需经抛光等加工。
3.仿形铣削
仿形铣削主要用于加工非旋转体的复杂的成型表面的零件,如凸轮、凸轮轴、螺旋桨叶片、锻模、冷冲模的成形或型腔表面等。仿形铣削可以在普通立式铣床上安装仿形装置来实现,也可以在专用仿形铣床上进行。
(1)普通立式铣床上的仿形铣削
在普通立式铣床上应用仿形装置进行平面轮廓仿形铣削,方法极其简单。只需要将与工件成型表面形状相同或相似的靠模样板与工件一起固定在工作台上,双手操纵铣床工作台的纵向和横向移动,使滚轮始终与样板接触,并沿着样板的型面作轮廓运动,这样便可以加工出凹模型腔,完成仿形铣削。
利用靠模样板加工时,要注意铣刀的半径应小于型腔转角处的圆角半径,这样才能加工出完整轮廓。
(2)在专用仿形铣床上仿形铣削
在成批或大量生产中,平面轮廓仿形铣削最好采用专用平面仿形铣床进行,以满足成型表面加工精度和生产率的要求。常用的平面仿形铣床有双端面靠模铣床。在专用仿形铣床上加工工件时,必须先做好和零件形状相同或相似的靠模样板或靠模。
对于形状复杂的需要三个方向进给运动的零件(如凹模)的型腔或型面的加工,可以在立体仿形铣床上进行,当铣刀与工件进行横向、纵向及垂直三个方向的进给运动,便可以加工出立体成形表面。
(3)仿形铣削的工作方式
仿形铣削因铣床不同,其铣削方式存在差异,但其切削运动路线有以下三种基本方式。(https://www.xing528.com)
1)水平分行。工作台作水平移动,铣刀进行切削,切削到型腔端头,主轴箱在垂直方向上作进给运动,然后铣刀反向作水平进给,如图6-19a所示。
2)垂直分行。主轴箱不断作垂直进给运动。当切削到型腔端头,工作台在水平方向作一横向进给,然后铣刀再作反向垂直进给,如图6-19b所示。
3)沿轮廓铣削。铣削时,铣刀的垂直进给与工作台的水平横向进给同时受到协调控制。铣刀不需要作纵向进给,仿形触头沿着靠模样板的轮廓仿形,铣刀沿着工件的轮廓铣削,如图6-19c所示。
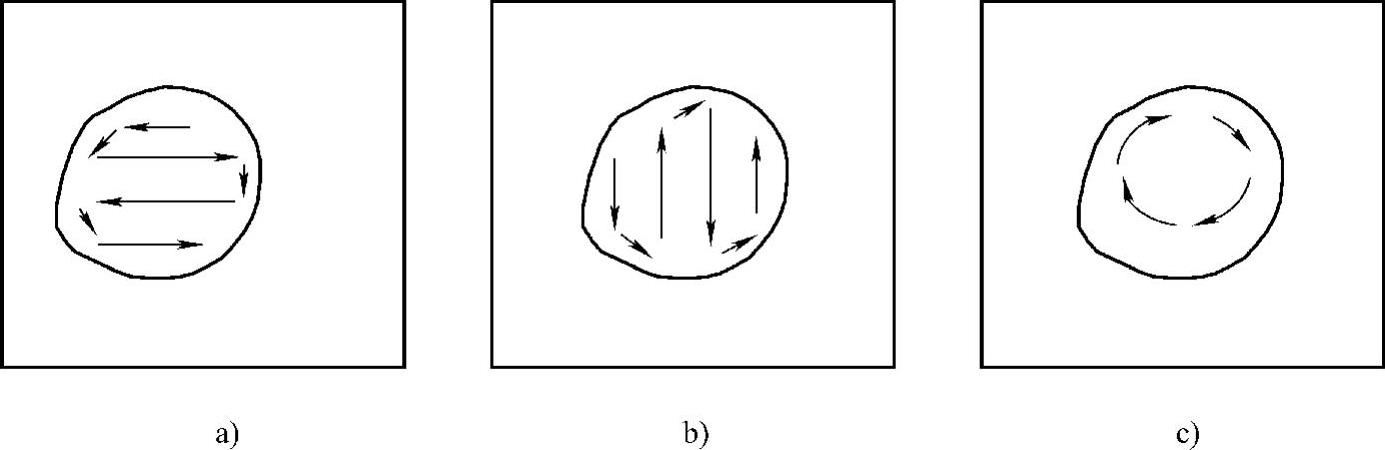
图6-19 仿形铣削工作方式
a)水平分行铣削 b)垂直分行铣削 c)沿轮廓铣削
(4)仿形铣刀
仿形铣削是在普通立式铣床或立体仿形床上进行,仿形铣削所用铣刀也是类似于立铣刀的结构,但应根据加工表面形状来确定,其类型如图6-20所示。加工平面轮廓型槽,可选用端头为平面的圆柱立铣刀;加工立体型槽时,为得到工件全部曲面形状,应选用锥形球头铣刀,铣刀端头的圆弧半径必须小于工件的内圆弧最小半径,锥形铣刀的倾角应小于被加工表面的倾角。
4.仿形刨削
仿形刨削是在仿形刨床上进行。仿形刨床又称刨模机、冲头刨床,用于加工由直线和圆弧组成的各种形状复杂的零件或凸模,其加工精度为±0.2mm,表面粗糙度Ra为1.6~0.4μm。仿形刨削加工凸模或其他零件,其生产率较低。
仿形刨削前,零件或凸模的毛坯需要进行车削、铣削、刨削等预加工,然后在凸模的端面上划出凸模轮廓线,再到铣床上按线加工出凸模轮廓,留有0.2~0.3mm的单面精加工的余量,最后用仿形刨床进行精加工。
仿形刨削的原理是在仿形刨床上,“仿形”精加工凸模是指工件与刀具间形成母线的相对运动关系,是根据工件划出的图线来进行调整的。加工时,利用刨刀的切削运动和凸模毛坯的纵向、横向送进和旋转,即可加工制造出各种复杂形状的凸模。加工圆弧时,必须使凸模上的圆弧中心与卡盘中心重合。找正的方法是用划线针指引着凸模端面上已划出的圆弧,用手摇动分度头手柄,使凸模转动,同时不断调整凸模的位置,直到圆弧上各点均与划线针针尖重合为止。如凸模上有几段不同心的圆弧时,则需要多次进行装夹和找正,分段进行加工。
仿形刨床上的刨刀除了作垂直向下的直线切削运动外,切削到达模具根部时,还能作摆动切削使凸模根部刨出一段圆弧,因此,采用仿形刨床加工凸模时,其根部应设计成圆弧状,凸模的固定部分则设计成圆形或者方形,这样可增加凸模的刚性,也便于制造。
在仿形刨床上安装插刀及专用刀杆,可以对直壁矩形孔或型腔进行加工。安装弹性划针可以在仿形刨床上对工件进行划线。
仿形刨削加工后的凸模,经过热处理后,还需要对其工作型面进行研磨和抛光。
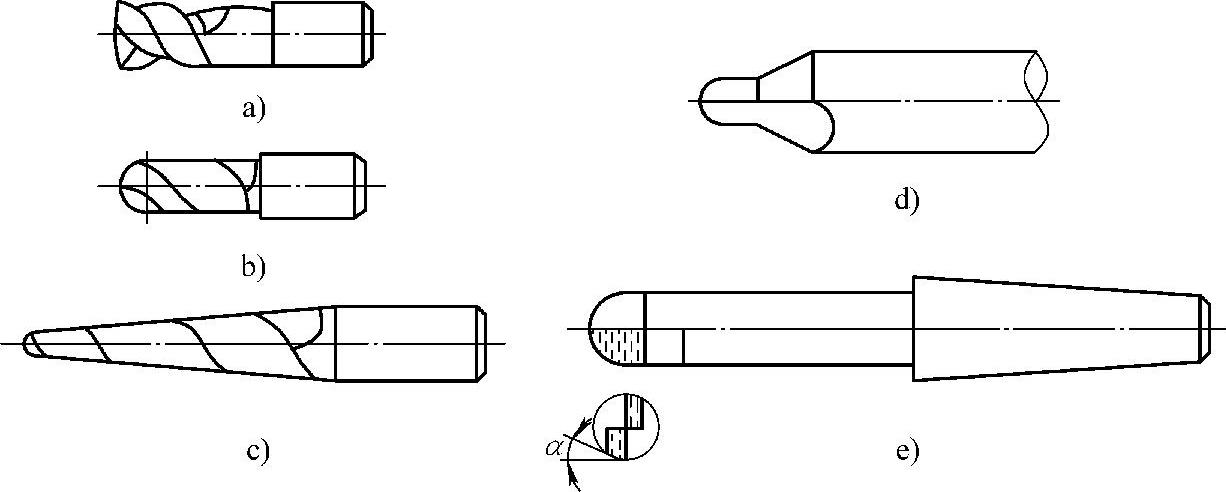
图6-20 仿形铣刀的类型
a)圆柱立铣刀 b)圆柱球头铣刀 c)锥形球锥指铣刀 d)小型锥指铣刀 e)双刃硬质合金铣刀
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。