



磨削加工是指用磨料磨具以较高的线速度对工件表面进行的加工。模具零件经过车、铣、刨等工序加工后,或对于淬硬钢件和高硬度特殊材料的精加工,为了提高模具零件的表面质量,一般都要进行磨削加工。
1.磨床的种类
磨削加工所使用的设备为磨床,它是模具加工中不可缺少的设备之一,现代机械制造业中使用的磨床种类繁多。根据用途不同,磨床可分为外圆磨床、内圆磨床、平面磨床、精密坐标磨床、工具磨床、螺纹磨床、凸轮磨床,曲轴磨床,轧辊磨床,拉刀磨床、球轴承外圈沟槽磨床,以及光学曲线磨床等。
在一般形状简单的常规模具零件制造中,主要使用的有外圆磨床、内圆磨床、平面磨床等。
2.磨削加工的类型
为了磨削加工零件的各种表面,磨削加工的形式很多,有平面磨削(图6-12a)、外圆磨削(图6-12b)、内圆磨削(图6-12c)、无心磨削、花键磨削、螺纹磨削、齿轮磨削、刀具刃磨、凸轮磨削、曲轴磨削等。
尽管磨削加工的形式很多,但以砂轮工作表面来区分,磨削加工可以分为周边磨削、端面磨削、成型磨削三大类。
磨削一般作为零件制造的半精加工和精加工手段,广泛地应用在机械制造和模具制造中,除可以常规加工外圆、内孔面、平面、成形表面、螺纹及齿轮廓形等各种表面外,在模具制造中,还可以磨削模具的型腔、型芯等成形件以及结构件。

图6-12 磨削方法
a)平面磨削 b)外圆磨削 c)内圆磨削
3.模具零件的常规磨削加工应用
(1)平面磨削
模具零件经刨、铣及淬硬后,均需经过平面磨床磨削平面,以使其表面达到所规定的表面粗糙度等级。一般情况下,可达到IT6~IT5,表面粗糙度Ra值可达到1.25~0.32μm。
零件平面磨削方法分为圆周磨削法(如图6-13a所示)和端面磨削法(如图6-13b所示)两种,其磨削特点如下。
1)圆周磨削法:
①砂轮与零件的面积接触少,磨削时发热量小。
②磨削区的散热、排屑条件好。
③可以获得较高的磨削精度及表面质量。
2)端面磨削法:
①主轴的伸出短、刚性好,故磨头变形小,可采用较大磨削量,生产率较高。
②磨削面积较大。
③由于砂轮与零件接触面大,散热排屑条件会较差,加工精度较低。

图6-13 平面磨削方法(https://www.xing528.com)
a)圆周磨削法 b)端面磨削法

图6-14 外圆磨削方法
a)外圆磨削 b)无心外圆磨削
(2)外圆磨削
模具轴类零件的磨削可采用外圆磨床进行磨削。主要有外圆磨削、无心外圆磨削等方法。如图6-14所示。
外圆磨削加工能切除极薄、极细的切屑;修整误差的能力较强;加工精度高,一般可达IT6~IT8级;表面粗糙度Ra可达0.8~0.1μm。
外圆磨削可分为粗磨、精磨、细磨、超精密磨削和镜面磨削。在磨削时,要特别注意砂轮的选用、砂轮的修整和磨削用量的大小,并减少加工时的振动。当磨削材料硬度较高的零件时,应选择较软的砂轮,使磨削的磨粒及时脱落;当零件材料较软时,应选择较硬的砂轮。
为了提高磨削效率,在磨削时尽量要缩短磨削的辅助时间,如采用自动装卸零件,作到自动测量、数字显示、砂轮磨损自动修整及补偿等;另一方面,要改变切削用量和加大磨削面积,来提高磨削效率。
(3)内圆磨削
零件的内圆磨削方法有三种:普通内圆磨床磨削法(图6-15a)、行星磨削法(图6-15b)、无心磨削法(图6-15c),内圆磨削加工精度可以达到IT7~IT9,表面粗糙度Ra可达0.16~0.32μm。其磨削特点如下。
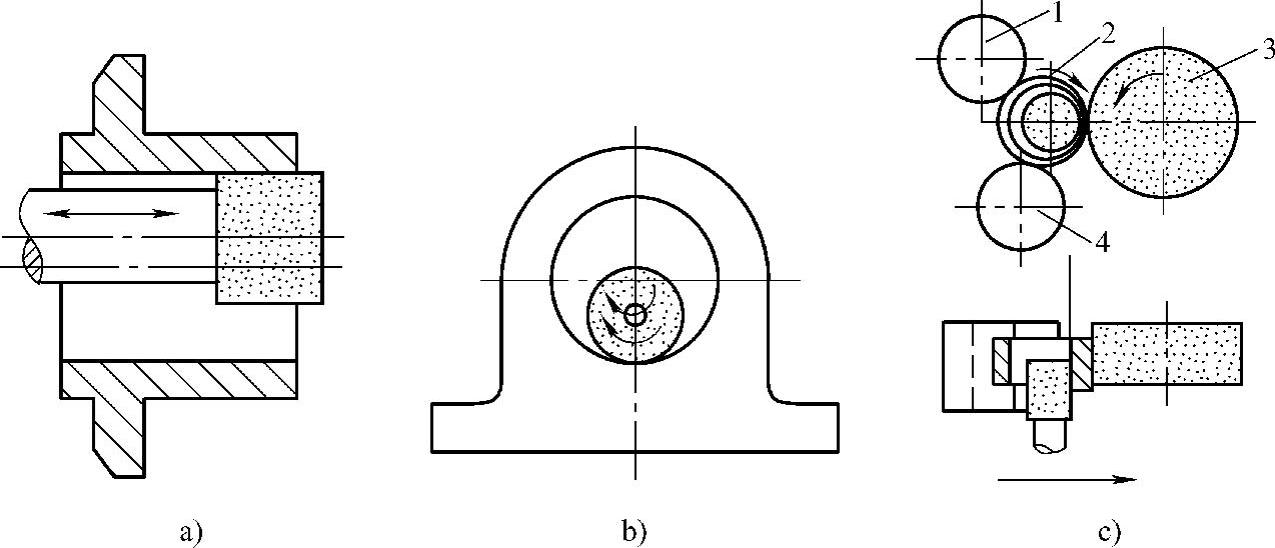
图6-15 内圆磨削方法
a)普通内圆磨床磨削法 b)行星磨削法 c)无心磨削法
1)普通内圆磨床磨削法:
①将零件夹紧在机床上做回转运动,砂轮也回转并作纵向往复运动和横向进给运动,接触工件进行磨削。
②给一定的切削量,反复进行磨削至要求尺寸。
2)行星磨削法:
①在磨床上使工件固定不动,而砂轮通过自转并绕研磨孔的中心线作行星运动和轴向往复运动进行磨削,横向进给则通过加大砂轮行星运动的回转半径来实现。
②主要应用于凹孔的加工。
3)无心磨削法:
①在磨削时,滚轮1将工件2压在滚轮4和导轮3上,并由导轮3带动工件2回转。导轮3和滚轮1、4全部安放在机床的滑板上,它可沿砂轮轴心线作纵向往复运动,进行工件的磨削。
②主要应用于圆柱销孔简单零件磨削。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。