



1.车床的分类
模具中加工的零件有许多都是回转体,而且又大多数是在车床类机床上进行加工的。在生产中所使用的车床种类很多,常用的有以下几种。
1)卧式车床。这类车床主要用来完成各种切削工作,也可以完成钻、镗等工序。卧式车床是车床中的主要类型,约占车床类机床总数的60%左右。它又可细分为:落地车床、马鞍车床等几种。
2)转塔车床。这类车床具有一个多位置的刀架,可同时装上多把刀具以顺序进行切削,因而换刀方便,生产率也比卧式车床高。但调整机床需要较多时间,因此在单件、小批生产中使用受到限制,适用于成批生产。
3)立式车床。这类车床的主轴是垂直的,主要用来加工重量较大,而长度比直径小的零件。
4)多刀半自动车床。这类车床具有多个刀架,每个刀架又可装上多把刀具,以便同时进行加工。
5)自动和半自动车床。这类车床在加工过程中是按自动的工作循环或半自动的工作循环(装卸工件由工人来完成)来进行工作的,按其主轴的数目,又可分为单轴的和多轴的两种。
6)专门化车床。属于此类车床的有车轮车床、车轴车床、曲轴车床、凸轮轴车床、轧辊车床、钢锭车床、曲拐销车床、铲齿车床、轴颈车床、板牙铲齿车床等。
7)其他车床。属于这类车床的有联合车床(可以进行车、镗、内圆磨、立铣、卧铣、钻孔等工作)、活塞环仿形车床等。
车床的种类很多,其中以卧式车床的通用性较好,应用最为广泛。
2.车床的功用
在普通车床上可以进行各种不同的车削工作,一般可完成的主要工序如下。
1)车外圆。这是车床中最有代表性的一种工序。工作时,通过工件与刀具间的相对运动来完成车削工作。
2)车端面。这种工序是由工件的旋转和刀具作横向移动而实现的。
3)切断和切槽。多用于切断零件或是把零件上一个表面与另一个表面分开。
4)钻、镗孔。这是普通车床上一种常用的工序,有时在镗孔之前,需要先钻孔。
5)切螺纹。这是普通车床上的一种特有的工序,工作时要求工件的旋转和刀具的纵向移动保持着严格的相对关系(工件一转刀具移动一个螺距),以组成一种复合的运动。在一般现代车床上,可以车削公制、模数、英制、径节螺纹,并且也可以车削各种不同断面的多头螺纹。
6)车成型表面。这是一种较为复杂的工序。工作时,除了工件作旋转运动以外,刀具还必须在纵横两个方向内移动。这种成型表面也可以用成型车刀来加工,这时只要求工件旋转和刀具作横向移动就行了。
7)车锥体。这种工序是成型表面加工的一种特例。
8)靠模车削。在车床上安装靠模附件,便可根据各种不同形状的靠模来车出不同形状的成批同样的零件。应用靠模附件,特别是采用液压靠模装置,不但可以提高生产率和减轻工人的劳动,而且还可以降低对工人技术等级的要求,并保证零件的准确性。
3.车削加工工艺范围
车削加工主要加工回转类零件的内外表面,如导柱、定位销等轴类零件和套类及盘类零件。精度可达到IT5~IT10,表面粗糙度Ra可达到12.5~0.008μm。
4.工件的定位方式
对轴类零件来说,一般采用轴两端中心孔作为定位基准。因为轴类零件的各外圆、锥孔、螺纹等表面的设计基准一般都是中心线,选择两端中心孔定位符合基准重合原则,加工时能达到较高的相互位置精度,且工件装夹方便。套类零件加工一般采用互为基准的原则,即加工内圆表面以外圆为基准,加工外圆表面以内圆为基准。其工件定位的具体方法如下。(https://www.xing528.com)
(1)用两中心孔定位
以两中心孔为基准装夹工件在车床的前、后顶尖上,用鸡心夹或拨盘带动工件转动。
用中心孔定位的优点是:加工过程不仅基准重合,而且基准统一,有利于保证各表面间较高的位置精度。
用中心孔定位的缺点如下。
1)增加了加工中心孔的工序(或工步)。
2)顶尖孔深度不准确时,不易保证轴向尺寸精度,为此可同时用中心孔及一个端面定位。
3)需用鸡心夹等传递转矩,但不能在一次安装中加工完轴的全长。
(2)用外圆柱表面定位
装夹较短的轴类零件常用三爪自定心卡盘或四爪单动卡盘定位夹紧;较长的轴类零件则要在另一端钻中心孔,利用后顶尖支撑,以提高工件刚性。
(3)用两端孔定位
对于粗加工后的孔,用有齿的顶尖(菊花顶尖)装夹,如图6-1所示;当零件两端有锥孔或预先做出工艺锥孔,就可用锥套心轴或锥形堵头定位装夹,如图6-2所示。
5.模具零件车削加工应用
在模具零件加工中的主要应用如下。

图6-1 轴类零件的装夹

图6-2 用两端孔定位装夹
a)锥套心轴 b)锥形堵头
1)圆盘类、轴类零件的加工。圆盘类、轴类零件指模具的导柱、导套、顶杆、模柄等,通常这些零件的回转表面采用车削完成粗精加工,精度可达IT6~IT8,表面粗糙度Ra为1.6~0.8μm,对要求较高的工作面与配合面尚需磨削加工。
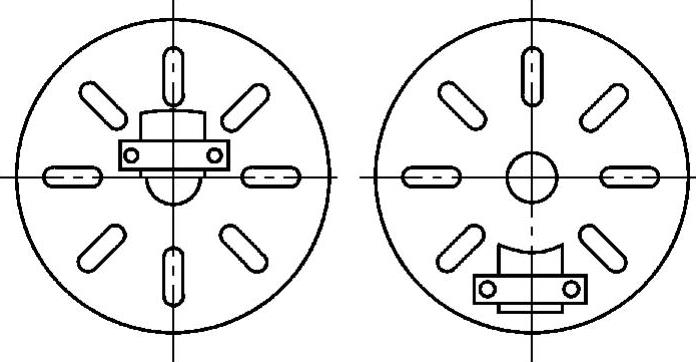
图6-3 局部圆弧面的加工
2)局部圆弧面的加工。局部圆弧面的分模面在模具中比较常见,为保证模具准确对合,必须保证对合面圆弧半径尺寸精度。可在花盘上找正定位后加工,精度由百分表测量控制。有时也采用先加工一个完整圆盘,再用线切割等方法取出一个或几个模块的方法,如图6-3所示。
3)回转曲面的粗加工或半精加工。尺寸大的曲面可采用仿形加工法,如图6-4a所示;尺寸小的曲面可采用成形刀加工法,如图6-4b所示;对拼型腔在车床上加工时,为保证型腔尺寸准确对合,通常应预先将各镶件间的接合面磨平,两板用销钉定位,螺钉紧固组成一个整体后再进行车削,如图6-4c所示。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。