



金属加热是锻造生产中不可缺少的重要工序之一。目的是为了提高金属的塑性,降低变形抗力,以利于锻造和获得良好的锻后组织。金属在加热过程中,其内部发生一系列变化,会影响到金属的锻后组织和性能。同时,正确的加热金属坯料和对温度进行准确及时地测量,对于减少设备吨位,降低燃料消耗均有重要意义。
(1)锻前加热的方法
根据热源不同,在锻造生产中金属的加热可分为两大类。
1)火焰炉加热是利用燃料(煤、油、煤气等)燃烧所产生的热能直接加热金属的方法。由于燃料来源方便,炉子修造较容易,费用较低,加热的适应性强等原因,所以应用较为普遍。缺点是劳动条件差、加热速度较慢、加热质量较难控制,对环境造成污染等。
2)电加热是利用电能转换为热能来加热金属的方法。与火焰炉加热相比,它具有很多优点,如升温快(如感应加热和接触加热)、炉温易于控制(如电阻炉加热)、氧化和脱碳少、劳动条件好、便于实现机械化和自动化等。缺点是对毛坯尺寸形状变化的适应性不够强、设备结构复杂、投资费用较大。
 (https://www.xing528.com)
(https://www.xing528.com)
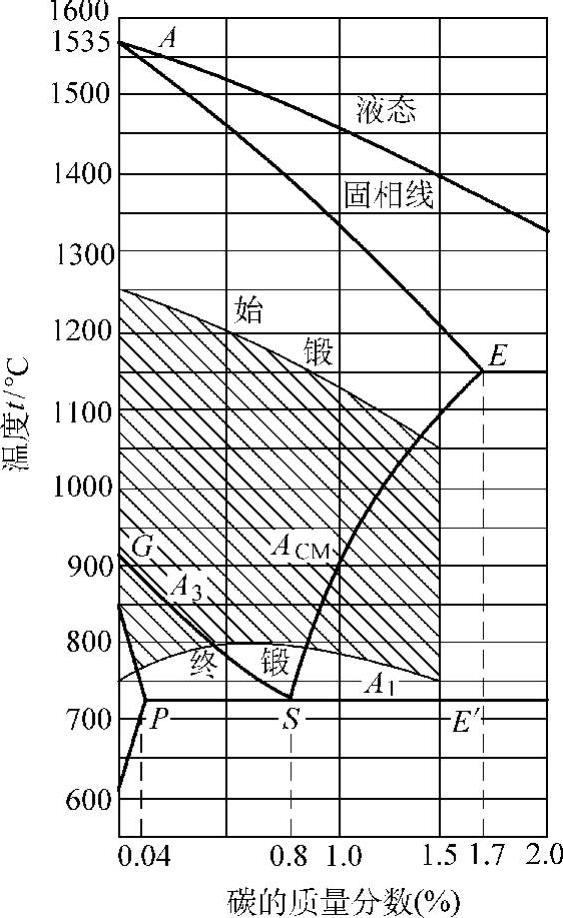
图4-2 碳钢锻造温度范围
(2)锻造温度范围
锻造温度范围是指始锻温度和终锻温度间的一段温度间隔。如图4-2所示为在铁碳合金相图基础上制定的碳钢锻造温度范围。钢料在高温单相区具有良好的塑性,所以锻造温度范围最好在这个区间。各类材料的锻造温度范围可参考相关的手册。
开始锻造的温度称为始锻温度。它应低于固相线AE约150~200℃,以防止过热和过烧。
结束锻造时的温度称为终锻温度。终锻温度主要应保证在结束锻造之前金属还具有足够的塑性,以及锻件在锻后获得再结晶组织,但过高的终锻温度也会使锻件在冷却过程中晶粒继续长大,因而降低了力学性能,尤其是冲击韧度。对过共析钢,为避免形成二次网状渗碳体,在ES线下还应继续锻打,它的终锻温度应高于PSE′线50~100℃。对亚共析钢,由于在高温单相区内有良好塑性,所以终锻温度应在GS线上15~20℃。对于低碳钢,在GS线(A3)以下的两相区(γ+α)也有足够的塑性,因此低碳钢的终锻温度可以在GS线下。对于最后一次锻造的终锻温度还要根据剩余变形程度查再结晶图,以避免锻件晶粒粗大。对于锻后立即进行余热热处理的锻件,终锻温度还要考虑余热热处理的要求。精整工序的终锻温度允许比规定值低50~80℃。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。