



数控机床的控制可分为两个部分:一是坐标轴运动的位置控制,二是数控机床加工过程的顺序控制。在分析PLC、CNC(计算机数控)系统和机床的各部分信号之间的关系时,常把数控机床分为“CNC侧”和“MT侧(即机床侧)”两大部分。“CNC侧”包括CNC系统的硬件和软件以及与CNC系统连接的外部设备;“MT侧”包括机械部分、辅助装置、机床操作面板、机床强电线路等。PLC处于CNC和MT之间,对CNC侧和MT侧的I/O信号进行处理。
(1)CNC侧到MT侧
CNC侧的输出数据经PLC逻辑处理,通过I/O接口送至MT侧。CNC侧到机床的信号主要是M、S、T等功能代码。
1)S功能的处理:在PLC中可用4位代码直接指定转速。
2)T功能的处理:数控机床通过PLC管理刀库,进行自动换刀。
3)M功能的处理:M功能是辅助功能,根据不同的M代码,PLC可控制主轴的正、反转和停止,主轴齿轮箱的换挡变速,主轴准停,切削液的开关,卡盘的夹紧、松开,机械手的取刀、归刀等。
(2)MT侧到CNC侧
从MT侧输入的开关量经PLC逻辑处理传送到CNC侧。MT侧传递给PLC的信号是机床操作面板上各开关、按钮等信息。
数控机床用PLC分为两大类:一类是专为数控机床应用面设计制造的内装型PLC;另一类是那些I/O接口技术规范、I/O点数、程序存储容量以及运算和控制功能等均满足数控机床控制要求的独立型PLC。
(1)内装型PLC(https://www.xing528.com)
内装型PLC从属于CNC装置,PLC与CNC侧的信号传递在CNC装置内部即可实现。PLC侧与MT侧则通过CNC的I/O接口电路实现信号传递,如图8-10所示。
内装型PLC实际上是CNC装置带有PLC功能,其性能指标是根据所从属的CNC装置的规格、性能、适用机床的类型等确定的,因此系统硬件和软件整体结构十分紧凑;内装型PLC可与CNC共用CPU,也可单独使用CPU,不单独配备I/O接口,而使用CNC装置本身的I/O接口;采用内装型PLC结构,CNC系统可以具有某些高级功能,如梯形图编辑和传送功能等。目前,世界上著名的CNC生产厂商生产的CNC装置,大多开发了内装型PLC功能。
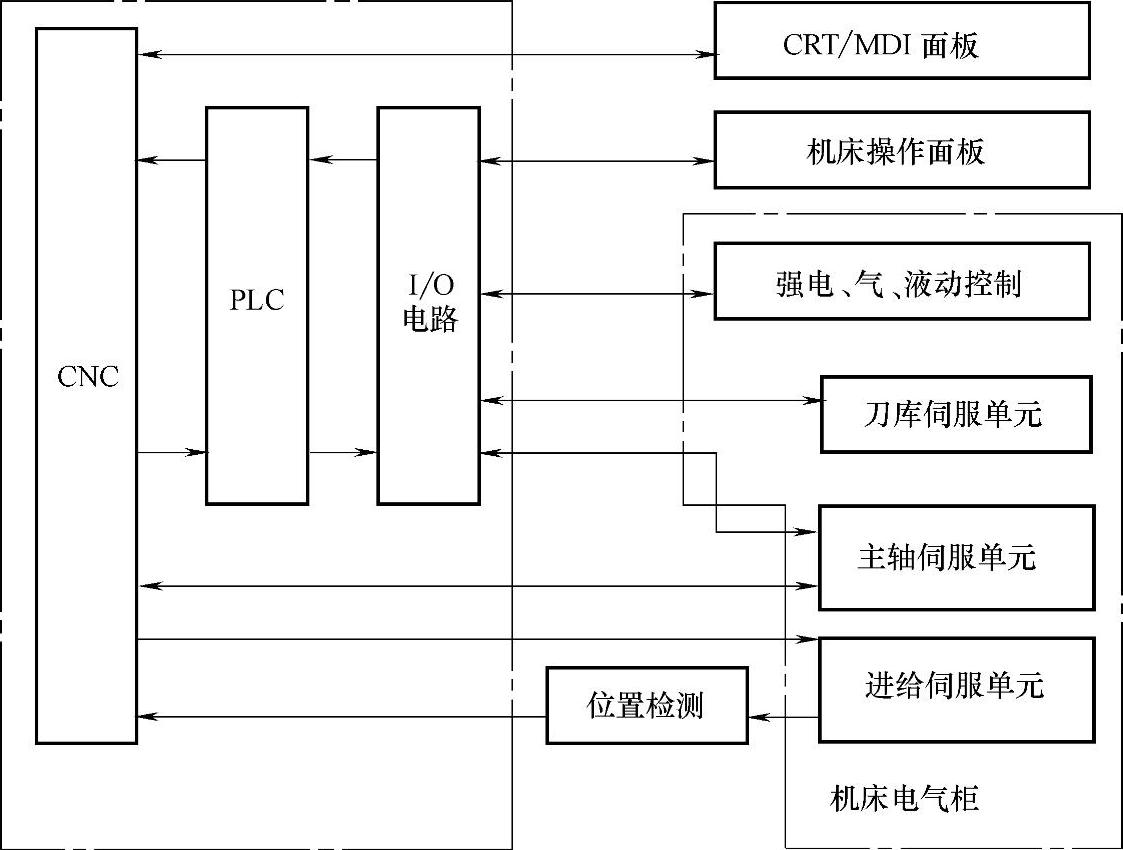
图8-10 内装型PLC数控机床系统框图
(2)独立型PLC
独立型PLC又称通用型PLC。独立型PLC独立于CNC装置,具有完备的硬件和软件功能,能独立完成规定的任务。采用独立型PLC的数控机床系统框图如图8-11所示。独立型PLC大多采用模块化结构,I/O点数可以通过I/O模块的增减灵活配置。
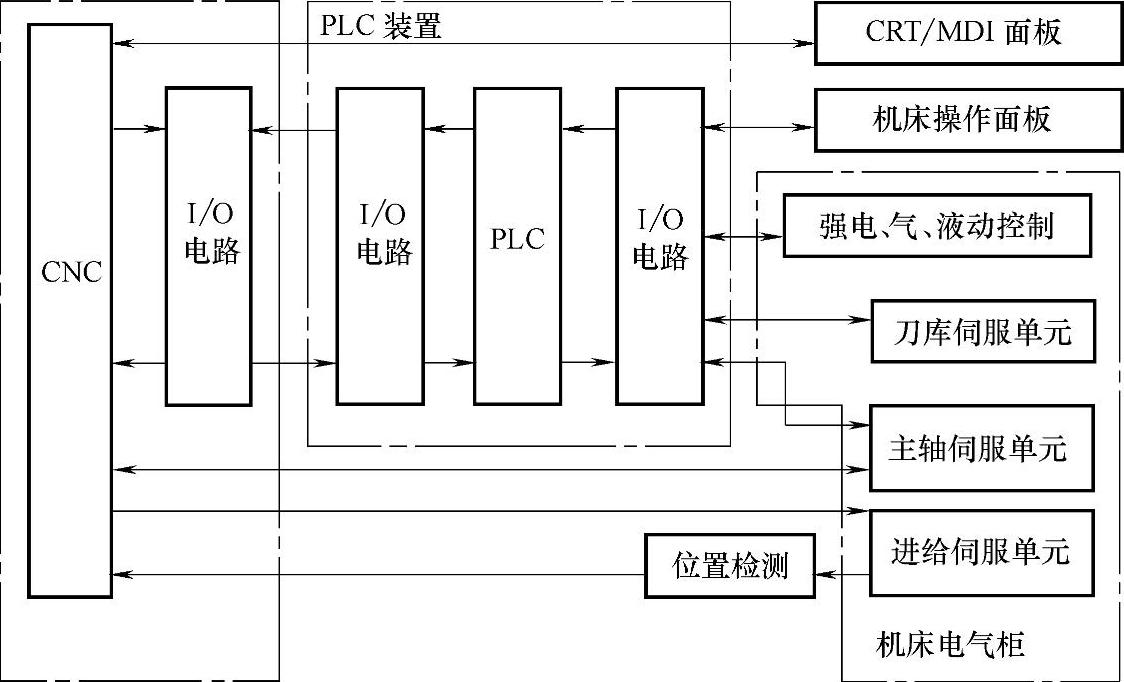
图8-11 独立型PLC数控机床系统框图
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。