



气动机械手的任务大多数是搬运物品或器件,并且快速准确。如图5-52所示,将传送带A上的物品搬至传送带B上,把电子器件取来送至印制电路板,按规定的动作和规律运行。
控制要求为:传送带A为步进式传送,每当机械手从传送带上取走一个物品时,该传送带向前步进一段距离,将使机械手在下一个工作循环取到物品。传送带A、B分别由电动机M1、M2驱动,机械手回转运动由气动阀Y001、Y002控制,机械手的上、下运动由气动阀Y003、Y004控制,机械手的夹紧与放松由气动阀Y005控制。右旋到位信号为SQ1,左旋到位信号为SQ2,上升到位信号为SQ3,下降到位信号为SQ4。
1)机械手在原始位置时SQ1动作,按下起动按钮,机械手松开,传送带B开始运动,机械手手臂开始上升。
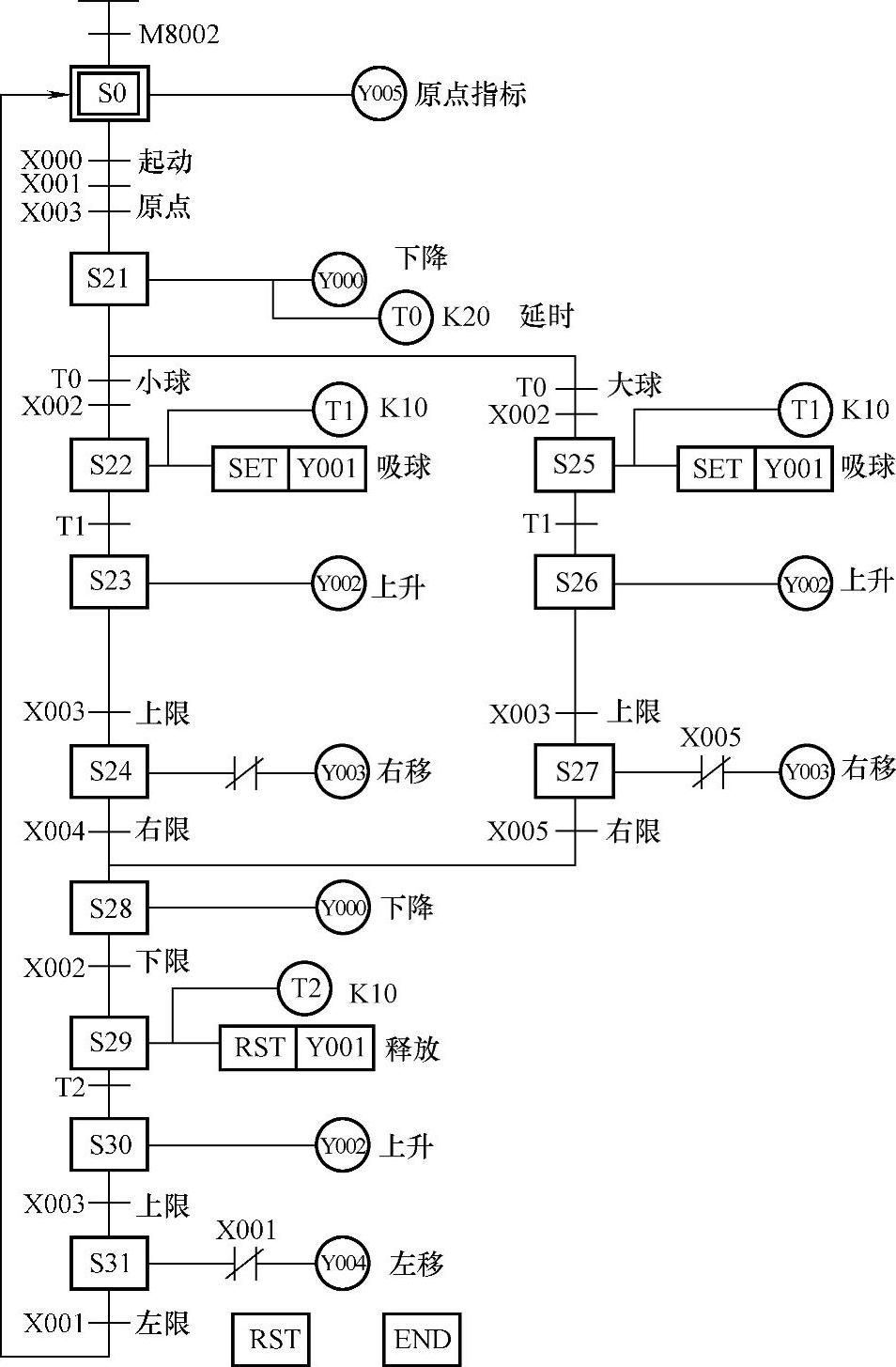
图5-51 分捡系统控制状态转移图
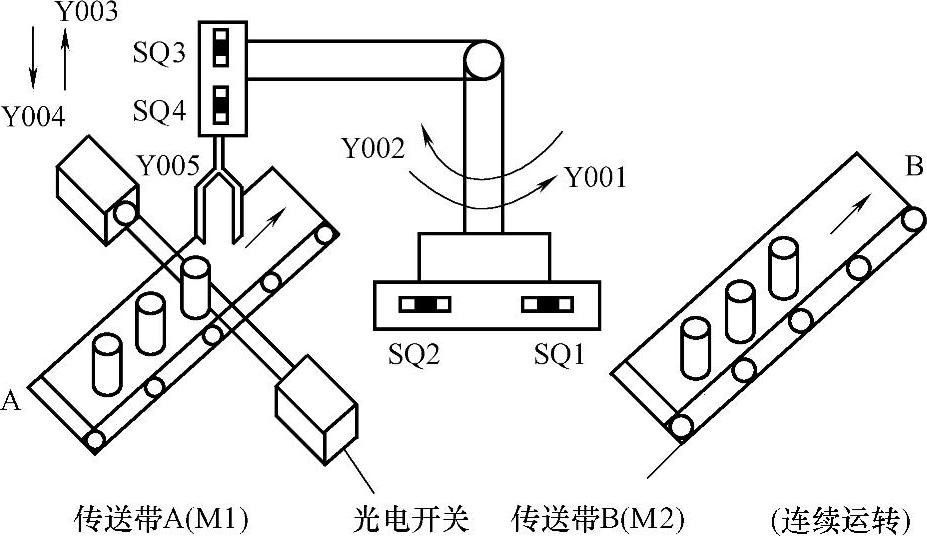
图5-52 气动机械手搬运物品工作示意图
2)机械手上升到上限位置,SQ3动作,上升动作结束,机械手开始左转。
3)机械手左旋到左限位,SQ2动作,左旋动作结束,机械手开始下降。
4)机械手下降到下限位置,SQ4动作,下降动作结束,传送带A起动。
5)传送带A向机械手方向前进一个物品的距离后停止,机械手开始抓物。
6)机械手抓物,延时1s,机械手开始上升。
7)机械手上升到上限位置,SQ3动作,上升动作结束,机械手开始右旋。
8)机械手右旋到右限位置,SQ1动作,右旋动作结束,机械手开始下降。
9)机械手下降到下限位置,SQ4动作,机械手松开,放下物品。(https://www.xing528.com)
10)机械手放下物品经过适当延时,一个工作循环过程完毕。
11)机械手的工作方式:单步/循环。
解:
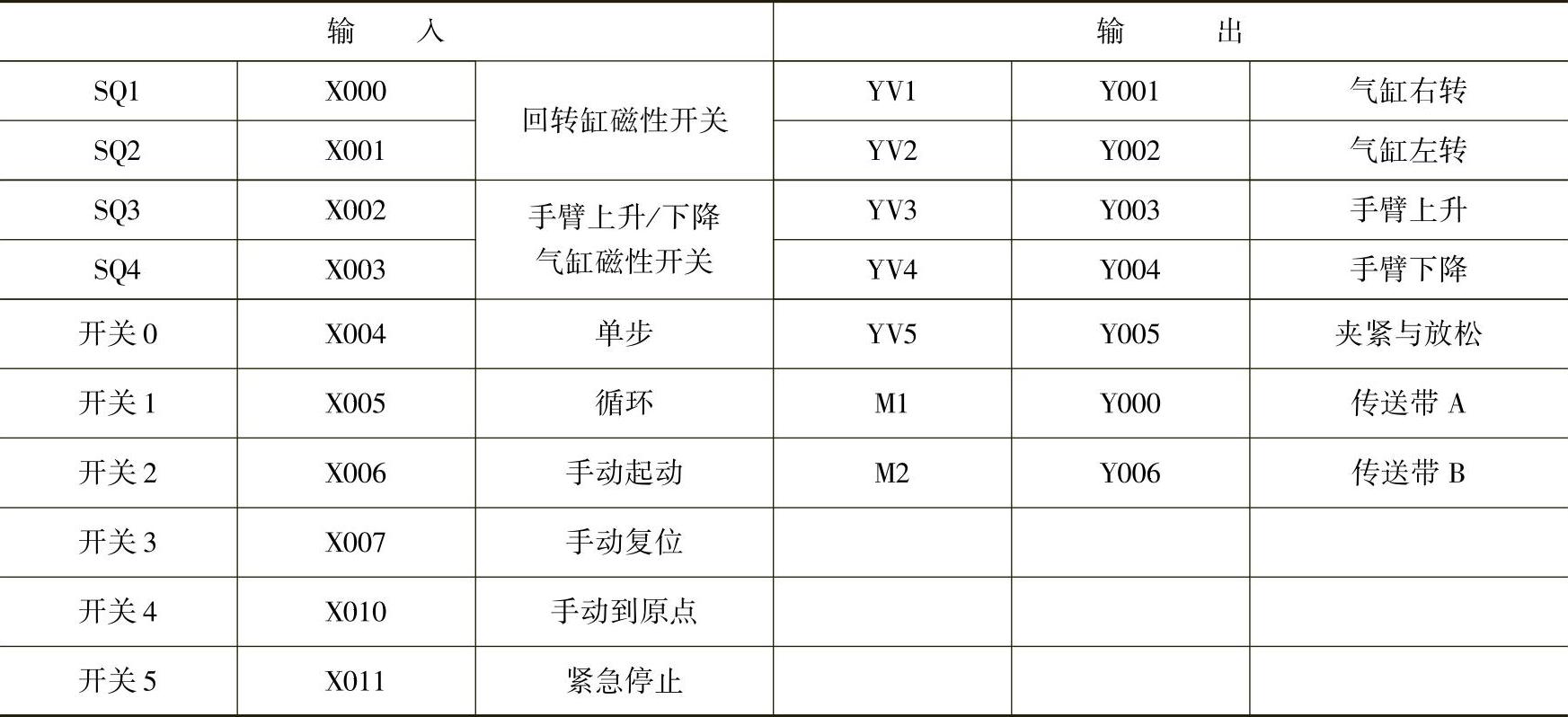
1)分析工艺过程如控制要求。确定I/O点数并分配,见表5-8。
表5-8 I/O点数分配表
2)根据I/O点数分配表,PLC接线图如图5-53所示。
3)顺序功能图和指令语句表程序如图5-54和图5-55所示。
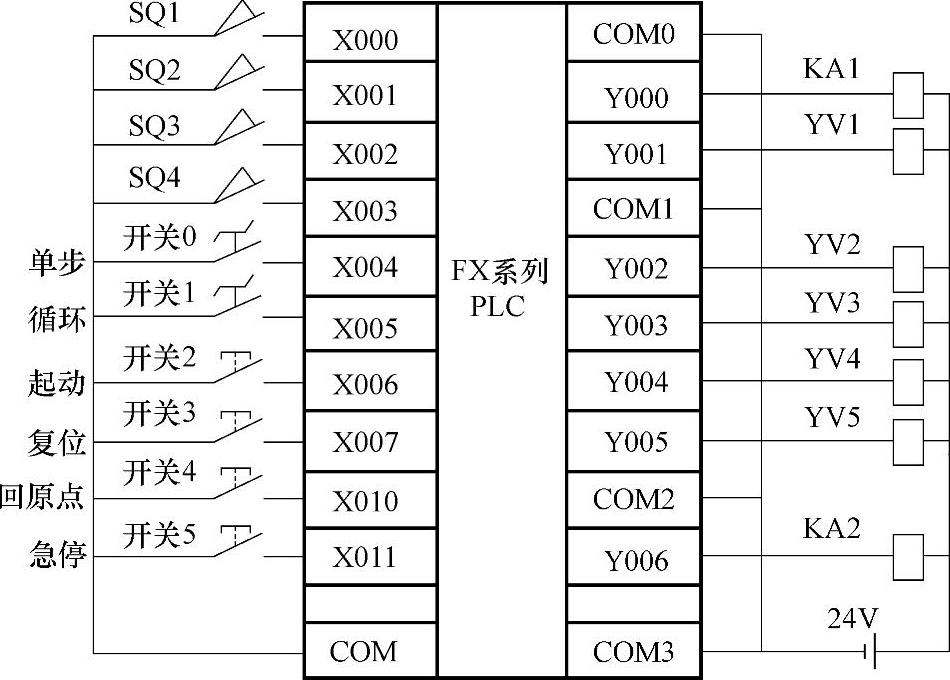
图5-53 气动机械手的PLC I/O点电气接线图
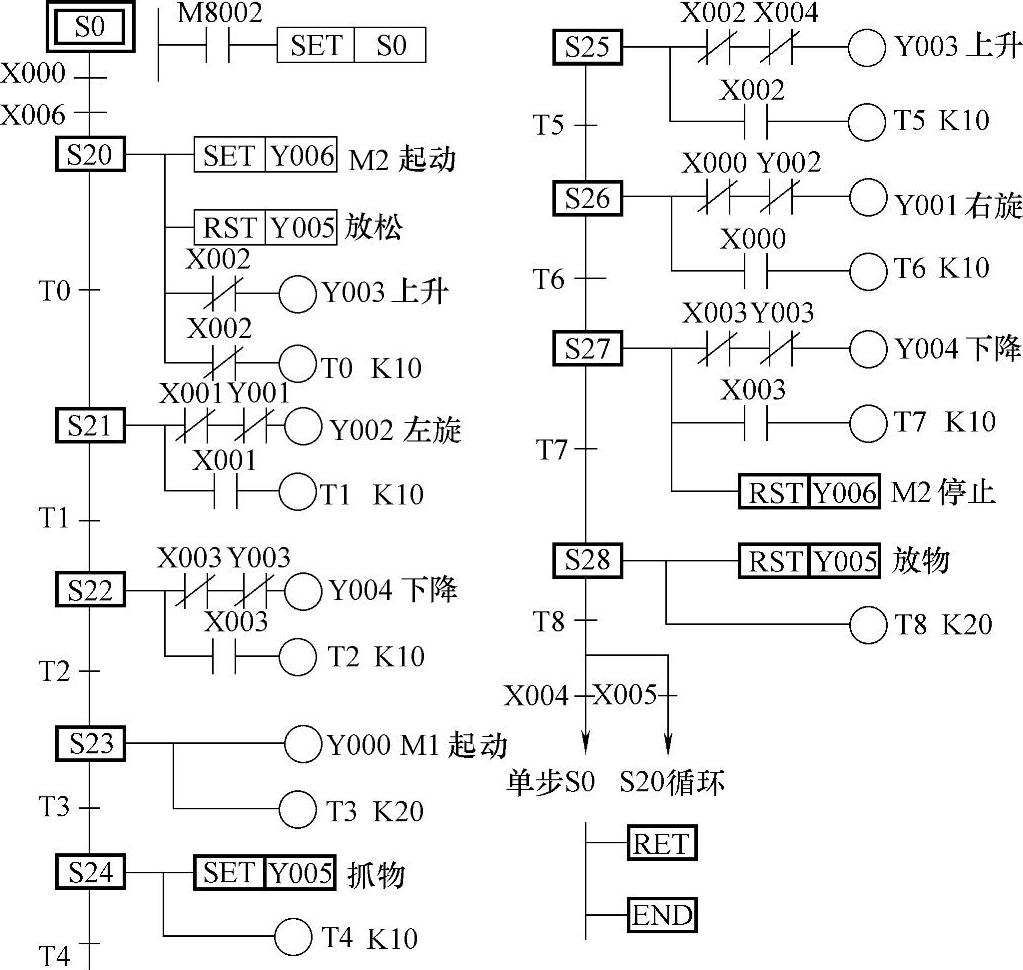
图5-54 气动机械手的PLC顺序功能图
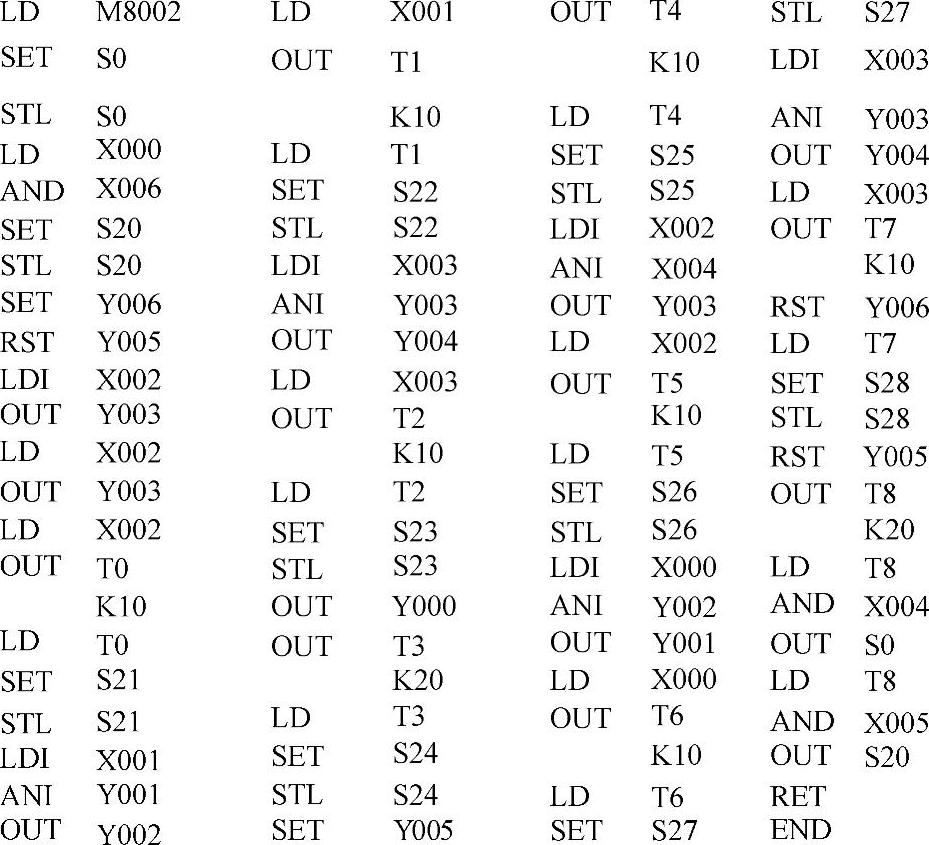
图5-55 气动机械手的PLC控制程序指令语句表
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。