



1.以转换为中心的单序列编程方法
图5-26给出了以转换为中心的编程方法的顺序功能图和梯形图的对应关系。实现图5-26中X002对应的转换需要同时满足两个条件,即该转换的前级步是活动步(M2=1)和转换条件满足(X002=1)。在梯形图中,可以用M2和X002的动合触点组成的串联电路来表示上述条件。该电路接通时,两个条件同时满足,此时应完成两个操作,即将该转换的后续步变为活动步(用SET M3指令将M3置位)和将该转换的前级步变为不活动步(用RST M2指令将M2复位)。这种编程方法与转换实现的基本原则之间有着严格的对应关系,用它编制复杂的顺序功能图的梯形图时,更能显示出它的优越性。
如图5-27所示,两条运输带顺序相连,为了避免运送的物料在2号运输带上堆积,按下起动按钮后,2号运输带开始运行,5s后1号运输带自动起动。停机的顺序与起动的顺序刚好相反,间隔仍然为5s。图5-27同时给出了控制系统的顺序功能图和梯形图。
在顺序功能图中,如果某一转换所有的前级步都是活动步并且相应的转换条件满足,则转换可实现。即所有由有向连线与相应转换符号相连的后续步都变为活动步,而所有由有向连线与相应转换符号相连的前级步都变为不活动步。在以转换为中心的编程方法中,用该转换所有前级步对应的辅助继电器的动合触点与转换对应的触点或电路串联,作为使所有后续步对应的辅助继电器置位(使用SET指令)和使所有前级步对应的辅助继电器复位(使用RST指令)的条件。在任何情况下,代表步的辅助继电器的控制电路都可以用这一原则来设计,每一个转换对应一个这样的控制置位和复位的电路块,有多少个转换就有多少个这样的电路块。这种设计方法特别有规律,在设计复杂的顺序功能图的梯形图时既容易掌握,又不容易出错。
使用这种编程方法时,不能将输出继电器的线圈与SET和RST指令并联,这是因为梯形图中前级步和转换条件对应的串联电路接通时间是相当短的(只有一个扫描周期),转换条件满足后前级步马上被复位,在下一扫描周期控制置位、复位的串联电路被段开,而输出继电器的线圈至少应该在某一步对应的全部时间内被接通。所以应根据顺序功能图,用代表步的辅助继电器的动合触点或它们的并联电路来驱动输出继电器的线圈。
2.以转换为中心的选择序列编程方法
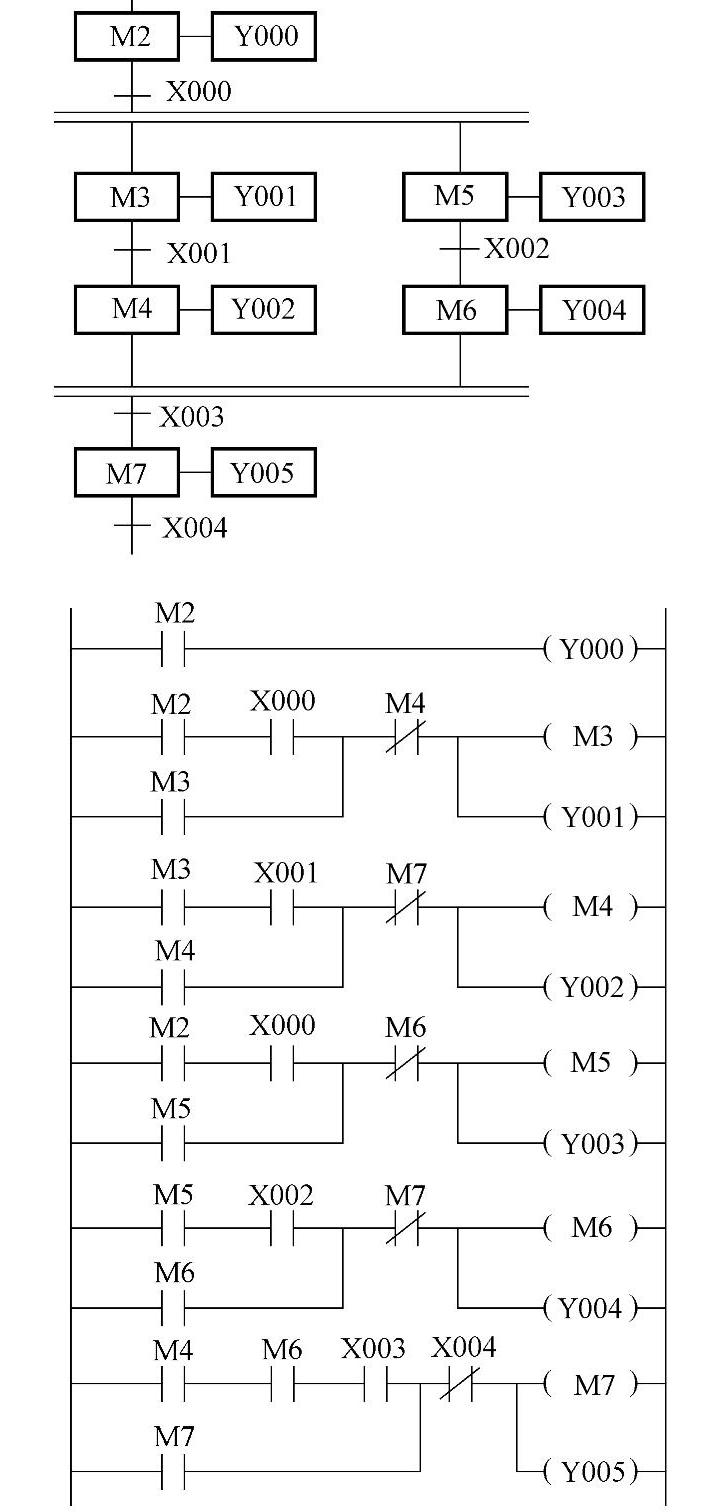
图5-25 并行序列功能图和梯形图
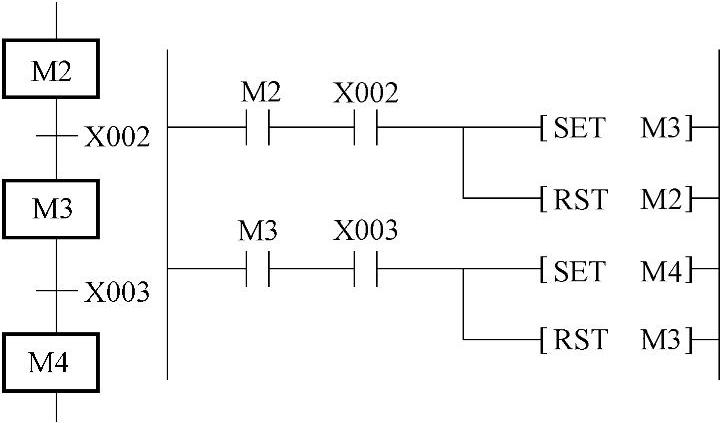
图5-26 以转换为中心的编程方式
如果某一转换与并行序列的分支、合并无关,那么它的前级步和后续步都只有一个,需要复位、置位的辅助继电器也只有一个,因此对选择序列的分支与合并的编程方法实际上与对单序列的编程方法完全相同。
图5-24是图5-23自动门控制系统顺序功能图的梯形图。每一个控制置位、复位的电路块都由前级步对应的辅助继电器的动合触点和转换条件对应的动合触点组成的串联电路、一条SET指令及一条RST指令组成。
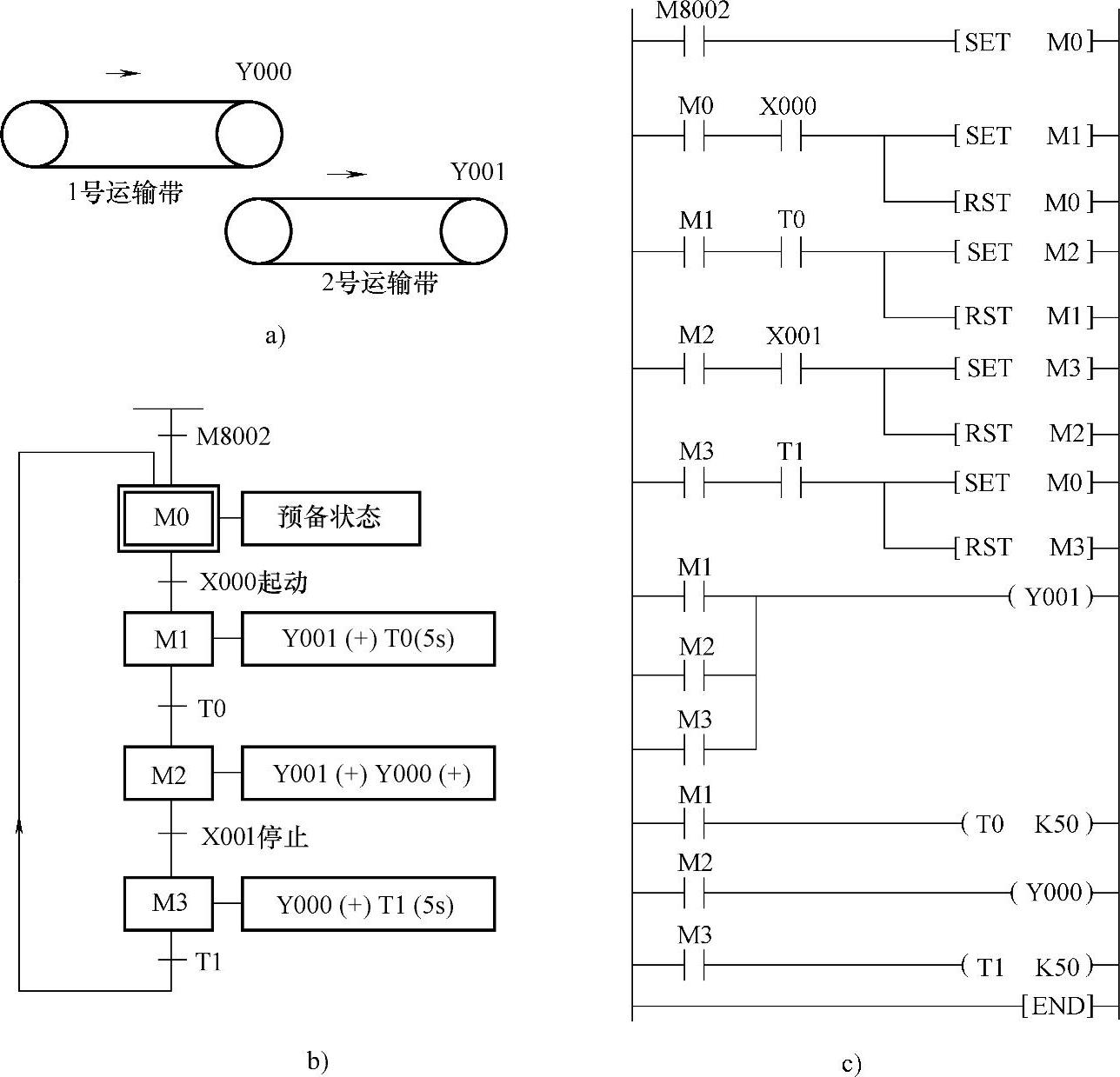
图5-27 传送带控制系统的顺序功能图和梯形图
3.并行序列的编程方法(https://www.xing528.com)
组合机床是针对特定工件和特定加工要求设计的自动化加工设备,通常由标准通用部件和专用部件组成,PLC是组合机床电气控制系统中的主要控制设备。
用于双面钻孔的组合机床在工件相对的两面钻孔,机床由动力滑台提供进给运动,刀具电动机固定在动力滑台上。工件装入夹具后,按下起动按钮X000,工件被夹紧,限位开关X001变为ON,并行序列中两个子序列的起始步M2和M6变为活动步,两侧的左、右动力滑台同时进行快速进给、工作进给和快速退回的加工循环,同时刀具电动机也起动工作。两侧的加工均完成后,系统进入步M10,工件被松开,限位开关X010变为ON,系统返回初始步M0,动力滑台返回原位,一次加工的工作循环结束。
在图5-28所示并行序列中的两个子序列分别用来表示左、右侧滑台的进给运动,两个子序列应同时开始工作并同时结束。实际上左、右滑台的工作是先后结束的,为了保证并行序列中的各子序列同时结束,在各子序列的末尾增设了一个等待步(即步M5和M9),它们没有什么操作。如果两个子序列分别进入了步M5和M9,则表示两侧滑台的快速退回均已结束(限位开关X004和X007均已动作),应转换到步M10,将工件松开。因此步M5和M9之后的转换条件为“=1”,表示应无条件转换。在梯形图中,该转换可等效为一根短接线,或理解为不需要转换条件。
图5-28中步M1之后有一个并行序列的分支,当M1是活动步,并且转换条件X001满足时,步M2与步M6应同时变为活动步,这是用M1和X001的动合触点组成的串联电路使M2和M6同时置位来实现的;与此同时,步M1应变为不活动步,这是用复位指令来实现的。
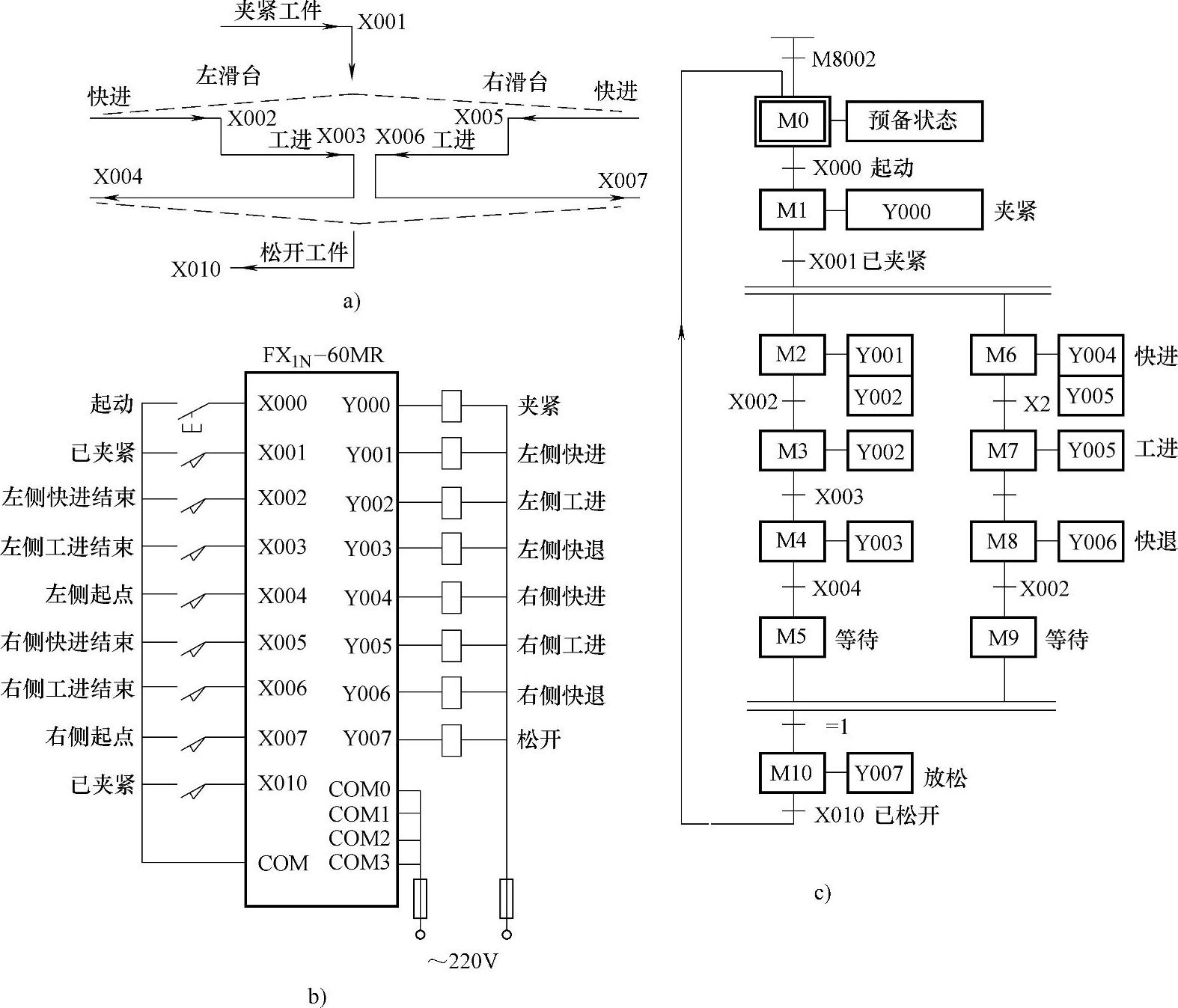
图5-28 并行序列的编程的双面钻孔组合机床工作示意图、控制系统的外部接线图和顺序功能图
a)双面钻孔组合机床工作示意图 b)双面钻孔组合机床控制系统外部接线图 c)组合机床控制系统的顺序功能图
步M10之前有一个并行序列的合并,该转换实现的条件是所有的前级步(即步M5和M9)都是活动步。因为转换条件是“=1”,即不需要转换条件,只需将M5和X009的动合触点串联,作为使M10置位和使M5、M9复位的条件,其梯形图如图5-29所示。
如图5-30所示,转换的上面是并行序列的合并,转换的下面是并行序列的分支,该转换实现的条件是所有的前级步(即步M3和M7)都是活动步和转换条件X011满足。由此可知,应将M3、M7、X011的动合触点的串并联电路作为使M4、M8置位和使M3、M7复位的条件。
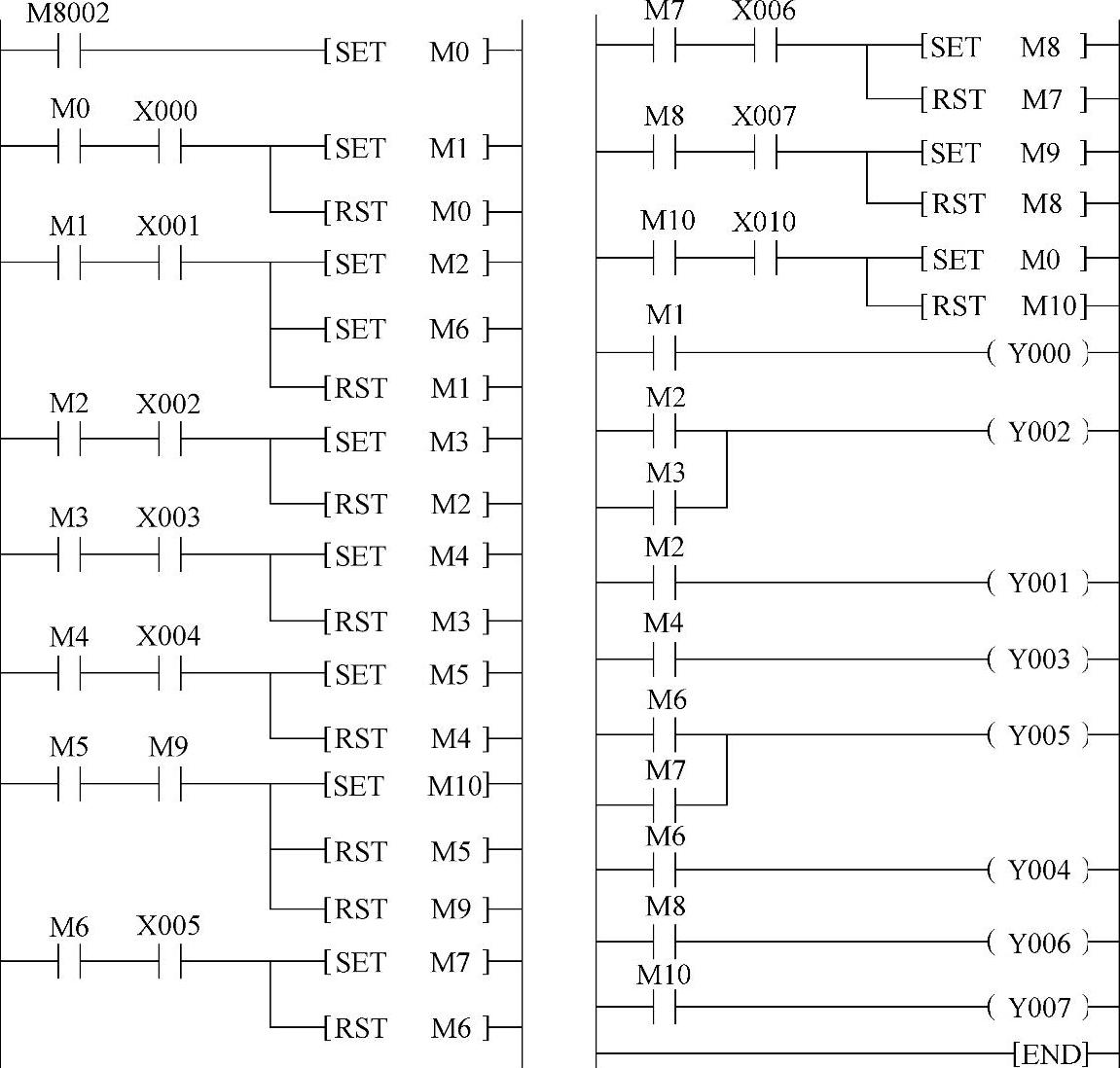
图5-29 并行序列的编程的组合机床控制系统的梯形图
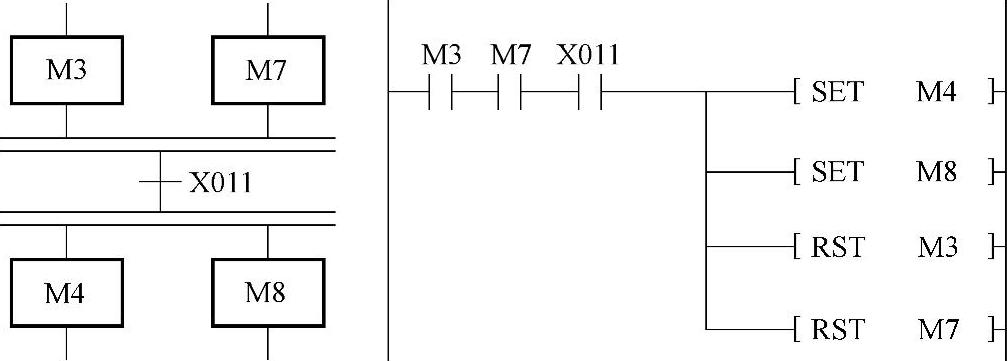
图5-30 转换同步实现的编程
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。