



数控液压板料折弯机主要由机身、滑块、补偿液压缸、后挡料、液压缸及液压系统、数控系统等部件构成,其结构如图7-61所示。
其中,机身是数控液压板料折弯机的一个最基本的部件,所有零件都装在它的上面,工作时要承受全部工作变形力。目前,数控液压板料折弯机的机身一般都采用钢板焊接结构,经振动时效处理后再进行机械加工。为了方便机身的机械加工和运输,对于公称力大于或等于6000 kN的数控液压板料折弯机的机身一般采用分体结构,经机械加工后再组装成整体。数控液压板料折弯机机身结构如图7-62所示。
前托料架采用钢板焊接结构,主要用来放置待折弯成形的板料或工件。托料架可以沿机身左右移动,并可上下调节。滑块采用整块钢板焊接而成,滑块上的左右导轨与机身上的左右导轨配合,同时与左右液压缸的活塞杆连接在一起。液压缸体固定在机身左右侧板上方的液压缸支承座上,通过液压驱动使活塞杆带动滑块沿机身的左右导轨上下运动。滑块的快下、慢下、保压、回程等动作通过伺服比例阀来实现。
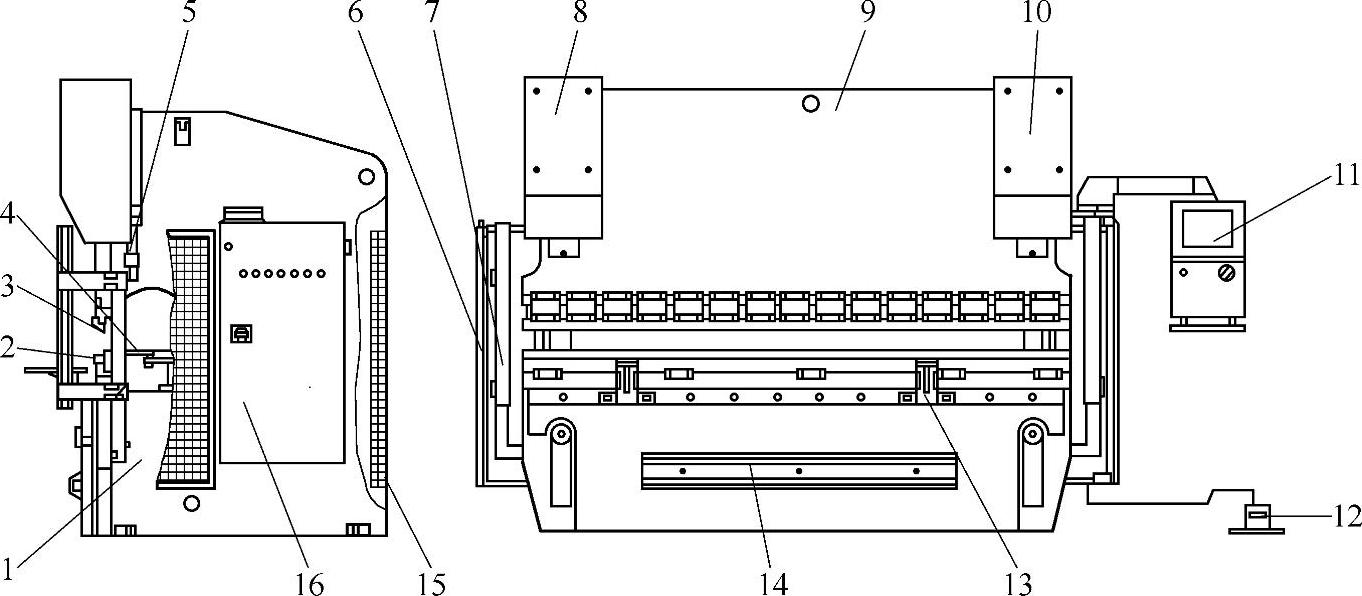
图7-61 数控液压板料折弯机
1—机身 2—下模 3—上模 4—后挡料 5—光栅尺 6—左右护栏 7—光幕 8—左液压缸 9—滑块 10—右液压缸 11—数控系统 12—脚踏开关 13—前托料架 14—补偿液压缸 15—后护栏 16—电器箱
为了保证工件折弯角度在全长上一致,该折弯机采用了“三板式”的工作台,即在机身工作台内部设有三个补偿液压缸(见图7-63),补偿液压缸的缸体放置在机床上横梁的前后侧板上,并使补偿液压缸的底部与工作台之间留有5~8mm的间隙。补偿液压缸的活塞杆靠近机床工作台腰形槽的上端。补偿液压缸的进油口与主油路相连接,补偿力的大小通过比例减压阀来调节,能自动产生成比例的反压来补偿工作台的挠度,有效地提高了折弯机的精度。
各生产厂的数控液压板料折弯机后挡料架结构形式各不相同,图7-64所示是目前普遍使用的数控液压板料折弯机中常见的折弯机x轴后挡料架的结构。
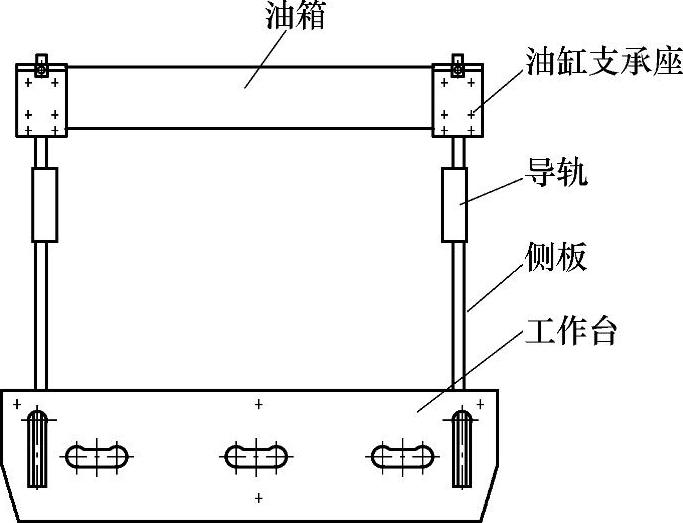
图7-62 数控液压板料折弯机机身结构示意图
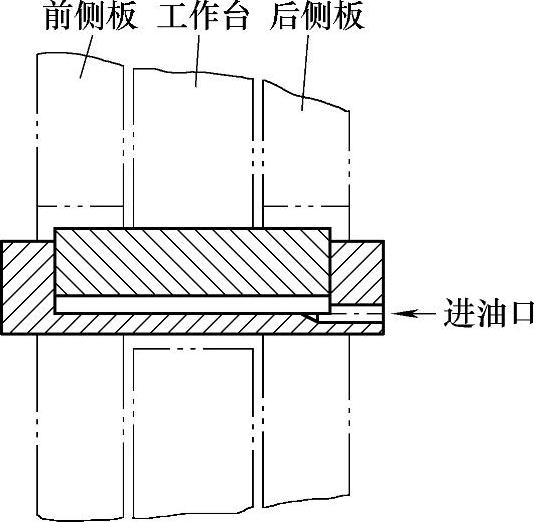
图7-63 补偿液压缸位置示意
后挡料架由左右导轨、横梁、调整块、支座、可调支座、座板、调整座、调整螺钉、后定位销、压簧、挡板座、挡板、前定位销、紧定手柄等零件组成。左右导轨分别安装在机床左右侧板的内侧。伺服电动机安装在右导轨座的前下方,横梁两端与左右导轨座上的连接块固定,通过同步带带动左右导轨座上的滚珠丝杠旋转,通过螺母座和直线导轨上的滑枕带动横梁沿x轴方向前后移动。x轴的动作控制是通过x轴的伺服电动机来实现的。
该后挡料架同时具有r1轴、r2轴、z1轴、z2轴的功能,r1轴、r2轴可通过手动调节可调支座的高度来实现。z1轴、z2轴通过沿直线导轨手动移动支座的位置来实现。(https://www.xing528.com)
图7-65所示为x轴、r轴后挡料架示意图。与图7-68不同的是该图中增加了r轴导轨座、r轴电动机和同步带。r轴伺服电动机、同步带带动安装在r轴左右导轨座上的滚珠丝杠旋转,螺母座和直线导轨带动横梁沿直线导轨上下移动。r轴的动作控制是通过r轴的伺服电动机来实现的。
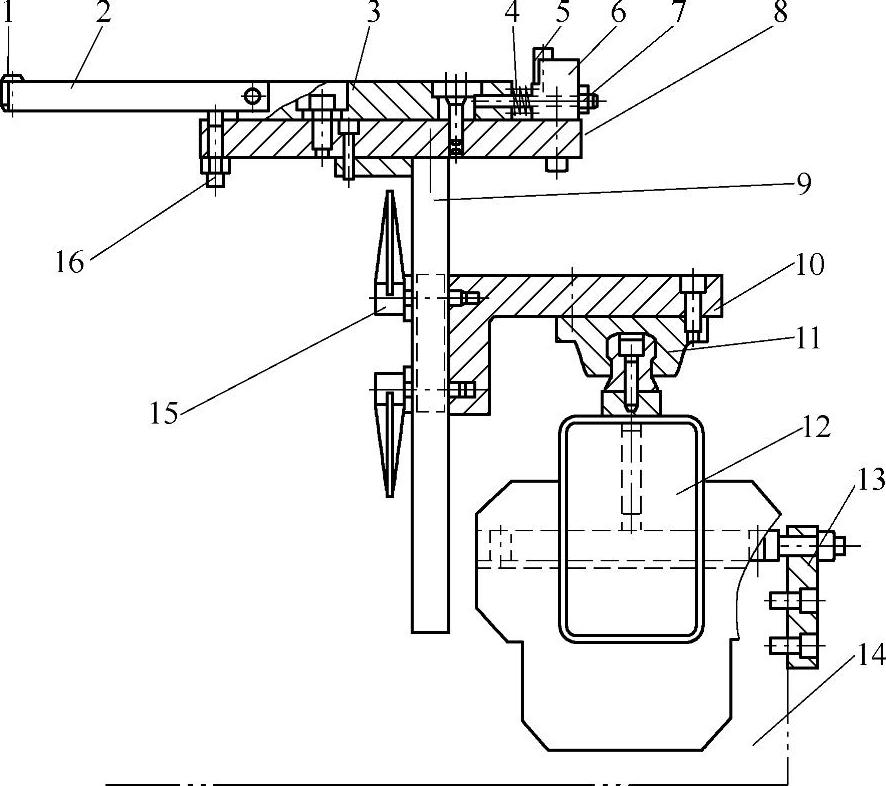
图7-64 折弯机x轴后挡料架示意图
1—前定位销 2—挡板 3—挡板座 4—压簧 5—后定位销 6—调整座 7、16—调整螺钉 8—座板 9—可调支座 10—支座 11—直线导轨 12—横梁 13—调整块 14—左(右)导轨 15—紧定手柄
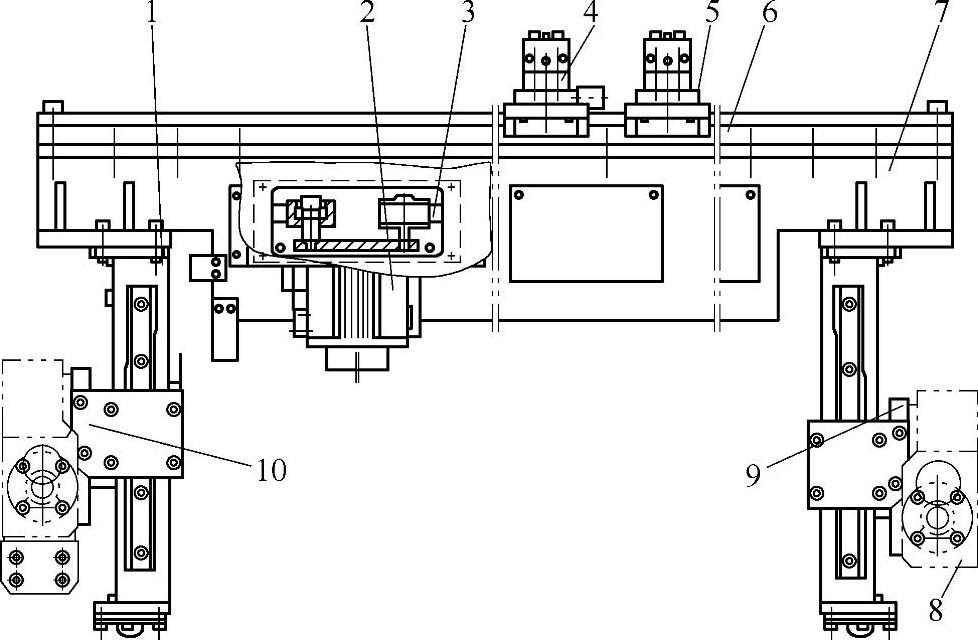
图7-65 x轴、r轴后挡料架示意图
1—r轴导轨座 2—r轴伺服电动机 3—同步带 4—挡板座 5—滑枕 6—直线导轨 7—横梁 8—左(右)导轨座 9—连接块 10—连接座
数控液压板料折弯机的液压系统一般都采用集成式液压控制油路以减少油路的安装,提高机床的工作稳定性。采用电液伺服同步控制系统,可以有效地提高两个液压缸的同步控制精度、折弯精度和滑块的重复定位精度。
数控系统是数控机床的核心,一般数控系统是根据机床的功能和性能要求来配置的。目前,国内数控液压板料折弯机的数控系统主要是选用荷兰Delem公司生产的数控系统,数控系统的规格型号有DA41、DA51、DA52(见图7-66a)、DA65W、DA66W(见图7-66b)和DA69W等。
DA60W系列数控系统是结合最新计算机发展技术和基于CAN(控制器局域网络)总线,具有模块化结构的折弯机数控系统,采用实时Windows CE操作系统。实时Windows CE操作系统与折弯机应用程序的核心捆绑,保证了在瞬间关机和频繁开关机的情况下系统能稳定地工作,适用于电液伺服折弯机的自动控制。系统各数控轴可柔性组合,内置PLC减少了外部电路设计,提高了机床整体的可靠性和稳定性。内置硬件诊断程序可用于机床的性能故障测试,系统在线帮助功能和用户可编程的警告系统可减少用户的学习和操作时间,同时配置外置手轮可实时移轴和定位。系统配置的RS232全工接口和网络接口为工厂组网或离线编程提供了方便。
DA60W系列数控系统具有的上述优势,使之目前已成为数控折弯机数控系统的主流配置。
图7-66 荷兰Delem公司的数控系统
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。