



与数控转塔冲床的编程加工一样,数控激光切割机的程序一般也是采用自动编程的方法进行,即应用专业的计算机辅助设计/制造(CAD/CAM)软件来进行。程序编制人员通过应用该类计算机辅助数控编程软件可以在个人电脑上进行数控程序的离线编制。这类自动编程具有以下优点:
①不占用数控机床的工作时间。
②可以直接从计算机辅助设计系统(CAD)中导入一个或多个复杂零件的图形,节约了绘制零件图形的时间。
③离线编程软件操作方便,编程自动化程度高,效率高。
④一般激光切割的零件需要进行排样优化,在机床控制器上无法实现。
⑤通常离线编程系统带有多台机床的后置处理器,方便在不同机床之间转换程序。
1.数控切割编程的一般流程
目前市场上已有很多用于数控激光切割编程的商品化软件,如英国Planit集团下的Radan CAD/CAM软件、英国JETCAM公司的JETCAM软件、以色列的CNCKad软件、美国Geometric公司的ProCAM软件以及一些原先专用于火焰切割、等离子切割应用的软件,如意大利的SICAM、美国SigmaTek公司的CAD/CAM软件、澳大利亚的FastCAM软件等,其中以英国Radan CAD/CAM软件应用最为广泛。这些软件虽然各具特色,但在数控切割编程操作上有一定的共性。
图7-54所示为Radan CAD/CAM软件进行数控切割编程的应用流程。
(1)零件图形的设计 零件图形的设计有两种方法,一是利用Radan CAD/CAM软件本身提供的制图工具来完成(相对于AutoCAD等常用制图软件,Radan CAD/CAM软件不仅提供了基本的钣金零件画图工具,如各种点、线、弧的画法,还包括了丰富的常用形状选择,如带角矩形、三角形、锁孔等,并且提供了方便的图形镜像变换等功能),二是利用编程软件提供的与其他CAD软件的通用接口,将在其他CAD软件所生成的零件图形文件(这些文件可以采用DWG或DXF的文件格式)导入到Radan系统中,导入方法与数控转塔冲床基本相同。
(2)加工信息设置 进行零件编程之前还需要设置一些必要的加工信息,如材料的材质及其规格、参与一次加工的零件及其数量、零件图形的排样要求等。一般来说,在进行编程之前需要接收来自生产计划和来自产品设计两方面的信息。
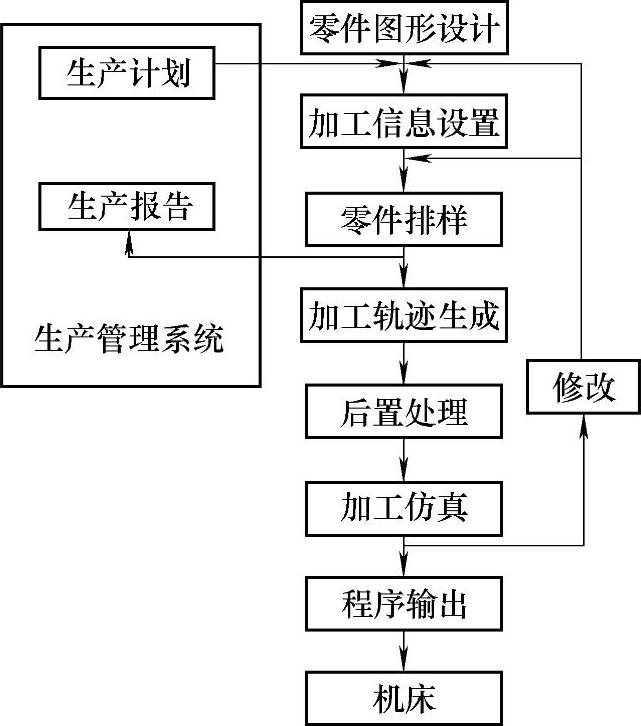
图7-54 Radan CAD/CAM软件进行 数控切割编程的应用流程
(3)零件的排样 零件的排样是系统应用的一个计算核心,是指在确定的板材上规划零件的分布。在这里,排样的应用是一个二维排样优化问题。一般来说,衡量软件的排样性能好坏主要有三个方面:
1)材料的利用率。材料的利用率高就是在确定的板材上排入更多的零件,使得余料或废料最小。
2)排样的速度。排样计算是一个复杂的数学规划问题。好的软件往往排样速度快且材料利用率高。
3)排样的可操作性。排样的可操作性是指排样操作是否方便人工干预。一般采用计算机自动排样总会遇到排样不理想的情况,这是因为某些零件的图形变化较大和有零件数量的约束,导致一些算法不能考虑周全。采用人机交互的后置处理方式可以很好地解决这个问题,如多次嵌套排样以及手工拖拽排样等,这也可以节约获得一个理想排样方案的时间。
(4)加工轨迹生成 零件排样完成后,即可生成加工的轨迹。
(5)后置处理 零件排样完成后,生成的加工轨迹程序还需要经过后置处理的翻译才能转换为指定机床的数控程序。一般机床不同,其程序代码的定义和机床的配置参数也不同,因此要想获得机床可识别的加工程序必须经过一个后置处理器进行翻译。通常这个后置处理器在CAD/CAM软件安装时已由软件供应商调试好,在正常使用中不需要再进行调试。
(6)加工仿真 加工路径的仿真是根据加工程序,以图形方式直观模拟切割的过程。操作者在这个阶段可以观察切割的切入方式、加工次序及加工轨迹,检查是否存在错误和不理想的切割路径。如果需要调整,可以重新设置加工的参数或重新排样。从图7-54中可以看出,数控激光切割编程是一个反复修改的过程。
(7)程序输出 当数控加工程序完成后,便可将文件传送至数控激光切割机。
2.Radan CAD/CAM软件自动编程的操作要点
尽管不同的数控激光切割软件在操作方法上略有差异,但应用思路却基本上是相同的。以下以Radan CAD/CAM软件为例,以自动编程加工的先后步骤介绍其操作要点。
(1)零件预处理 从外部导入一个零件的图形(这个零件的设计可能是在其他软件如AutoCAD中完成的),导入方法与数控转塔冲床自动编程软件的导入相同。
由于该类图形文件往往带有很多不需要的图素,如尺寸标注和标注线,故在Radan CAD/CAM软件中需要通过“图形选择设置”以及“删除”按钮来清理图形中的文字、尺寸线以及图框线。有些CAM软件带有自动删除的功能,可以更加方便零件图形的读取,但这种自动处理也会带来一些问题,比如图形在绘制时可能存在断点、交叉或分离状态。
事实上,任何文件在导入时都有可能产生一定的错误。为了解决这个问题,Radan CAD/CAM软件中提供了相应的几何体自动检测的功能,如检测图形轮廓是否存在小间隙或重叠线等。采用鼠标单击“检查几何体”的功能按钮,如果零件图形的轮廓不封闭或有其他缺陷,系统会出现相应的提示信息,并在图形相应位置标注一个小的交叉符号,如图7-55所示。如果图形存在重叠线,可以使用删除命令来去除;如果存在断点,可以进行断点的合并。在所有操作完成后,还需再次进行几何体检测,以确保图形的正确性。
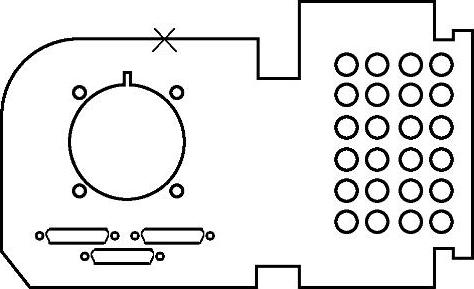
图7-55 图形错误标注
(2)零件加工的微连接 与数控转塔冲床加工一样,微连接的用途是在切割的过程中使零件与板材不分离,并保证激光头在快速移动时的安全。微连接一般设置在零件图形的拐角处,或零件较长边界的中点。
在Radan CAD/CAM软件的微连接设置上可以选择“拐角微连接”,或沿着零件的边线设置微连接,如图7-56所示。操作时注意以下几点:(https://www.xing528.com)
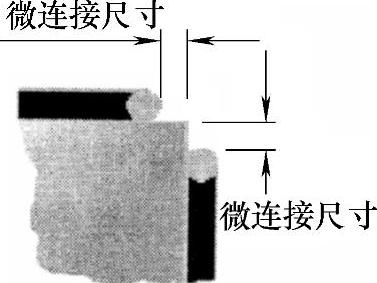
图7-56 拐角微连接设置
1)微连接尺寸(Tag Size)是指从拐角开始留下的未加工边线的长度(见图7-56),一般同一零件设置的尺寸是相同的。微连接的尺寸设置可能根据每条边的长度不同而不同,或使用不同的切割刀具。一般而言,微连接的长度设置为被加工材料厚度的10%~20%。若微连接数值设置为0,则关闭微连接。
2)微连接相关的最小边长是指用于确定需要添加微连接的零件最小边线的长度。一个拐角由两条直线构成,只有当两条直线的长度等于或大于最小边线的长度时,微连接才被设置在拐角上。但这并不能保证软件一定会在这个拐角设置微连接,还要考虑到操作者设置的最大的微连接数目等其他因素。
3)微连接的密度(Tag Density)选项是用来控制一个零件上的微连接数目,数目越大,则会有越多的微连接放到零件上。当处理一个零件时,也可以通过软件对微连接设置的最少和最大数目进行自动微连接操作。
软件也允许在零件的边界线上设置沿边微连接(Tag Along Edges),一般需要设置的参数有:
1)微连接尺寸,这是指切割的板材宽度。
2)微连接的最小边长(Min Edge Length to Tag)选项和拐角微连接相似。
3)微连接间隔(Nominal Tag Interval)是指沿着零件边线布置的微连接之间的间距。
软件会根据设置的参数将微连接均匀布置到零件的边线上,此数据只是作为设计的参考。
(3)切割零件 在处理好一个导入的零件图形后,就可以开始加工该零件。Radan CAD/CAM软件切割零件的操作步骤为:
1)进入切割环境。一般CAD/CAM软件在完成零件图形设计后,需要鼠标点击加工的按钮才能进入加工编程的状态。
2)选择加工的机床。所使用的编程辅助系统可能是为多台机床服务,Radan CAD/CAM软件在进行最后数控代码的编译时需要根据每台机床的具体配置来进行处理,即采用后置处理器来进行面向机床的程序翻译。机床的设置也可以在加工轨迹生成后再进行,或在轨迹生成后改变所服务的机床。
图7-57所示的是Radan CAD/CAM软件中已备好的数控机床列表,在这个列表中可以选择所服务的机床,如Ama-da机床。
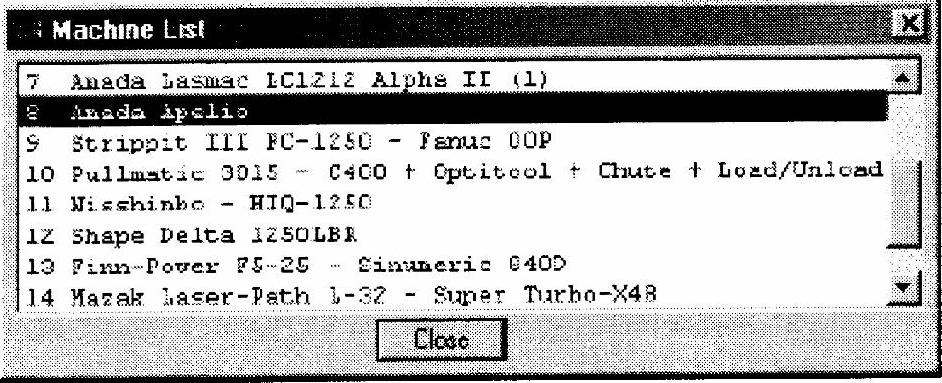
图7-57 数控机床列表
3)编辑刀具文件。在切割加工时可以设置不同的切割条件,软件通过采用不同的切割刀具来对应这些切割条件。在Radan CAD/CAM软件中,这些刀具可以设置不同的标记符,即刀具号。在刀具数据库中包含了设想的刀具和对应切割条件的参照信息,如图7-58所示刀具列表中的TN901,对应切割条件1,同时包括切割刀具的尺寸。在这个软件中,切割条件是指根据切割零件轮廓尺寸的大小、所采用的切割功率、切割速度以及穿刺孔等的切割策略,比如是否进行雕刻加工等。刀具是用来对不同切割条件进行的虚拟标识和编号。一般对于某种机床,这个刀具库的设置只需要进行一次。
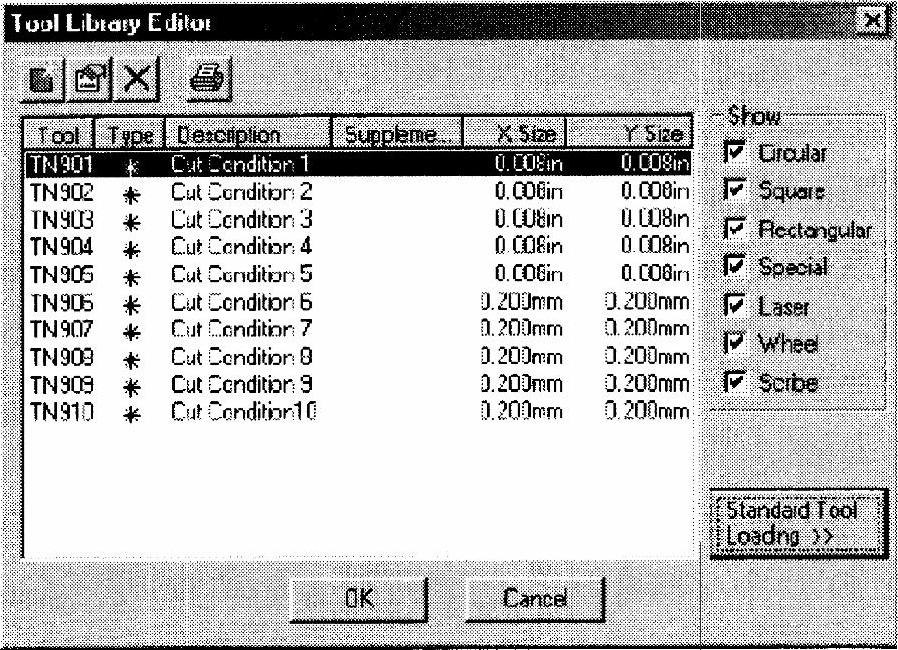
图7-58 刀具数据库
4)加工轨迹生成。如果还没有设置被加工板材的材料,可以用鼠标单击“改变材料”(Change Material)按钮并且选择所需的材料和材料的厚度,采取自动的方式加工零件,这时的加工结果依赖于已设置的刀具和自动加工的配置方式。
在Radan CAD/CAM软件中配置了一个制造参数数据库,操作者可以保存当前的切割条件、零件材料等信息到这个数据库中,以便下次使用时自动调用相关的信息。
当加工多个零件或加工一个排样好的任务时,在Radan CAD/CAM软件中还可以进行加工的排序优化,进行轨迹走向、方向的策略调整。软件允许操作者将一些加工的零件分成组,并作为一个子程序进行反复调用。
5)后置处理。后置处理是为了将软件生成的切割轨迹翻译成指定机床可以识别的数控程序,在软件操作上只要单击“编译”按钮,并回答一些必要的问题如程序号等,即可完成后置处理的工作。
6)程序验证。规范的操作过程是在后置处理之后进行程序的验证。程序验证是一种将切割轨迹按照切割的顺序进行播放的过程,在这个过程中操作者可以观察切割的路径、切割的顺序、切入引导以及切出引导等加工的一些动态信息,如果发现程序存在问题可以及时返回进行修改,以免造成不必要的损失。
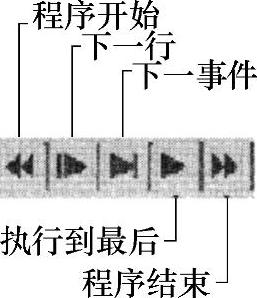
图7-59 程序验证过程控制按钮
图7-59所示是Radan CAD/CAM软件提供的程序验证过程控制按钮。可以单步执行程序,也可以自动执行程序到结束。除此之外,软件还可以显示切割的路径以及在切割路径上用箭头符号表示切割的方向。
(4)智能排序图 一般来说,零件的切割轨迹是按照常规方式进行设置的,尽管一些机床可以接受这种方式,但零件中的孔可能会在加工后发生翘起的现象,例如第一个孔加工完成后,激光头需要移动到第二个孔的穿刺点进行加工,这时如果已加工完毕的第一个孔的切割废料向第二个孔的切割起始点倾斜,极有可能与激光头发生碰撞。
解决的方法是采用软件中智能排序的功能。在Radan CAD/CAM软件的“自动加工”对话框中点击“高级”功能按钮,在“智能排序”框中选择“孔”进行处理,这时软件会根据零件上孔的距离确定是否需要将切割引导线的方向调整到距离下一个切割孔最近的方向,从而在第一个孔加工完毕后,即使废料向上翘起也不会影响激光头向第二个孔的移动。智能排序还包括对零件拐角进行自动倒角的处理等功能。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。