



由于手工编程一方面将占用机床的加工时间,导致机床的利用率降低,另一方面,手工计算又将花费操作者的大量时间,且随着加工零件复杂程度的提高,数控编程人员的手工编程和计算的工作也变得复杂,所以在数控转塔冲床的应用中,普遍采用离线的CAD/CAM软件进行编程,即采用自动编程。
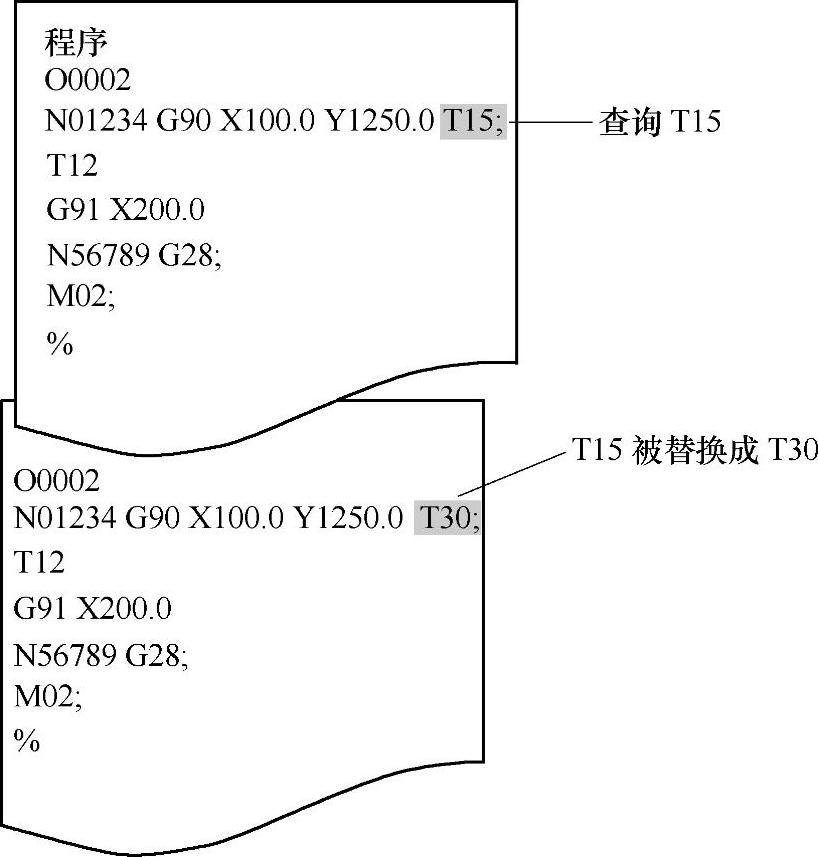
图7-23 查询和替换操作
1.自动编程软件
自动编程主要是依靠自动编程软件来完成。目前,国内比较流行的CAD/CAM软件主要有美国的ProCAM软件、英国的Radan CAD/CAM软件、以色列的CNCKad软件等,其中只有英国的Radan软件可以进行钣金零件的三维参数化设计以及折弯工序的模拟。
(1)ProCAM软件ProCAM软件是美国TekSoft公司自1981年开发的CAD/CAM集成软件。该公司起先是为国际著名数控钣金设备制造厂家日本AMADA公司开发配套于AMADA数控钣金加工机床用软件(即PunchⅠ/PunchⅢ),经过几十年的逐步发展及不断完善,现已作为通用的CAD/CAM软件,成为适用于数控冲压加工、等离子/激光切割、数控铣削加工、车削加工、EDM加工等众多加工方式的完全集成化数控自动编程软件。ProCAM软件自20世纪90年代末引入中国市场,由于其具有易学易用、功能强大、高效快捷的特点,因此在钣金制造业被普遍地接受。
ProCAM软件在钣金方面应用的主要模块有:
1)ProCAM 2D CAD,这是系统的基础模块,主要实现图形的设计和编辑处理。
2)ProCAM Punch,这是用于数控转塔冲床编程的CAM模块。
3)ProCAM Laser/Plasma,这是用于数控激光加工、切割加工编程的CAM模块。
(2)Radan CAD/CAM软件Radan CAD/CAM软件是英国RADAN公司开发研制的专业化钣金设计加工一体化软件,其用户遍布全球,支持国际上1500多种钣金数控机床。其强大而专业的功能在近30年的发展中已在工业领域里得到了充分验证。Radan CAD/CAM软件质量标准全面符合ISO9001标准,是全球公认最优秀的钣金集成软件。
Radan CAD/CAM软件起源于英国Bath大学的钣金研究所,目前该研究所已成为国际Planit集团旗下的子公司。Radan CAD/CAM软件与国际上其他流行钣金软件的不同之处在于其具有高度的集成性和广阔的覆盖面。Radan CAD/CAM软件的主要特点表现在:
1)具有强大的设计参数化造型功能,独特的钣金件二维、三维关联技术。
2)专业化的钣金件设计工艺性检查能力。
3)成熟的二维、三维数据接口。
4)专业的钣金件自动展开及折弯工艺设计。
5)优秀的真实零件形状排样工具,包括多零件按照数量比例的排样以及排样BOM的输出。
6)完善的加工手段,支持数控冲压、激光、等离子、火焰等多种加工方式,以及钣金三维折弯加工编程和模拟。
7)功能强大的宏指令和丰富的后置处理。
8)集车间管理、MRPⅡ的应用策略和为钣金制造企业提供钣金制造一体化解决方案的能力。
9)支持数控加工的成本估算。
10)完全集成的数控编程与机床通信系统,且支持数控加工编程数据的管理。
Radan CAD/CAM软件的应用几乎贯穿了从钣金设计到加工编程、市场报价到生产管理的所有环节,解决了制造企业在钣金件设计、加工及管理中的系列问题。由于Ra-dan CAD/CAM软件具有全面和高效特点,得到很多企业的应用。
2.数控冲压编程的操作流程
尽管不同的编程软件,其编程操作会有所不同,但大体操作流程都是:在CAD系统中打开一个零件的图形,并进行必要的编辑;进入CAM系统,并选择相应的加工机床;设置板材、夹钳等必要信息;定义模具;生成一个零件的加工轨迹;排样;重复定位/轨迹的优化及模拟检查;进行后置处理,生成相应的NC程序。图7-24所示为数控冲压编程的操作流程。
(1)导入零件图形 通常被加工零件可能是由其他CAD软件所设计,对冲压加工编程软件来说应具备图形导入的接口,通用的图形转换接口有DXF、DWG格式。
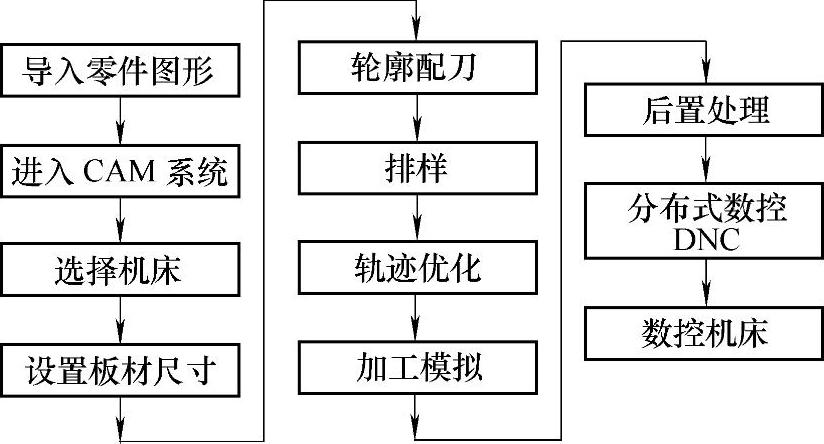
图7-24 数控冲压编程的操作流程
(2)选择机床 图形导入完成后,便可进入CAM模块。进入后,首先必须选择机床,这是因为不同的机床规格和配置存有差异,如机床原点、工作台行程、转塔工位、夹钳设置等,这些参数和配置将影响数控程序输出的坐标值以及加工过程中的设置和约束。
(3)设置板材尺寸 在开始进行编程时需确定加工板材的毛坯,包括长、宽尺寸以及厚度。
(4)轮廓配刀 一些冲压软件在编程时,首先要为一个零件的加工轮廓进行配刀。这通常是针对加工零件为一个类型的情况。
配刀是指根据被加工零件的轮廓或边界的形状以及加工要求,在转塔上选择合适的模具进行冲切。例如,对于水平直线边界,模具必须有水平直线的边与其对应。在转塔上可能还配置一些旋转模具,这些模具可以在数控下转动一定的角度,以便适应具有斜度的零件边界或曲线边界。图7-25所示是转塔或转盘上一个工位的模具安装示意图,其中图7-25a所示为工位座的安装键位置,可以有0°或90°;图7-25b所示为冲头/模具的安装键示意图。图7-25所示的冲头/模具,用其0°和45°键与工位键配合,即可组合成4种冲头/模具的安装角度形式,或可以和零件边界的4种角度进行配刀。
图7-26a、b所示是分别将冲头/模具上的0°键与工位座上的0°键和90°键配合,冲压带有水平边界和垂直边界的零件。如果将冲头/模具上的45°键与工位座上的两个键配合进行安装,则可产生两种冲压45°斜边的冲头/模具安装形式(见图7-26c、d)。
(5)排样 配完刀以后系统再根据板材毛坯大小进行排样,注意这时的排样是带有模具加工轨迹的排样。当需要在同一张板材上加工的零件不是一种时,这就需要在配刀之前进行零件的排样,但排样时必须考虑零件的搭边宽度,或者是模具的加工条件。
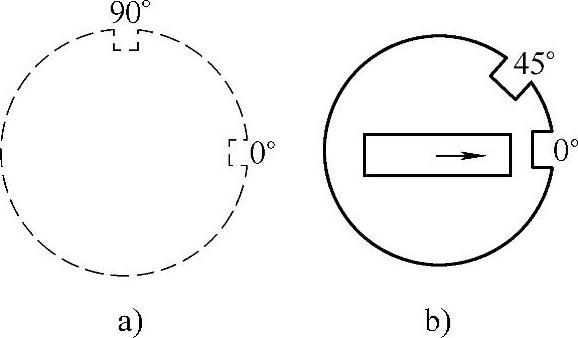
图7-25 模具的安装位置
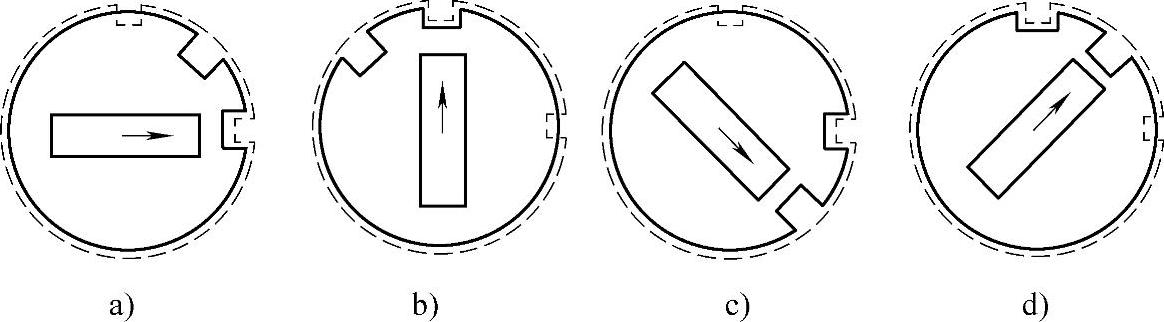
图7-26 冲头/模具安装角度的组合
(6)轨迹优化 在零件加工轮廓配刀以及零件排样之后,通常冲切加工的刀具轨迹需要进行一些优化。加工轨迹优化的目的主要是使得在加工过程中工作台的行程最短以及模具的更换次数最少。这些工作是由CAD/CAM软件来完成的,其目的是提高加工的效率。
(7)加工模拟 加工模拟在数控冲压编程中是对加工轨迹的回放,在一些实体造型的软件(如Radan CAD/CAM软件)中,这种模拟显得更为直观。在加工模拟过程中,编程者可以检查加工的次序,加工轨迹是否与夹钳等产生干涉,以及是否存在漏加工的孔等。传统的CAD/CAM软件中,这种加工模拟应当是对加工代码的正确性进行检验,即加工模拟应当在后置处理之后进行。现代应用中,习惯将加工模拟放在后置处理之前,这主要是为了检查所给各种参数的正确性。
(8)后置处理 后置处理通常是由一个专门的模块来进行,这个模块称之为后置处理器。现代数控加工机床的加工代码存在可自定义的部分,不同的机床可能在规格和配置上存在差异,而CAD/CAM软件所产生的加工程序只是确定了模具和加工的路径。如果这些程序可以被某种型号的机床所识别,就需要有一个模块对这些程序进行翻译。这个翻译的处理系统通常称为后处理器,不同机床有不同的后处理器。如果一个企业有多台不同型号的数控加工机床,则在其编程软件上必须配置相应的后处理器。
经过后处理器编译过的加工程序通常称之为机床可识别的G代码,这些代码将按照机床控制器要求的格式进行书写。最后形成的G代码可以通过机床通信模块DNC传入机床的控制器,并可在机床控制器中执行。
(9)DNC DNC是英文Direct Numerical Control的缩写,即直接数控;或英文Distrib-uted Numerical Control的缩写,即分布式数控。两者都是通过将一台计算机与多台数控机床的控制器相连接,并在一定的传输协议下进行数据的传输。因此,这两种解释基本上具有相同的含义,前者强调计算机直接进行数控的加工,而后者反映计算机对不同机床加工程序的派发与控制。
3.ProCAM软件数控冲压编程的操作
目前,大多数的数控转塔冲床配备的自动编程软件都为ProCAM,以下以ProCAM数控冲压编程软件为例,介绍其编程操作。
(1)应用界面ProCAM系统的加工编程界面,除冲加工功能(Punch)外,常用功能菜单(Utility)及捕捉菜单(Snap)与CAD应用界面是一致的。ProCAM软件的特点是将传统下拉菜单变换为形象化的图标来表示,从而使得掌握不同国家语言的编程人员同样理解系统菜单的含义。
(2)加工编程的操作步骤ProCAM软件加工编程的主要应用步骤如下:
1)在CAD系统中完成零件图形的设计。一般有两个实现途径:一是可以直接在ProCAM软件的CAD模块中画出零件的图形,二是可以通过DWG、DXF、IGES、CDL的格式从其他CAD系统中导入零件的图形。
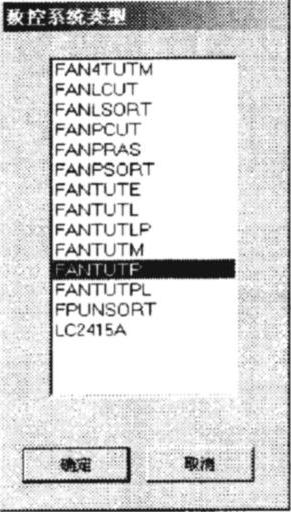
图7-27 选择机床名称
应该注意的是:在其他CAD系统中使用的单位为毫米,在ProCAM软件中设定的单位也为毫米;实行1∶1的绘图原则;只需绘出加工零件的轮廓形状,包括内孔,不用绘制中心线和进行尺寸标注,因为这些图素对冲压加工编程没有意义;要保持一个零件图形的完整性,不要有重复线段、交叉连接和图形断点。
2)进入CAM模块,并选择机床名称,如图7-27所示。
3)设置板材、夹钳等信息。在加工编程之前必须设定一些重要的加工信息,如板材(加工毛坯)和机床的夹钳。在ProCAM软件中可以通过CAM菜单上的加工信息设置(Setup Information)菜单项来完成。
图7-28所示的对话框中的设置信息(Setup Information)主要用于:
①提供生成NC程序的信息。对话框中的参数是根据机床而定的,不同的控制系统可能有不同的显示参数,如果机床有规定,则在这里设定的参数值将输出到NC代码中。
②提供板材装夹(Setup Sheet)的信息。当生成一个NC程序时,将同时创建一个文件,该文件是企业生产中需要的管理和装夹信息,包括对话框中的所有参数。
③显示板材的尺寸及夹钳位置。
在ProCAM加工编程界面中实线的矩形表示板材,板材是冲压加工中的零件毛坯。在系统练习用的FANTUTP后置中,默认的板材尺寸是1270mm×1000mm。操作者也可以在设置信息(Setup Information)对话框中根据自己实际使用的板材规格来修改设置的板材尺寸。外层虚线的矩形表示机床加工范围,FANTUTP后置中默认的加工范围是1270mm×1000mm。
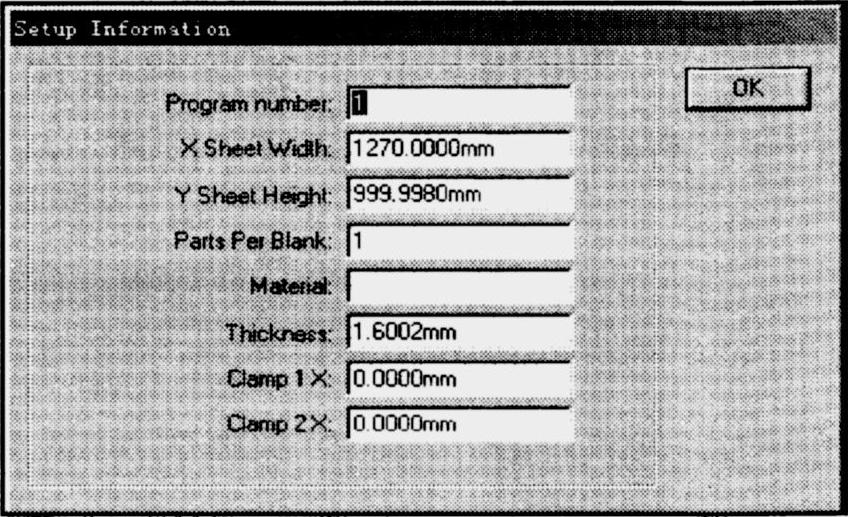
图7-28 设置板材及夹钳信息
4)定义模具。冲压加工一个零件,机床的转塔中必须装有相应的模具。传统习惯中模具包括上模和下模,数控转塔冲床也是这样表述的,但按照英文文字定义,上模是指凸模或冲头(Punch),下模是指凹模或模具(Die)。
在冲压加工编程软件中,模具库包括两种:一种是在线的模具库,这里就是指机床上的转塔或转盘;另一种模具库是离线的,这种模具库在数量上不受机床转塔模具工位数量的限制。在进行零件轮廓加工配模时,可以允许自动配模在转塔模具不合适的情况下考虑在离线模具库中选择,从而增加模具适配的优化程度。转塔模具的配置可以按照下面的方法进行:
①可以在转塔中直接定义加工所需的模具。
②对一个特定的机床,可以事先设置好一个常用的转塔模具配置,并保存此标准转塔文件,这样,在以后的工作中就可以直接打开这个文件,而无需重新定义。
③可以在模具库文件中定义上模和下模的库存清单。当在模具库中完成这些模具定义后,可以手工将模具装入转塔模具中,也可以使用系统的自动搜索库功能自动地将模具从离线模具库中装入在线的转塔模具库中。
图7-29所示为模具库设置对话框。这个对话框反映了机床转塔的模具配置,其中的模具库(Library)按钮是指离线的模具库。
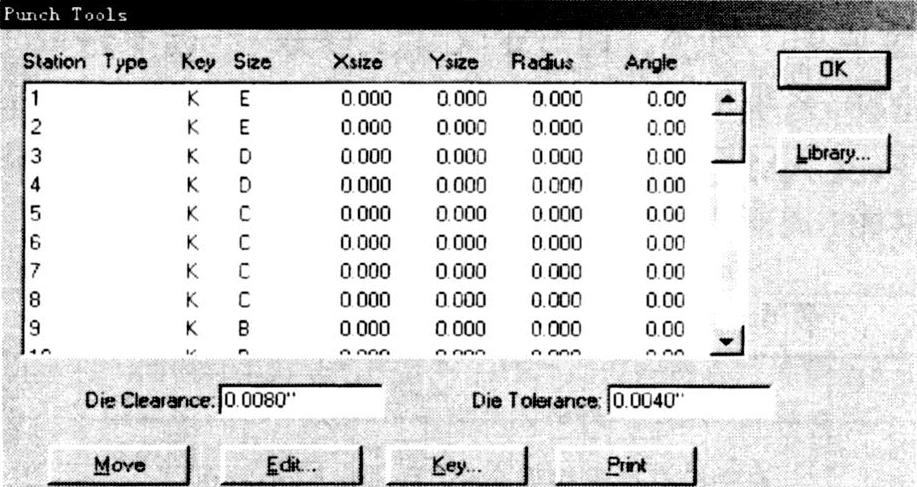
图7-29 模具库设置对话框
图7-30所示为系统支持的常规模具类型,这个图中每个图形表示的参数都与转塔上模具库的参数相互对应,比如圆形,其X尺寸表示的是圆形模具的直径。此外,这个系统也允许定义自己特殊的模具类型,在数控冲压编程中称之为特殊模。
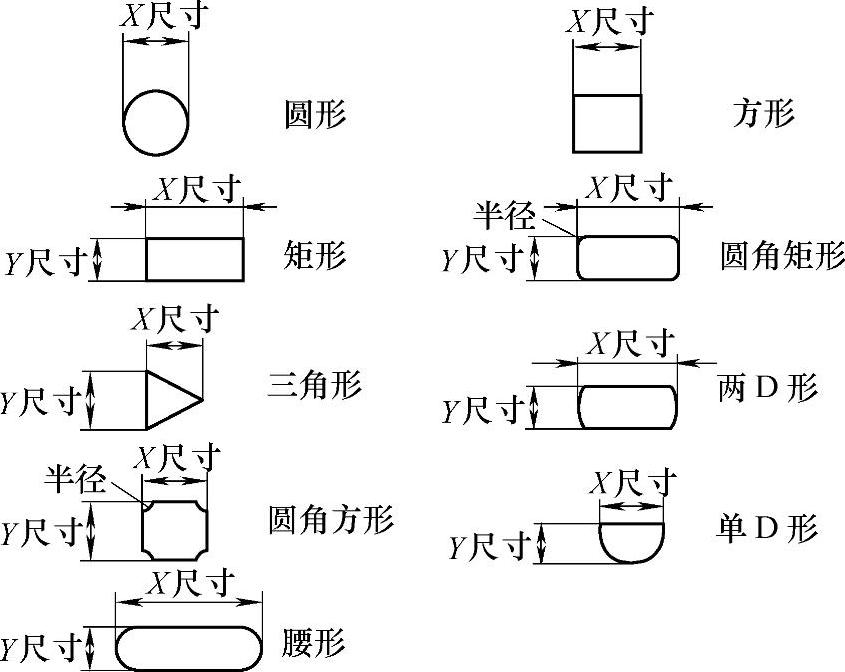
图7-30 常规模具类型
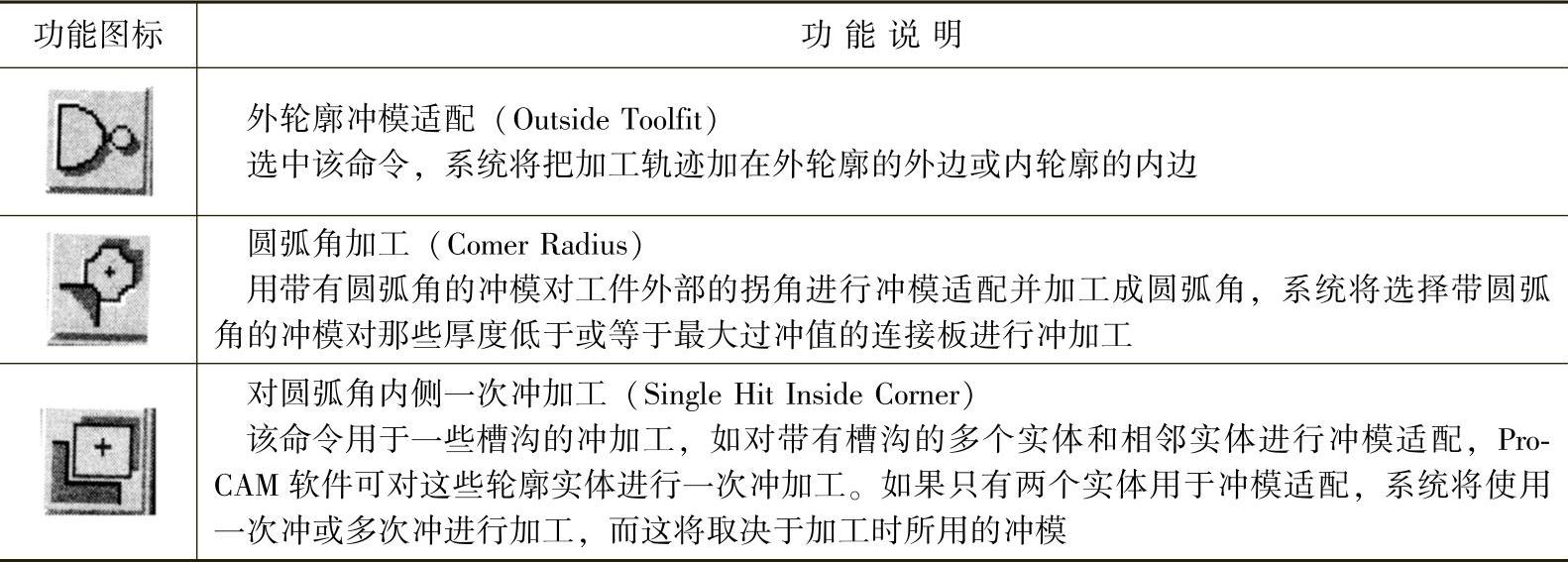
5)生成加工轨迹。通过定义加工参数,框选零件或手工选择加工的轮廓,系统便能自动地在零件轮廓上生成加工的轨迹。表7-2是ProCAM软件中关于冲压加工编程的部分功能图标及其功能的说明。
表7-2 ProCAM软件中关于冲压加工编程的部分功能图标及其说明
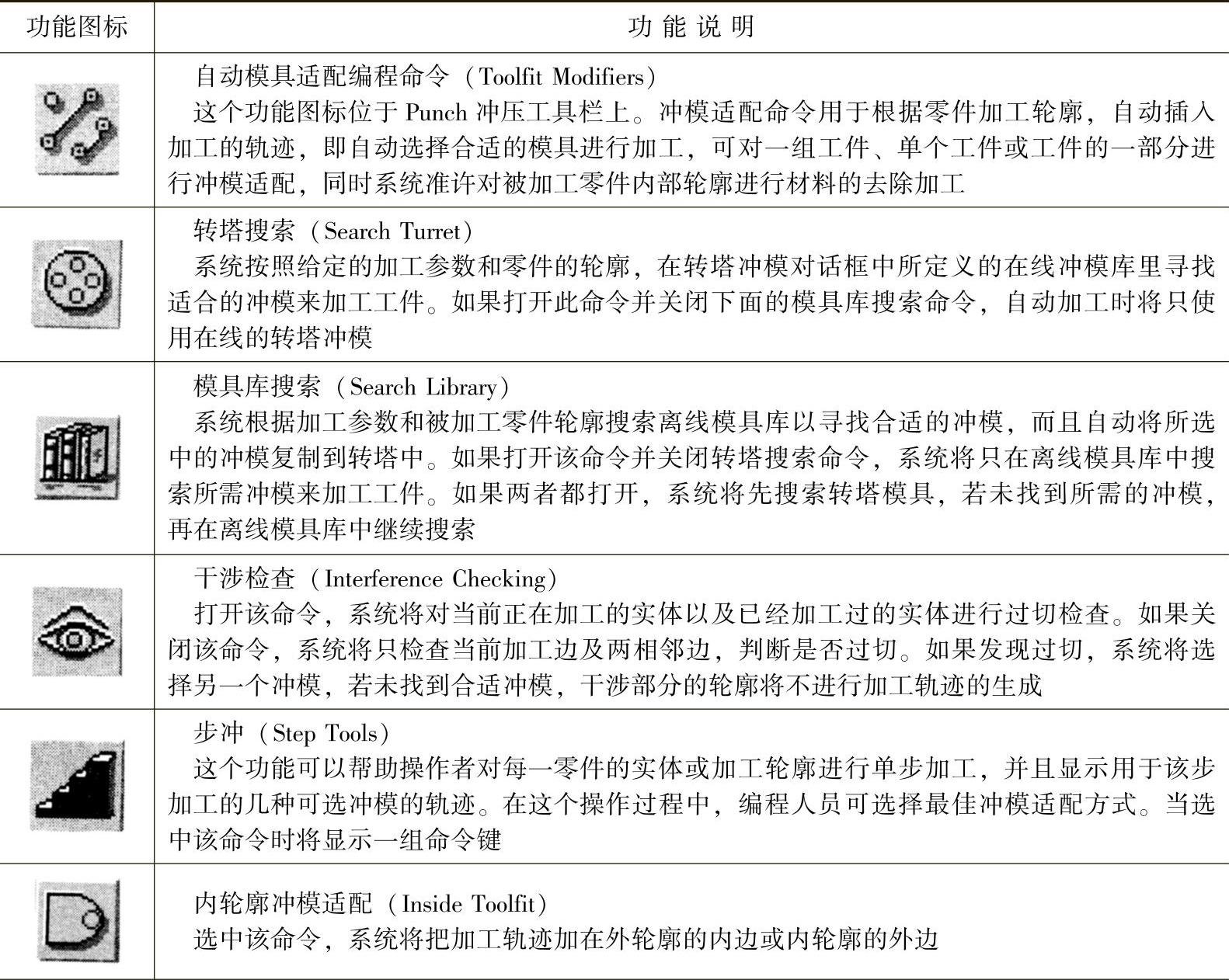
(续)
如果被加工的零件中有某些图形以高亮度显示,则表明这些图形没有找到适合加工的模具,同时软件系统会给予一定提示,说明系统不能冲加工这些图形。这种情况下无法生成加工的轨迹,需要在机床转塔中添加适合的模具,或进行手工配模。
一般在冲压中,如果需要冲的孔比模具尺寸大,通常采用所谓步冲方式进行,即根据数控指令,沿孔的内侧多次冲压。步冲必然会带来冲孔的精度问题,通常步距越小,冲孔精度越高。钣金制造中,对具有曲线边界的零件外轮廓一般不用步冲,因为这可能使得轮廓加工的偏差过大。
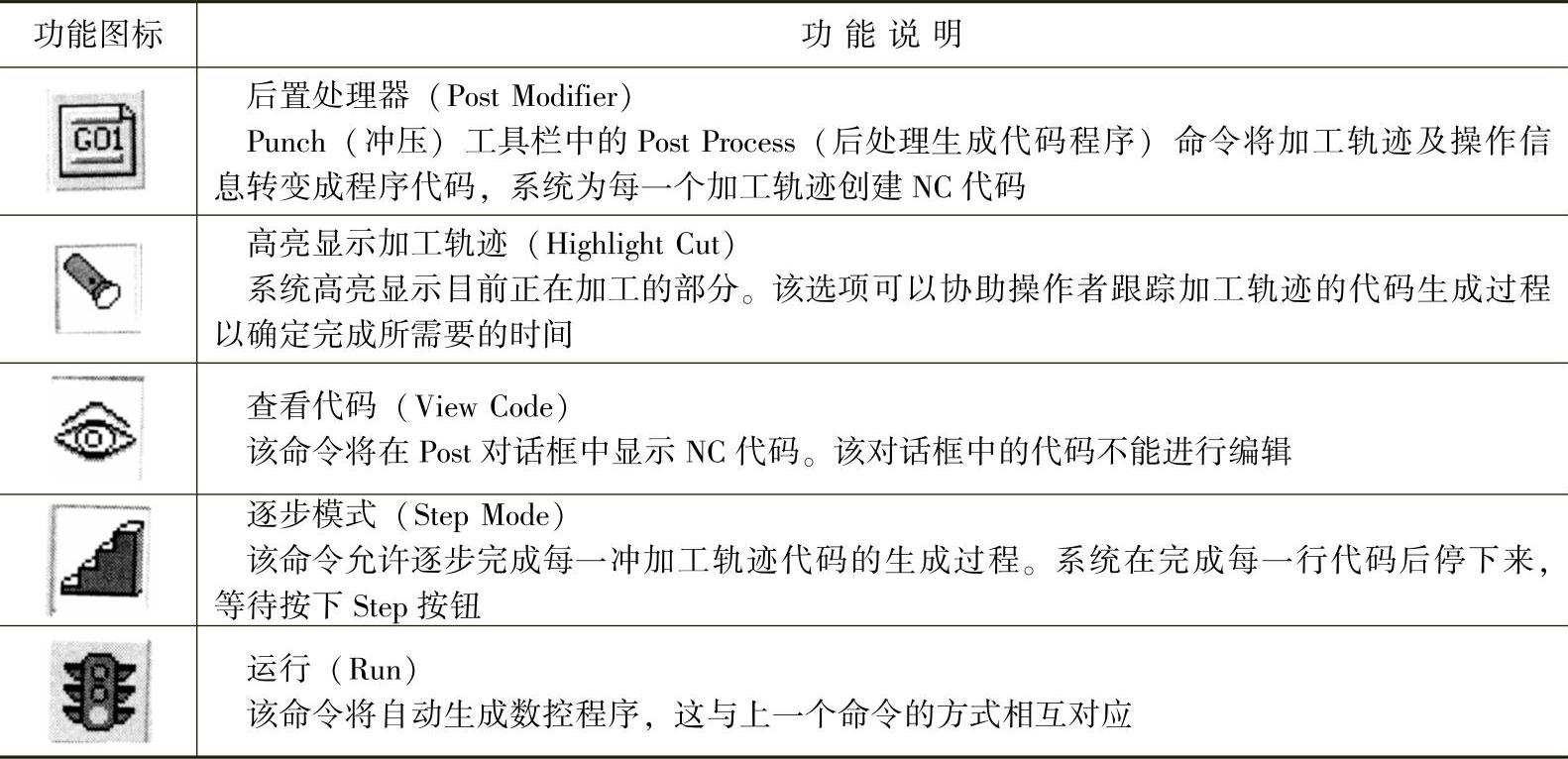
6)生成NC代码程序。加工轨迹验证无误后,可以生成数控机床识别的加工代码,即通常所说的数控程序或G代码。生成数控程序的方法是经过一个称之为后置处理的模块进行编译和处理。ProCAM软件后置处理的功能图标及其说明见表7-3。
表7-3 ProCAM软件后置处理的功能图标及其说明
在完成一个零件数控加工程序的后处理之后,软件将在相应的目录下生成两个文件,即NC程序文件和装夹说明(Setup Sheet)文件。在ProCAM软件中这些文件都是以文本文件的格式进行保存的,因此操作者可以使用任何字处理器或文本编辑器进行读、编辑和打印操作。例如,可以使用二维系统软件提供的DNC文本编辑器或Mi-crosoft Windows提供的文本编辑器(如记事本或写字板)。装夹说明文件不是用来控制机床运动的程序,而是一个含有机床加工的准备信息的文本文件,如机床名称、控制系统类型、预计加工时间、板材、需用模具类型及尺寸等。(https://www.xing528.com)
产生的NC程序文件包含着用于特定的机床控制系统的NC代码,从而可以激活特定的加工功能并进行零件加工轨迹的运动控制。不同的机床往往在行程极限和转塔配置上存在差异,需要有相应的后置处理器。
7)传送文件至数控机床。完成数控加工程序后,接下来的工作是如何将程序送达到数控系统中。传统的做法是手工将程序键入到数控系统中,或采用磁盘将程序复制到数控系统中。采用手工输入往往占用机床较长的时间,同时还会引起人为的输入失误。
现代数控加工一般是采用专业的计算机与数控系统通信软件来完成数控加工程序从计算机传送到数控机床的工作,这种专业通信软件称之为直接计算机数控软件(DNC)。在ProCAM软件包中,系统提供了专门的DNC软件。数控机床在安装调试时,会采用RS-232电缆将计算机与机床控制系统连接起来,以便在DNC系统的操作下将文件直接传送到机床控制系统中。
4.ProCAM数控冲压编程实例
如图7-31所示的零件,采用2mm厚的Q235A料制成,要求利用数控转塔冲床的ProCAM软件进行自动编程加工,则其操作步骤如下。
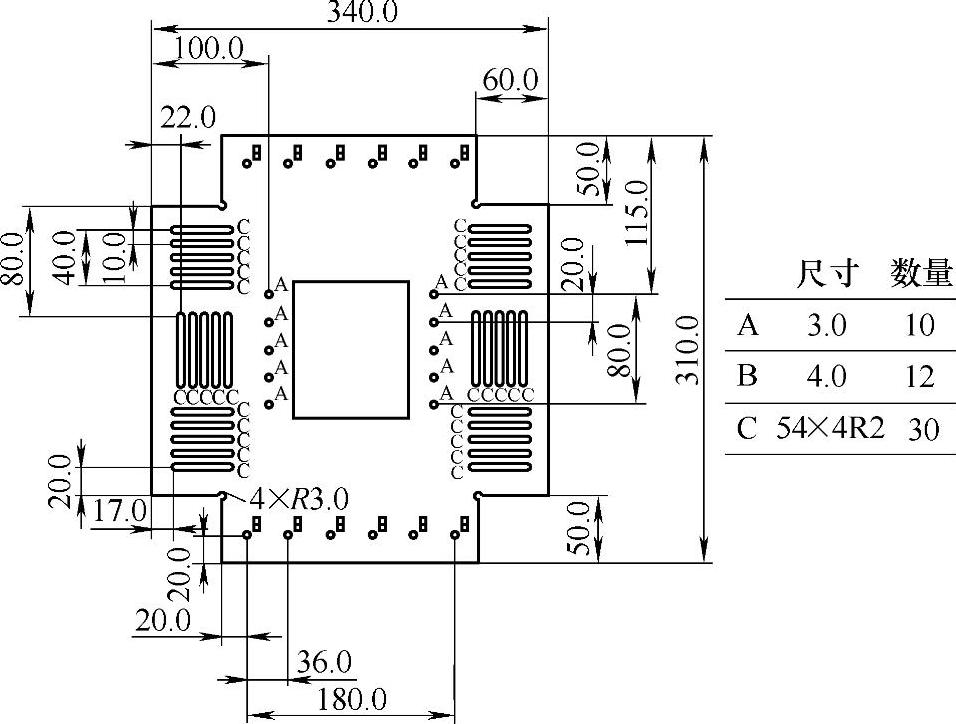
图7-31 零件结构
1)在CAD系统中打开一个零件的图形文件。图7-31所示的零件图形可以是在Pro-CAM软件的CAD模块下绘制的,也可以是在AutoCAD或其他CAD软件上按1∶1比例绘制的零件图形,绘图单位取毫米,不论是在何处完成,均应注意保持图形的完整性,即图形中不能有重叠的线段以及断点存在。在其他CAD软件中完成图形设计后,为保证这个图形可以被其他CAD/CAM软件所读取,可以采用DXF的格式进行保存,如取名为training.dxf。
运行ProCAM 2D后,从[文件](File)下拉菜单中选择[打开文件](Open)项,则打开文件(Open File)对话框出现,如图7-32所示。选择指定目录,并将文件类型选择为DXF,选择文件列表中的training.dxf,按回车键(Enter)或单击[打开]按钮即可。
从[设置](Setup)下拉菜单中选择[单位](Unit)项,打开Unit(单位)对话框,确认在对话框内选择米制[Metric Decimal(M)],则所设计图形尺寸的单位为米制。
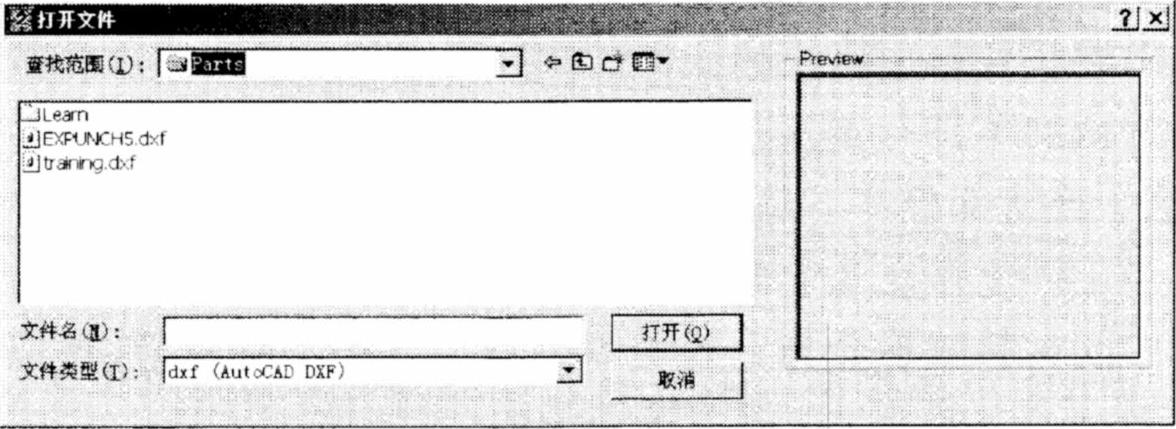
图7-32 文件打开的对话框
DXF或其他图形数据格式转换过来的图形,可首先在ProCAM软件上检查有无断点或重叠线。在用CAD软件制图时,经常会出现一些线段重复绘制。重叠线段对工程图没有什么影响,但进行数控编程时却会导致加工轨迹计算的错误,一些带有微小断点的线段同样会有这些问题,因此必须在进行数控编程时将这些不正确的线段进行修补。
2)创建0.4的角微连接。微连接是钣金数控冲压中经常遇到的一个术语。所谓微连接是指冲压加工的零件与毛坯板料之间有一个很小尺寸的连接部分,这个连接部分并不是零件上已存在的形状,而是加工工艺的要求。当零件上存在几个微连接时,冲压加工的零件或冲孔的中间废料就不会与毛坯板料分离,需要在加工完毕后,用手工方式通过施以一定的力将零件与毛坯分离。微连接可以保证零件在加工过程中与毛坯同时运动,不会掉落在工作台上或因某种原因翘起而与模具干涉或碰撞。
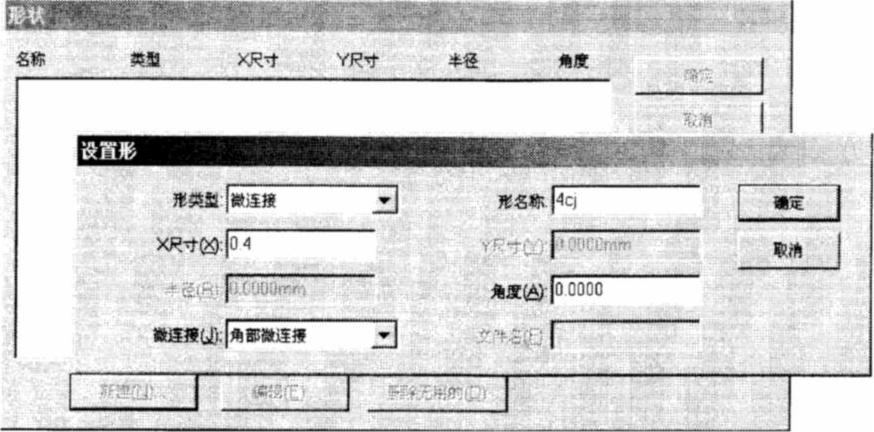
图7-33 微连接设置对话框
在ProCAM软件中设置微连接的方法如下:
①首先单击工具条上的[形状](Shape)按钮,则形状对话框出现。在形状对话框上单击[新建]按钮,如图7-33所示的设置形状(Set Shape)对话框出现。输入如图所示的设置,则定义了0.4mm的角微连接,按确定键。应该注意的是:在图7-33所示的形状对话框内出现了新建的角微连接,形状名为“4cj”。
在形状对话框上此行任意处单击,4cj符号将出现在形状标识后的显示框内,表示当前使用这个“形状”,如图7-34所示。
单击[确定]键,关闭形状对话框。
②添加角微连接。单击[画点](Point)命令键,在捕捉工具条上单击线段端点图标,这样当采用鼠标选择线段时,线段的端点将被选中。在工具条上单击颜色下拉列表,更换另一种颜色,以便区分图形。
在如图7-35所示的零件图形的8个角上单击所在连线,从而定义了添加微连接的位置。
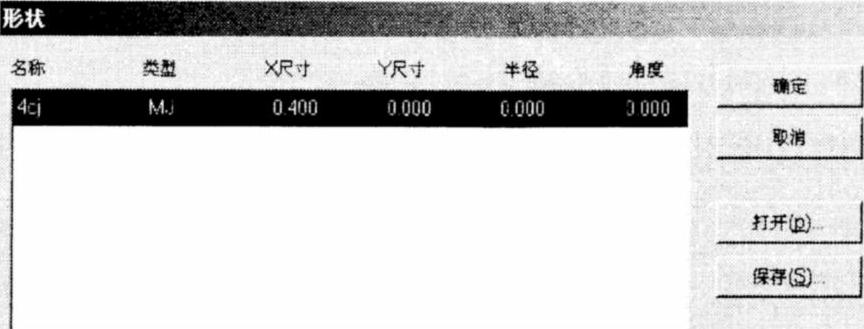
图7-34 当前形状为“4cj”
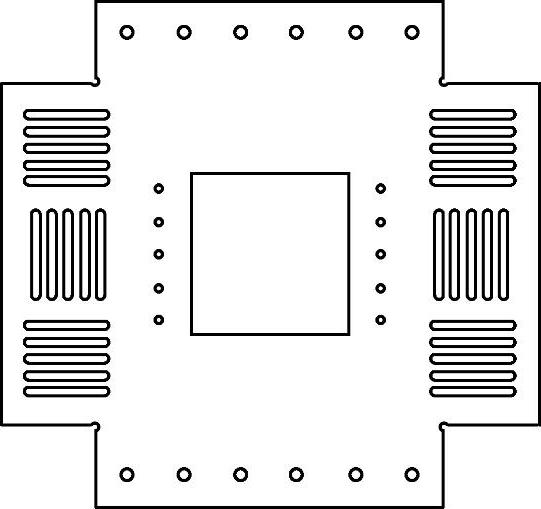
图7-35 确定角微连接
3)选择机床的后置处理器。单击CAM图标进入CAM模块,在出现的机床列表中选择FANTUTP后置(此为标准的FANUC OP系统),单击确定按钮,接受FANTUTP的选择。
4)进行有关CAM图形显示的设置。从主菜单上的设置(Setup)下拉菜单中选择[钣金加工显示](Fabrication Display)项,冲裁加工显示显示对话框如图7-36所示。
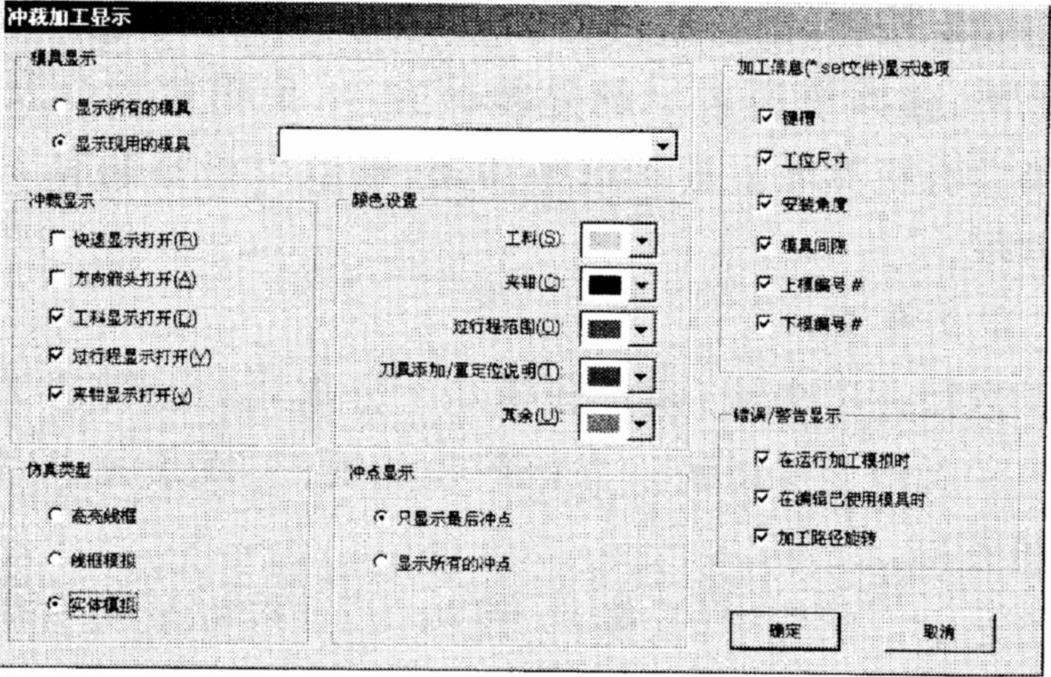
图7-36 冲裁加工显示选项对话框
进行如图7-36所示的选择,以便在接下来的操作中可以显示机床的加工范围,给定板材的图形以及显示机床夹钳的位置和符号,并将加工模拟设为实体图形模拟。
5)设置板材夹钳等信息。在主菜单条中的CAM(加工)菜单下,选择加工信息设置(Setup Information),对话框如图7-37所示。在对话框中将程序号(Program number)设置为1111,板材在x方向设置为2m,y方向设置为1m,板材厚度(Thickness)为2mm,夹钳1在400mm位置,夹钳2在800mm位置。
单击确定按钮,在软件界面上就可以看到红色矩形所表示的加工范围,虚线框所表示的是板材大小、夹钳范围以及零件图形。如果没有在界面上看到这些图形,可以单击界面右下角的紫红色小方框。
6)定义模具。对于数控冲压来说,模具选择是十分重要的。转塔工位中安装的模具种类和型号将确定系统配模的能力,或系统可以加工工件轮廓的能力。
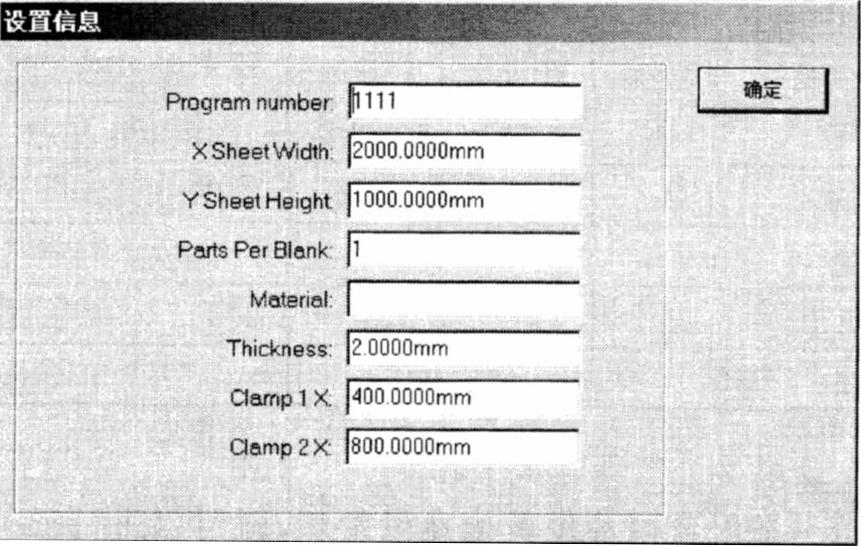
图7-37 加工信息设置
单击系统工具栏中的[模具]按钮(Tool),将显示冲模(Punch Tools)对话框。
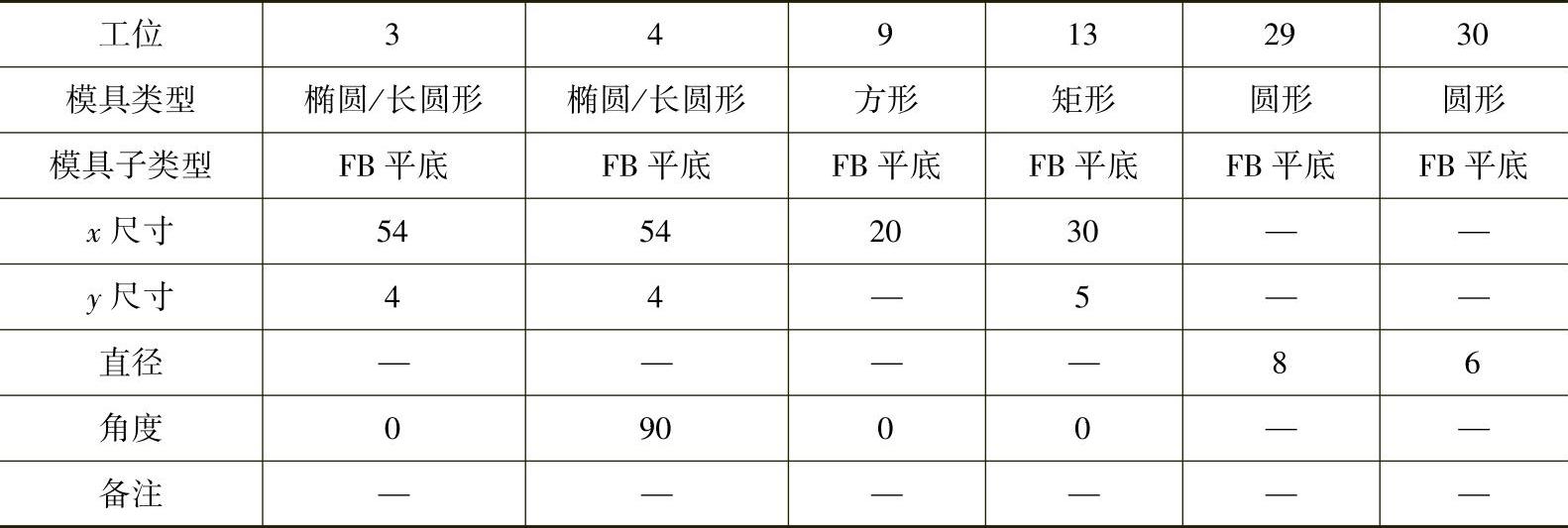
在工位3的任一地方,单击鼠标使之高亮度显示,然后用鼠标单击[编辑](Edit)按钮,此时显示设置模具(Set Tool)对话框。
按照表7-4的内容设置模具信息,完成各信息的输入后,单击确定按钮。
表7-4 转塔模具信息
7)生成单个零件的加工轨迹。完成系统设置以及模具信息设置后,就可以进行加工轨迹的生成计算了。首先单击工具栏中的[自动加工](Insert Tool fits)按钮,确认表7-5中下列图标命令处于高亮状态。
表7-5 加工零件的轮廓适配图标

上述命令告诉系统:被选零件的外轮廓实体的加工轨迹应该在轮廓外面,即向外偏置;内轮廓实体的加工轨迹应该在轮廓里面,即向内偏置。
ProCAM软件提示行的提示是:选择实体以便自动加工(Select Entity to Toolfit)。
①为了区分工件轮廓图形和将要产生的加工轨迹,一般可以给加工轨迹换上另一种颜色。
②操作上可以用鼠标框选整个零件,然后按下鼠标的第二键,系统自动从转塔中选择合适的模具,并生成加工轨迹。
8)排样。数控冲压加工所用毛坯是矩形板材,通常在一块毛坯板材上可以加工多个工件。在这个例子中,就是要在板材上加工若干个相同的工件,需要进行工件的排样。由于这时已经生成了单个工件的加工轨迹,所以这里的排样将是带有加工轨迹工件的排样。本例板材的尺寸为2m×1m,排样的目标是在这张板材上安排尽可能多的零件,以获得最大的材料利用率。
在ProCAM软件中用鼠标单击图形界面右下角的紫红色小方框,即全屏显示按钮,以便将零件、板材以及机床的加工范围显示出来。
用鼠标单击功能栏(Utility)里的[移动](Move)命令按钮。
单击编辑栏(Modifier)里的[单零件自动排样](Grid Layout)命令按钮。
系统的提示栏将提示:拾取要移动的实体。此时只需要用鼠标框选零件,系统将自动进行这个零件的排样。具体步骤如下:
①鼠标在图形界面上框选零件,按下鼠标2键,出现单零件排样(Part Layout)对话框。
②按照图7-38所示进行设置。单击对话框上的[重新计算](Recalculate)按钮,系统将根据设置的选项重新进行计算。
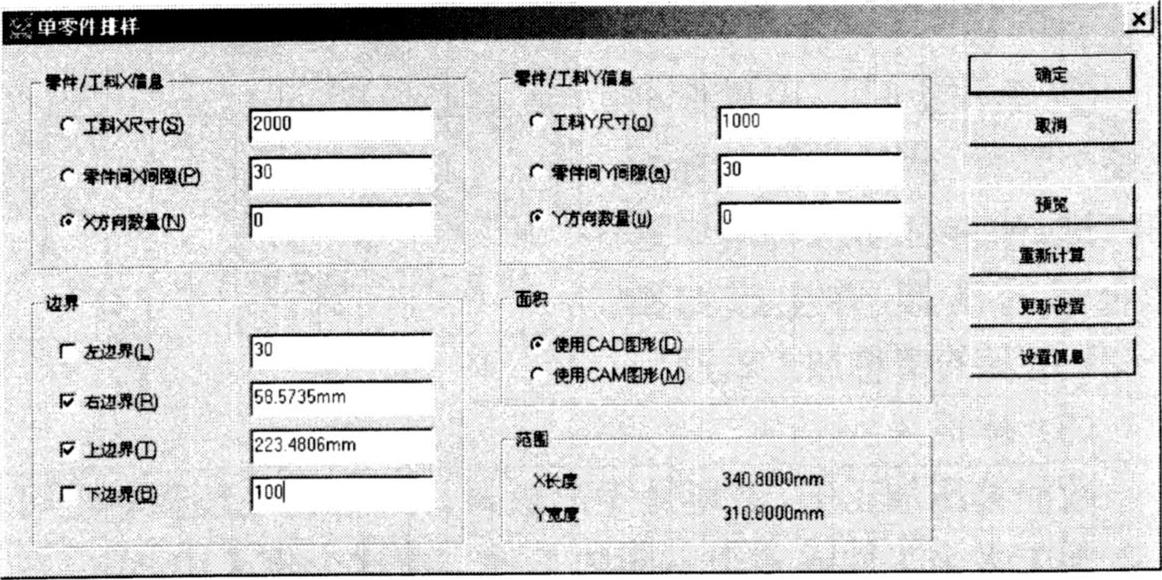
图7-38 单零件排样对话框
③单击对话框中的[预览](Preview)按钮,系统会将排样结果显示出来。如果满足要求,则按鼠标2键返回单零件排样对话框。
④在单零件排样对话框内单击[确定]按钮,将显示排样结果。
9)重复定位。在本例中,需要加工的排样零件实际上已超出了机床的加工范围。这种情况一般发生在毛坯板材的长度大于机床的加工范围,显然这时必须在第一次加工完成后移动板材,使得尚未加工的部分落在加工范围内,这就是通常在数控转塔冲床的操作中所提及的重复定位或再定位问题。
采用自动重复定位的方法,如果所有CAM加工实体没有超过机床加工范围,则不需进行重复定位。
①首先是在冲压(Punch)工具栏里单击[重定位](Reposition)命令键。
②在编辑(Modifier)工具栏里,单击[自动重定位](Automatic Reposition)命令键,则系统自动产生一个重定位区,它被定义为Repl。若将光标移回工作区,则会发现重定位销跟随表示冲头的光标移动,这时系统是在等待操作者给出重定位销在y方向的位置(重定位销x方向的位置已由系统自动得到)。冲压加工过程中,板材是由机床夹钳夹持的。在重定位操作过程中,只有重定位销根据定义的位置压下后夹钳才可松开并按照要求的位置进行移动,否则板材会发生移动,造成加工的定位误差。
③将定位销移到有板材的区域,再按下鼠标键,以便确认定位销的位置。
需要说明的是在做重复定位加工时,如果所选择的板材重复定位加工的位置(x方向)正好处于某个零件上,这时重复定位的加工可能会给这个零件的加工带来定位的误差。
另外值得说明的是在重复定位的移动中,夹钳松开并移动的同时,机床的定位销必须是压下的,因为只有这样才能保证板材不会发生移动,避免重定位的误差。在一些机床上可能会有三个夹钳,通常采用的移动策略是两个夹钳保持夹持状态,让第三个夹钳松开并移动。在这种夹钳配置下,为了移动到一个确定的位置,往往需要经过三个夹钳的多次移动。采用三个夹钳的机床虽然在夹钳移动策略上较为复杂,但这种机床往往可以进行一些复杂的加工。如在夹钳可以夹持的板材边缘,有一些孔实体需要加工,这时夹钳的移动不仅要达到重复定位的要求,而且要避开孔的位置。还有些情况下,移动夹钳就是为了加工夹钳原先夹持部位下的一些孔实体,这样的夹钳移动通常称之为智能夹钳,需要具有较大的加工柔性。
10)加工轨迹的优化。在数控转塔冲床的加工轨迹优化中,优化的目标是加工轨迹达到最短,加工模具的应用次序达到优化,并使得程序运行时间最短。一般选择一个模具加工所有零件轮廓中需要加工的地方,这样可以减少模具的更换次数,同时使得加工的时间最短。对于本例,操作的步骤如下:
①在Punch(冲压)工具栏里,单击[优化](Optimization)命令键。
②在编辑(Modifier)工具栏里,用鼠标单击单个窗口优化(Single Part)。这时在编辑工具栏里,要确认所有的选项都被选中,包括夹钳快速避让键,同时,系统的提示行会提示:选取实体进行优化,完成后按鼠标2键。按上述提示要求用鼠标框选所有实体,并按鼠标2键。
用鼠标框选所有实体时应注意:框选的窗口要足够大,保证选取到每一个重定位区域,即每一个加工实体和重定位区域都高亮显示。
在所有框选区域被选中后,优化-模具类型(Optimize Sort)对话框将随之出现,如图7-39所示。鼠标单击[尺寸](Size)项,则所用模具按照从小到大排列;然后在第4行任一处单击,将30×5的矩形模具点亮选中,并单击右面的[后移](Move After)项,再单击最后一行,示意系统将30×5的矩形模具放到最后一行之后。
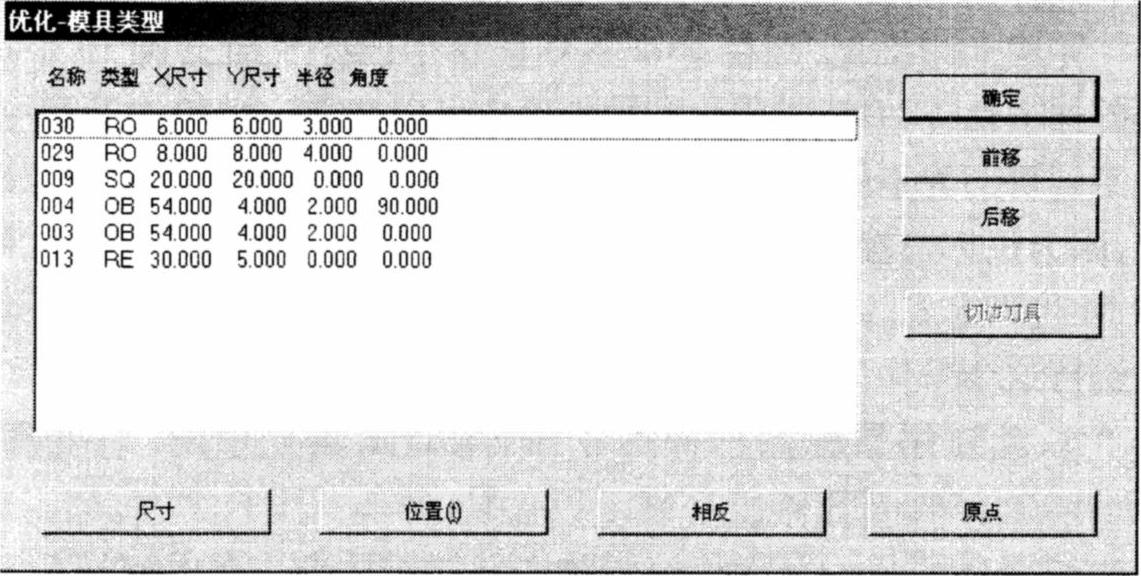
图7-39 优化-模具类型对话框
此时用鼠标单击[确定]键,则关闭当前对话框。这时系统的提示行会提示这次优化的加工实体是否需要与先前已加工实体关联,如果按鼠标2键,表示没有关联的加工实体。系统的提示行还会提示操作者选择加工的起始点,可以在工作界面左下角任一处单击一下。优化结束后,所有加工轨迹不再高亮度显示。
11)加工轨迹模拟。CAD/CAM系统中,一般完成加工轨迹的生成之后需要进行加工模拟或仿真,其目的是让操作者观察加工的轨迹是否存在错误。在铣削或车削加工编程软件中,加工模拟还可以反映刀具是否过切。冲压加工模拟主要是检查是否存在漏加工的实体,并观察加工轨迹是否优化。
在ProCAM软件中实现加工模拟可以用鼠标在功能(Utility)工具栏里单击[顺序显示](Order)键,使系统进入模拟状态。在系统栏里会出现模拟工具栏,单击[从加工起点开始](Reset to Start)键,以及[加工到结束](Go to End)键,则加工模拟将自动从加工起点开始并进行到加工结束。
12)生成NC程序。完成上述操作,则在ProCAM软件中已生成加工这些零件的加工轨迹,并通过优化和模拟确定可以接受这样的加工路径。但是到目前为止所生成的加工路径还不能直接送入机床的数控系统,因为机床数控系统只能识别那些由机床出厂所定义的G代码和M代码组成的数控程序。这就需要进行所谓的后置处理,下面是进行这个操作的步骤:
①用鼠标单击冲加工(Punch)工具栏中的[后处理](Post Process)按钮。此时,系统将显示保存数控程序文件的对话框。在ProCAM软件中,数控程序是以文本文件的格式保存的,系统默认的数控程序及装夹设置(Setup Sheet)文件保存在\procad\txt目录中。如果操作者需要,可以改变文件保存的目录路径,这时只要输入程序文件名即可。如果使用默认扩展名.txt时,不需要输入扩展名。
②单击[确定]按钮,后置处理器开始工作。
③如果单击了[显示生成的程序]按钮,则可以在一个窗口中看到所处理的数控程序,并可在软件图形界面上看到加工的过程。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。