



球罐外观形状的区域划分与地球仪相同,可分为赤道带、两个温带及两极等球瓣。一个完整的球罐往往需要多块球瓣连接组焊而成。不同大小、不同使用用途的球罐,其支承方式也有所不同,有赤道位置的支承柱和球罐底部位置的承托两种。由于球罐的直径均较大,其安装时的翻身、吊装、运输等都很困难,故一般都采用散装法进行安装。
尽管不同直径及不同支承方式的球罐,其组装规程有所不同,但组装过程大体是一致的。一般球罐的组装按:基础组装→搭建脚手架→支承柱(或承托)的组装→球罐组装→检验→热处理→组装球罐各附件(如盘梯、栏杆等)→试验等过程进行。
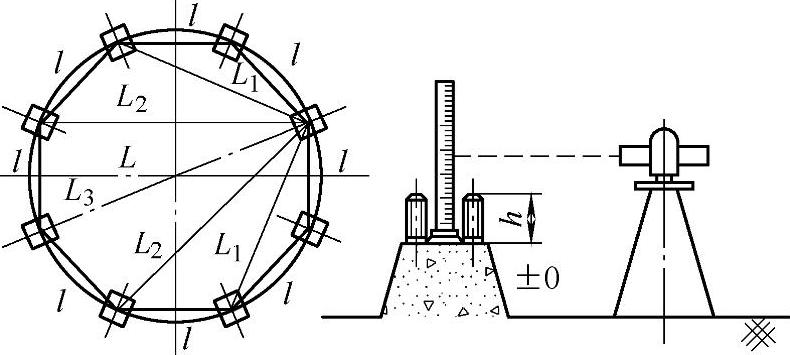
图6-51 球罐基础的检查项目和方法
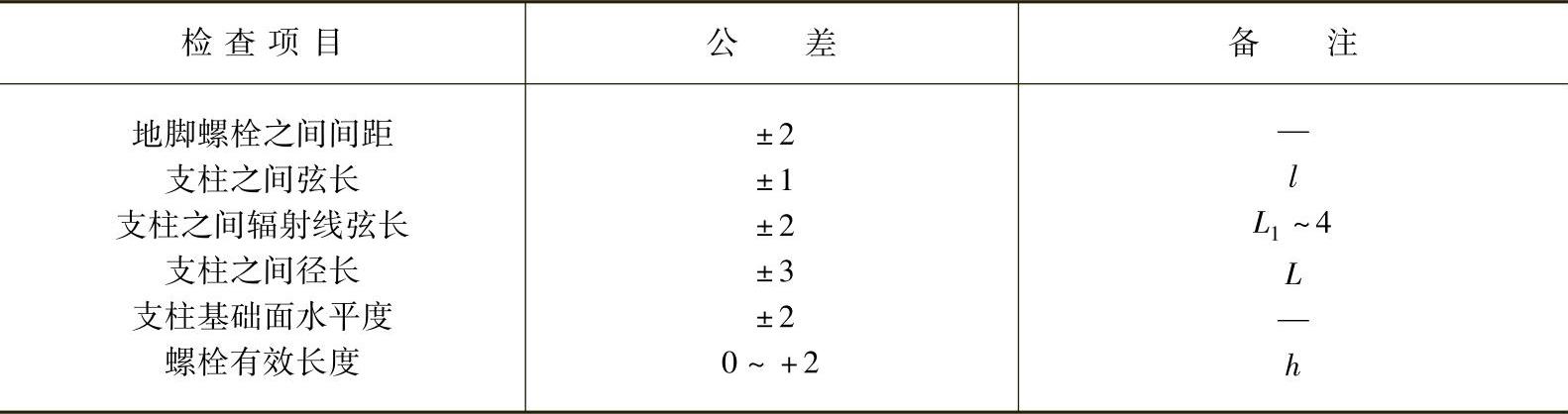
图6-51所示为某球罐基础的检查项目和方法。对于赤道位置带支承柱的球罐基础,在支柱吊装前,应对球罐基础各部位的几何尺寸、标高、地脚螺栓等按设计要求进行检查,合格后方可吊装。表6-3为球罐基础检查项目及公差。同样,通过球罐底部位置承托的基础也必须进行检查,才能进入下道工序的加工。
表6-3 球罐基础检查项目及公差 (单位:mm)
1.球罐组装的方法
球罐组装尽管采用散装法进行安装,但对于不同的球罐直径大小,其组装的方法还是有所不同的,一般分为分带组装法、半球装配法及分瓣装配法三种。
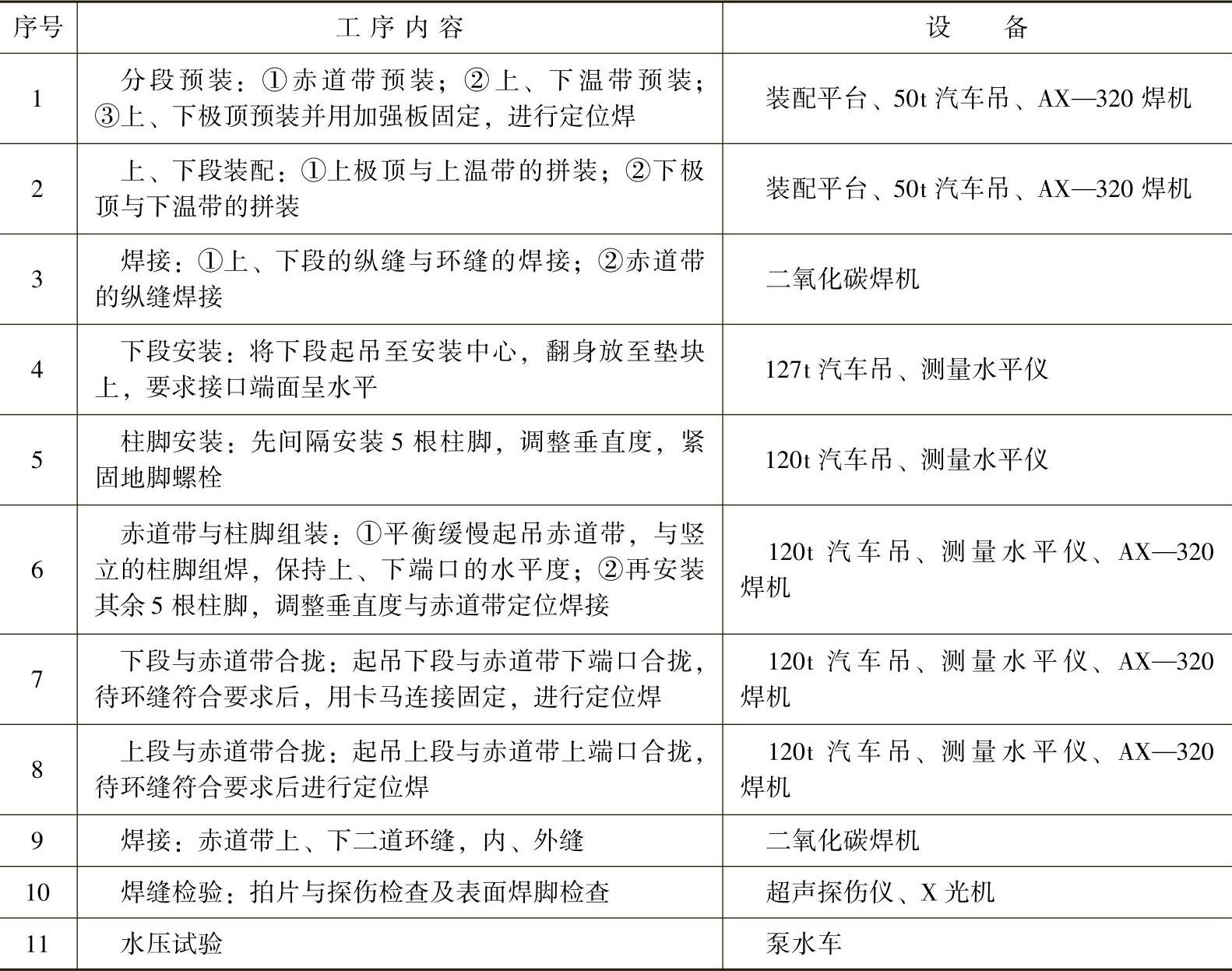
(1)分带组装法 分带组装又称环带或分段组装。它是将整个球面分成赤道带、上温带、下温带、上极顶和下极顶五个部分。先在地面平台上分别将球瓣焊装成这五部分,再在现场将上下温带和上下极顶在平台上装配后,用临时支架垫起,焊装球罐支柱及各带。这一方法适用于球径小于12m的中小球罐的整体装配。分带组装的流程如图6-52所示,球罐分段组装的工艺规程见表6-4。
(2)半球装配法 半球装配法是预制好两个半球后,在现场吊装成整球。该方法适用于球径小于10m的中小球罐的组装。
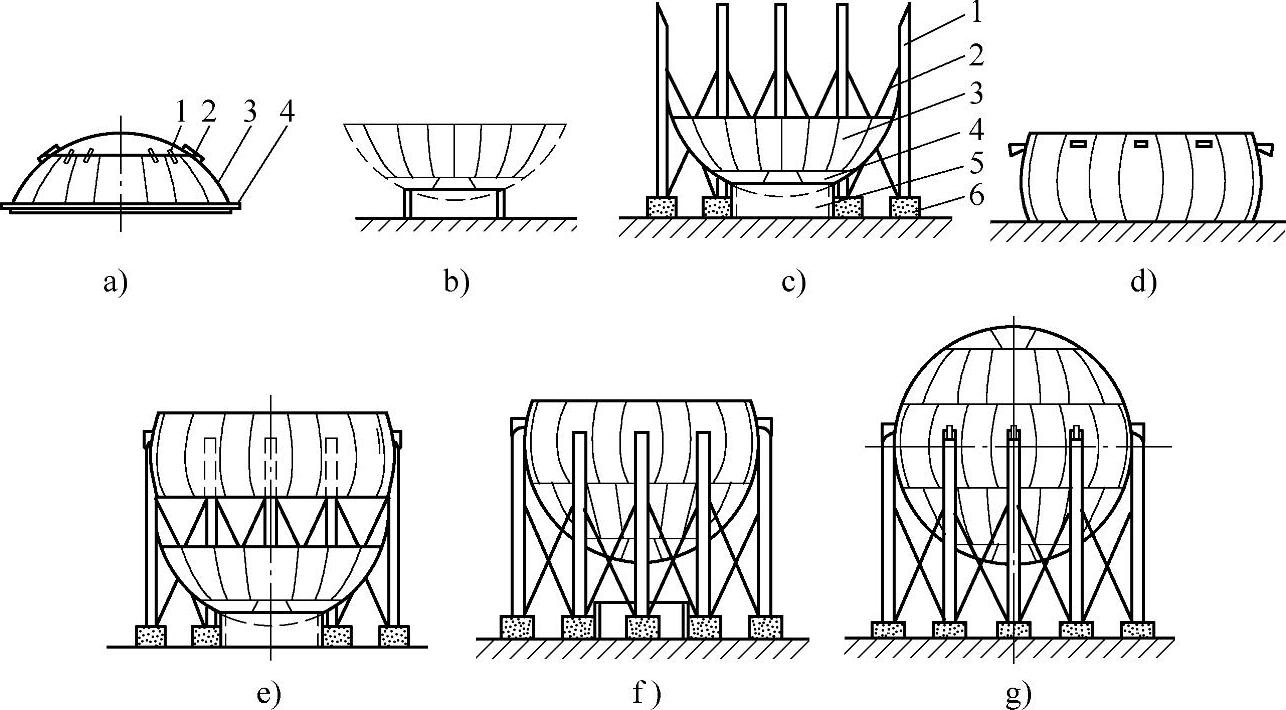
图6-52 分带组装的流程
a)下段装配 b)下段放在基础中央 c)部分柱脚固定于基础 d)赤道带中段 e)柱脚与赤道组装 f)下段与赤道组装 g)上段与赤道组装
a)图中:1—极顶 2—加强板 3—温带 4—加强箍 c)图中:1—柱脚 2—拉杆 3—下温带 4—下极顶 5—圈板架 6—基础
表6-4 球罐分段组装工艺规程
(3)分瓣装配法 在现场将瓣片或已拼好的多瓣直接吊装成整球。该方法适用于大型球罐,可省去大型吊装设备。其流程如图6-53所示,球瓣制造工艺规程见表6-5。球罐全位焊接时,焊缝应做100%探伤检验。

图6-53 分瓣组装的流程
a)柱脚组装 b)赤道带单瓣吊装 c)赤道带单瓣组装结束后竖立中心立柱 d)温带球瓣双拼 e)下温带吊装 f)上温带吊装 g)极顶拼装 h)上极顶吊装 i)下极顶吊装
表6-5 球瓣制造工艺规程

2.球罐组装的操作技法
尽管球罐的大小规格不同,且不同大小规格的球罐采用的组装方法也有所不同,但组装过程中有些操作技法却是相同的,主要有以下方面。
(1)球壳板方帽的组焊 球壳板在吊装前应焊方帽(吊装用方帽采用四面焊)。方帽是组装球罐的重要辅具(其结构及其选用参见表6-6),除具有吊装的作用外,与日字形夹具配合,还可实现对壳板固定及调间隙、错口、错边等方面的功能(夹具用方帽采用三面焊)。方帽的位置一般根据其组对需要进行焊接。方帽的数量原则上立缝焊四个,环缝焊两个。图6-54a、b、c所示分别为赤道带、温带及极带的方帽布置方式,焊接时的要求与正式焊接相同。

图6-54 方帽的焊接位置
方帽一般需与圆锥销、楔铁、日字形夹具等配合使用才能实现壳板的调整。表6-6给出了不同规格尺寸球罐方帽、圆锥销和楔铁规格的选用。(https://www.xing528.com)
表6-6 方帽、圆锥销和楔铁规格的选用 (单位:mm)

(2)球罐组装的夹具 在球罐的组装调整过程中,除采用表6-2所示的夹具外,根据其自身特点还常需用到以下夹具。
1)日字形夹具。图6-55所示为日字形夹具的结构,由日字形框架1、方形夹帽2和圆锥销3、4组成,它的主要作用是调节错口、错边和间隙,并起到连接相邻板的作用,一般每隔1.3m装设一套即可。

图6-55 日字形夹具
1—日字形框架 2—方形夹帽 3、4—圆锥销
2)壁杠。图6-56所示为壁杠的结构,它是将刚性较强的工字钢或槽钢插入预先焊于壳板上的孔板中,然后用楔铁楔紧,起到调节错口、错边的作用。
3)槽钢杠。图6-57所示为槽钢杠的结构,它是将壳板吊起,置于预先定位于下带壳板的槽钢内侧,找定位置后再将圆锥销插入穿过槽钢孔的方帽中,并用力楔紧,可分别起定位及调节错口的作用。
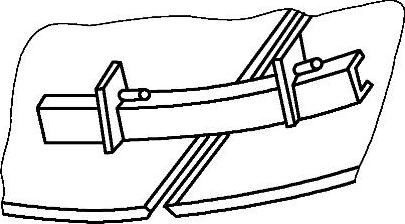
图6-56 壁杠

图6-57 槽钢杠
1—槽钢 2—方帽 3—圆锥销
4)压马。图6-58所示为压马结构。当遇到局部难调的错口、错边时,可在低端焊牢带缺口的立铁,在高端用楔铁打紧,使之下移,以矫正错口、错边。
5)螺栓压杠。图6-59所示为螺栓压杠的结构。在低端焊定螺栓2、将压杠3套入其中,高端垫一垫板1,拧紧螺栓2,高端便自然下移,错口或错边也得以矫正。
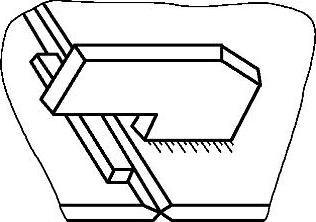
图6-58 压马
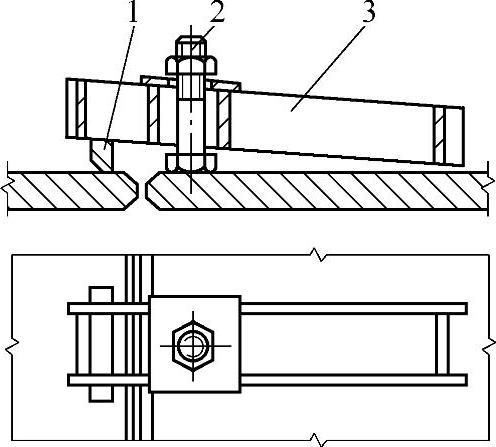
图6-59 螺栓压杠
1—垫板 2—螺栓 3—压杠
6)斜角钢。图6-60所示为斜角钢的结构。它具有较好的调整效果。当遇到局部错口、错边不能用上述方法矫正时,可用斜角钢进行调整。
7)间隙片。图6-61所示为间隙片的结构。它除了能保证对口间隙外,还能调整微量错边。
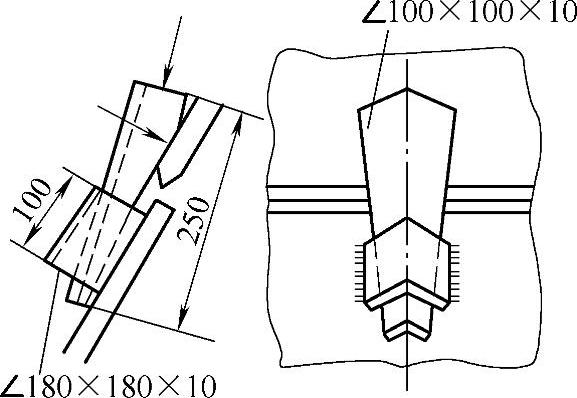
图6-60 斜角钢
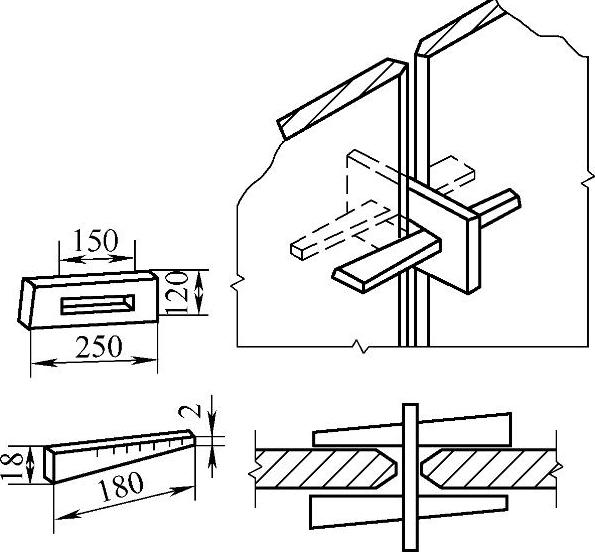
图6-61 间隙片
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。