



螺旋盘梯是储罐上的附属件,为圆柱螺旋结构。螺旋盘梯的制作主要包括三方面的内容:一是螺旋盘梯展开尺寸的计算,二是组对焊接,三是安装。其中螺旋盘梯展开尺寸的正确计算是保证该结构质量的前提,组对焊接则是保证安装的主要因素,所以螺旋盘梯下料前应仔细地核对图样尺寸,再通过放样计算出准确的展开尺寸,同时还应掌握正确的组装方法,以保证组装质量。
1.展开下料
就螺旋盘梯的构造而言,可以将其两侧板中心线和踏步板中心线设想为一个正螺旋面,踏步板中心线即为螺旋面的母线,正螺旋面的展开是一个比储罐半径大的圆环面,这个半径就是螺旋盘梯装配时的成形圆弧半径。
储罐的螺旋盘梯如图6-46所示。平面图中螺旋盘梯所含的夹角α叫螺旋盘梯的包角,H为螺旋盘梯的高度,L为螺旋盘梯中心线在夹角α范围内所含的弧长。因螺旋盘梯中心线的升角不变,所以其中心线的展开应为一条直线。
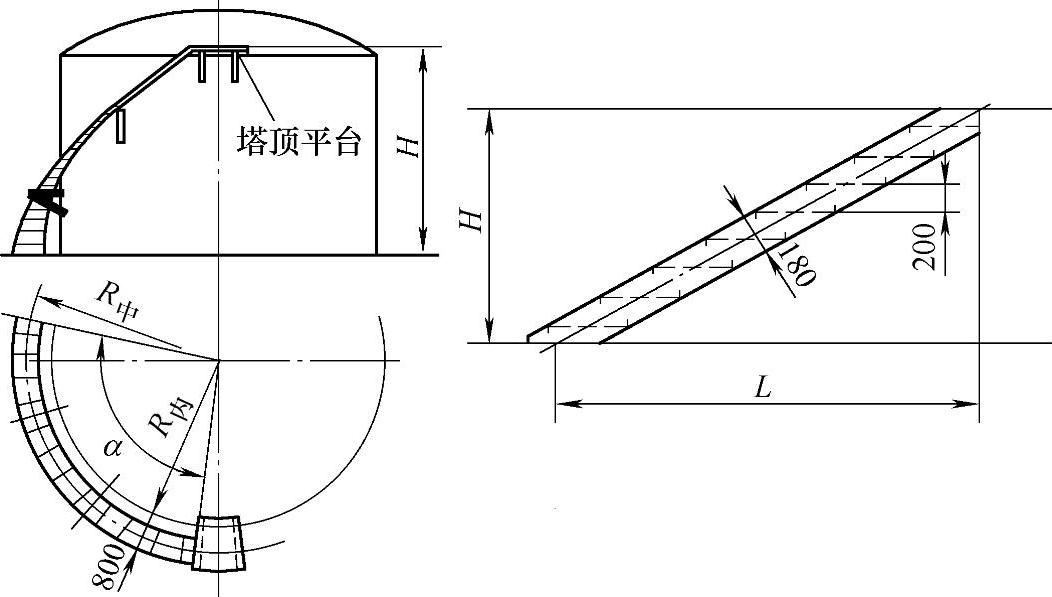
图6-46 储罐的螺旋盘梯
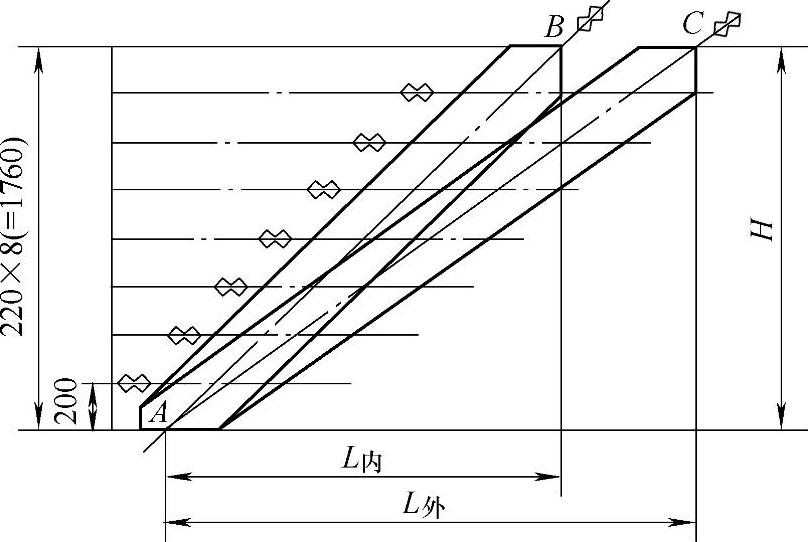
图6-47 螺旋盘梯侧板的展开和划线
踏步板中心线应保证两个条件,一是每根中心线在平面图中应在过罐体中心的放射线上,二是踏步板中心线的两端应在内外侧板的中心线上并在同一水平面内。所以两侧板和踏步板的三条中心线是展开下料和组装螺旋盘梯的主要数据。螺旋盘梯侧板的展开和划线如图6-47所示。
其中,L内和L外分别是内外侧板中心线在包角范围内的平面弧长,H为螺旋盘梯的高度,AB和AC为内外侧板中心线的展开长度,L内、L外、H和α等参数的计算公式参见本书第4章“4.3.4螺旋件的滚弯操作技法”。
按图样要求的侧板宽度(一般为180mm左右)在中心线两侧划出侧板的边线,就可划出内外侧板的接头样板。按每两块踏步板间的高度(一般为200~240mm)等分螺旋盘梯的高度H,并作水平线,在侧板上得到的线段即为踏步板和内外侧板的装配中心线,上下两端的高度应根据与平台的连接情况做一定的高度调整,这是在螺旋盘梯放样和制造时要特别注意的。
2.组对焊接
螺旋盘梯的踏步板压制成形后就可进行装配。组装前应对两侧板进行矫直,侧板不直将影响划线和组装的准确性。有条件时可先将侧板在滚床上按侧板成形后的垂直方向滚弧放样。
 (https://www.xing528.com)
(https://www.xing528.com)
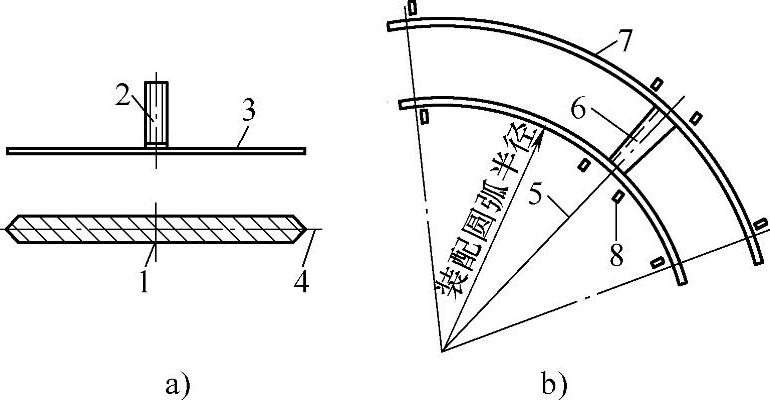
图6-48 螺旋盘梯的组装
1、5—踏步板中心线 2、6—踏步板 3、7—侧板 4—侧板中心线 8—固定夹具
按放样尺寸在内外侧板上划出踏步板装配线,如图6-48a所示。一般先装配外侧板比先装配内侧板省力。在外侧板上将中心板按线定位焊固定后,用弯尺保证踏步板和侧板垂直,从中心向两边将踏步板全部定位焊固定。然后将侧板立起,仍然从中心向两边按线定位焊固定踏步板。定位焊过程中应在成形圆弧线上用夹具将侧板固定成圆,并使踏步板的中心线在圆弧半径的放射线上,如图6-48b所示。
装配时的胎模可采用图6-49所示的形式或其他形式。
全部成形后可将螺旋盘梯的对角垫起,使螺旋盘梯有一定的扭曲,再进行焊接。以同样的操作焊接反面。为保证螺旋盘梯在安装时易成形和准确,螺旋盘梯的扶手一般在螺旋盘梯就位后再安装。
3.安装
螺旋盘梯的安装一般是将上部用钢丝绳固定,下部用倒链进行调整,如图6-50所示。
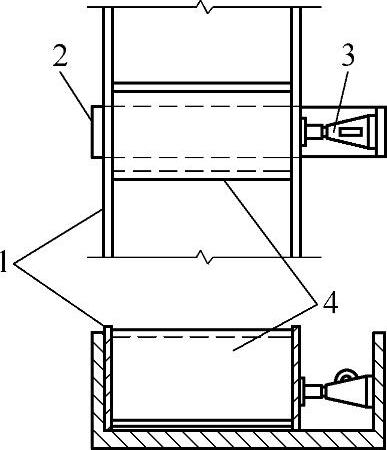
图6-49 螺旋盘梯的组装胎模
1—侧板 2—装配胎模 3—千斤顶 4—踏步板
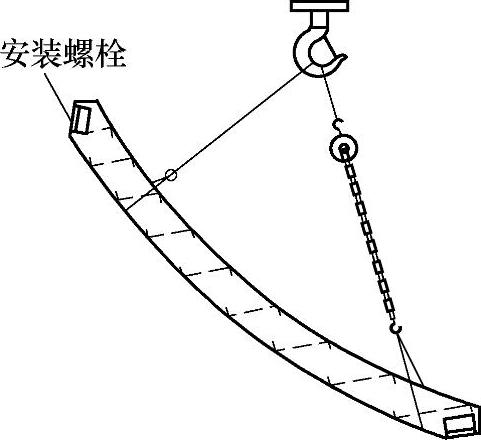
图6-50 螺旋盘梯的吊装
吊装时先用螺栓装配上头的两侧板。装配时可利用吊车和倒链的配合,将上部的螺栓穿入后,再利用倒链的下落使螺旋盘梯逐步就位。只要下料尺寸和装配正确,在上头就位后,螺旋盘梯在倒链逐渐下落时,因焊接成形后的应力可自然扭曲成形就位。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。