



根据圆筒体的成形加工原理可知,不论大、小或厚、薄的圆筒体经卷制和焊接后,变形均较大,虽经矫圆,其断面也不一定是正圆。事实上,各类钣金构件的加工精度都不高,其装配大多需经过调整才能完成。一般球缺套入圆筒体的组装方法有两种:一是覆盖法切出封头净料(比设计直径小4mm),使用此法的前提是距组对环缝最好大于1000mm,套入前必须设法将筒体的椭圆度矫至公差范围内;二是不考虑筒体圆度,按小于设计直径4mm的尺寸切成正圆,在后续组焊时再采取相应措施处理。图6-40所示为筒内球缺封头的施工图,以下通过该实例介绍其组装操作技法。
1.覆盖法下封头净料
所有曲面封头的下料都需留出足够余量,这是因为下料后要经过拼接、组对和压制。拼接时如有误差,压制时误差会更大,如偏深或偏浅、曲率偏大或偏小、被拉伸或挤厚程度不同等,另外材质、加热温度的不同,都会影响下料的精度,所以应留出足够余量,以便于压制成形完成后的二次切割。
1)划线方法。图6-41所示为用覆盖法下料的方法,安排环缝时,应尽量使封头环缝与筒体环缝的距离大一些,一般大于1m,如太近,由于刚性太大会影响筒体环缝的组对。
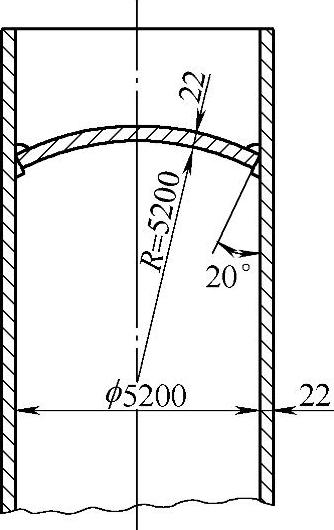
图6-40 筒内球缺封头
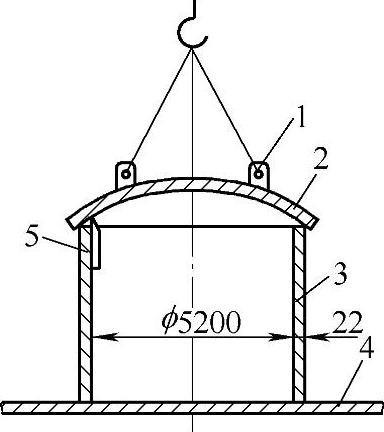
图6-41 覆盖法下封头净料
1—吊耳 2—球缺封头 3—筒体 4—平台 5—长石笔
将经过矫圆的封头吊至待套入筒体上,用扁嘴长石笔紧贴筒体内壁认真划线(切割时偏线内侧为好),划线后应做好两者对应位置的记号,吊起后按对应记号套入,错位应尽量减小。
2)吊耳的安排。由于封头是圆形,所以四个吊耳的横纵坐标应相等。设置四个吊耳的目的是使封头吊平,并且可单独微调任一位置。吊耳的位置安排如图6-42所示。
3)切割方法。图6-43所示为手工切割方法示意图。将划好切割线的封头凹面朝上置于一圆筒上,以增加其稳定性,并使其大致水平,切割时使割嘴向内倾斜一个角度(约20°),以满足设计坡口的需要。
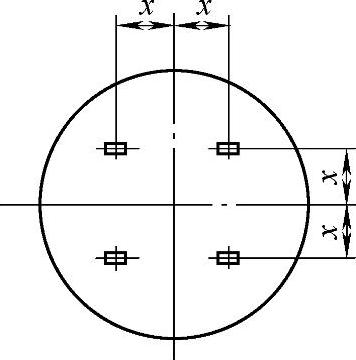
图6-42 吊耳的位置安排
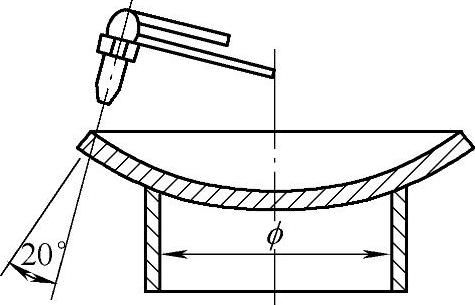
图6-43 手工切割方法示意图(https://www.xing528.com)
2.直接切成正圆法
直接切成正圆就是不考虑筒体圆度,按小于设计直径4mm的尺寸切成正圆。比设计直径小4mm,即每边有2mm的间隙。虽然预定这个间隙,但由于筒体不一定是正圆,套入时可能会因为椭圆度过大而进不去,此时可使用倒链将长轴缩小、短轴增大,使之能套入。套入后可能有的部位无间隙,有的部位间隙大到不能施焊的程度,此时除继续用倒链调整间隙外,还可配以楔铁调整,以最大间隙处能施焊为度。
用割圆规割成正圆的方法如图6-44所示。用地规划线后,采用气刨切割,可使割嘴向外倾斜将坡口角度一次割出,也可用割规垂直切割后再另开坡口。
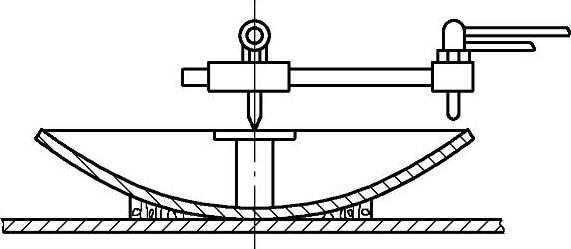
图6-44 用割圆规割成正圆的方法
3.组装的调整方法
根据设计要求,在筒体内壁划出封头位置线,便可将切割好的封头吊入筒体内进行组装。组装时,可使凸面朝上,也可使凸面朝下,比较起来,以凸面朝下为好,一是便于对正位置线,二是便于调整缺陷,三是便于定位焊。焊接时,可先在靠线位置定位焊一点,然后便可继续后续的焊接了。组装时,各种缺陷可采用以下方法进行处理。
1)开始组焊套入时,可能由于椭圆度超差而不能顺利装入,所以在套入前应调整椭圆度。图6-45a所示为用倒链调整间隙大和椭圆度的方法,即在长轴方向用倒链拉近,使间隙大的部位缩小。此外,由于局部的椭圆度超差还不一定能顺利装入,图6-45b所示为用楔铁调整入口缺陷的方法,即通过楔铁的作用使覆盖量大的部位缩小,使之能套入。
2)当封头位置稍微偏高时,可用大锤击打进行调整;当其位置偏高较大时,可用图6-45c所示的楔铁法压下,也可用图6-45d所示的倒链法进行调整。
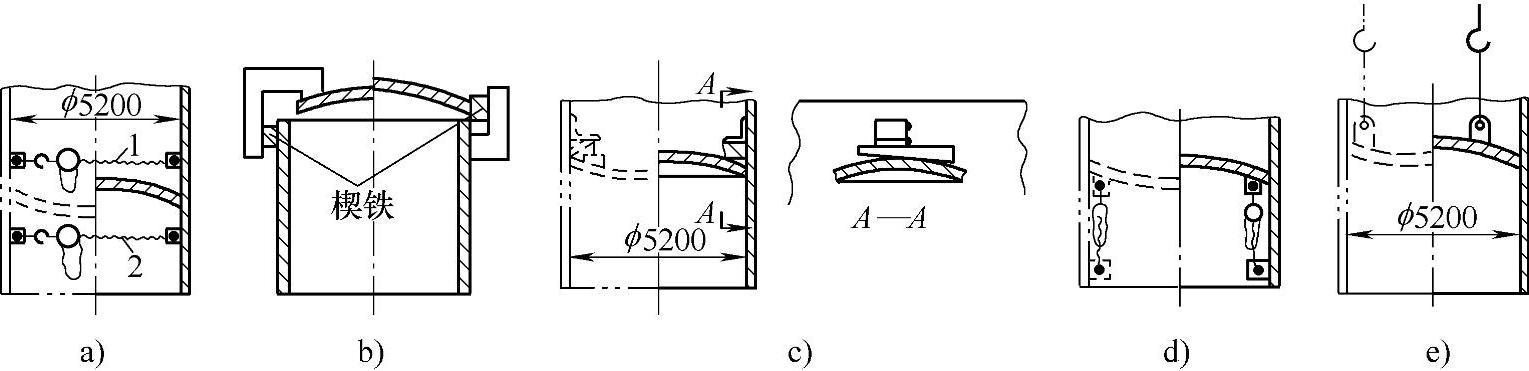
图6-45 各种缺陷的处理方法
1—调间隙大 2—套入前调椭圆度
3)当封头位置偏低时,可用偏心吊起法,使之与所划的线重合后再定位焊固定,如图6-45e所示。
4)若组对的间隙太小、移动不方便时,可用气割进行微切。
5)若组对后局部间隙太大造成无法施焊时,可采用倒链法将间隙大的直径处拉近,使之间隙缩小,同时间隙小处也会扩大。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。