



大型筒体通常由多个筒节组焊而成,因此其组装实际上包括单个筒节的组焊(主要为纵缝的焊接)及筒节的组装(主要为环缝的焊接)两方面的任务。
1.纵缝的组装
筒节通常都是整体制造、发货的,因此纵缝的组装一般都在成形工序中完成。
由于圆筒卷弯后,其纵向接缝不可能十分正确,当圆筒的筒壁较薄而直径又较大时,会因筒体自重而变成椭圆形。此外,还存在错口、错边、间隙不均等问题。为此,在纵缝焊接前要对各种缺陷进行矫正或调整,焊接完成后,还需针对其可能存在的较大圆度差进行矫圆,具体操作方法参见本书“4.3.2圆筒的滚弯操作技法”的相关内容。
图6-23所示为几种对齐圆筒扳边的方法。图6-24a、b所示分别为生产中常用的用螺旋拉紧器调节圆筒纵缝的方法及用环形推撑器消除薄壁圆筒椭圆的方法。
2.环缝的组装
当筒身较长,且由几节圆筒相接或两端面装有封头时,在接缝处便会有环形的焊缝。为了使相接的圆筒位于同一中心线上和使封头的环缝符合图样的技术要求,就必须对环缝进行有效地装配操作。筒体环缝的组对组装分卧式及立式两种方法。立式组装比卧式组装操作方便,也不需要较大的场地,但对起吊高度有一定的要求。具体采用哪种方法要视吊车的最大起重高度和最大起重吨位等条件而定,在条件允许的情况下应尽量采用立式组对。
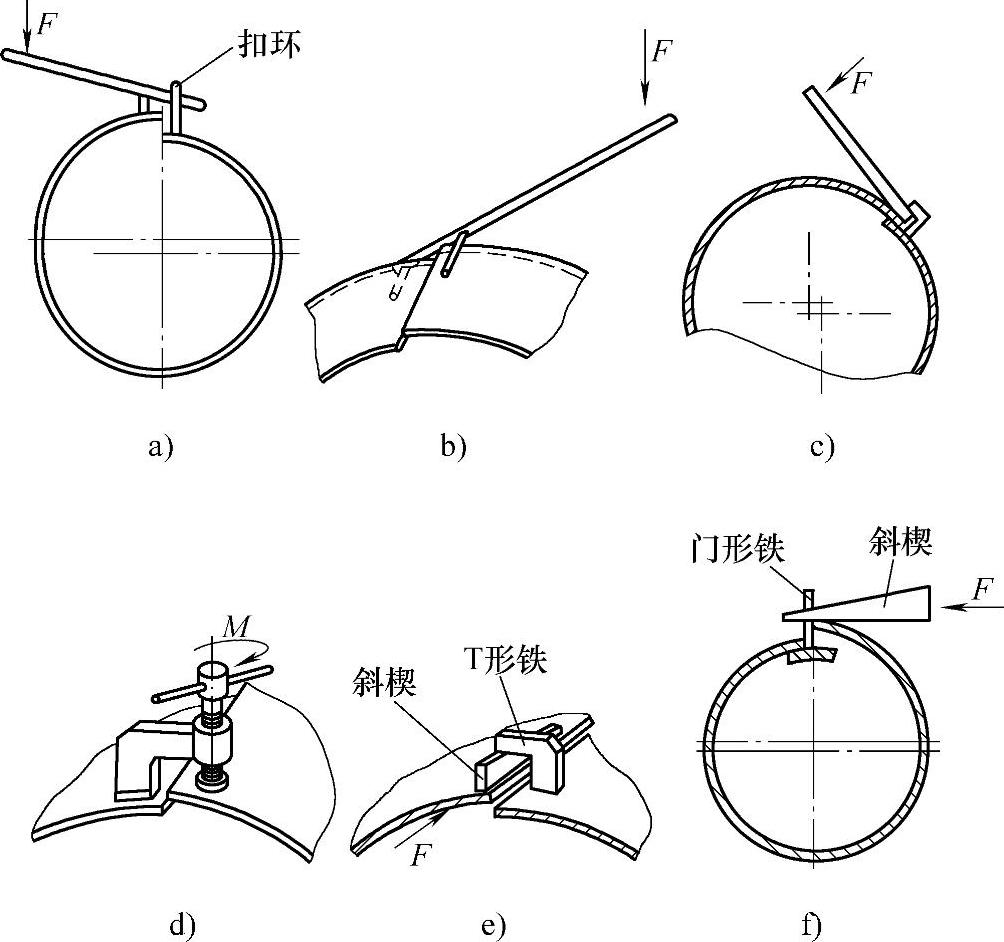
图6-23 对齐圆筒扳边的方法
a)、b)、c)用杠杆 d)用螺旋压马 e)用楔条压马 f)用门形铁
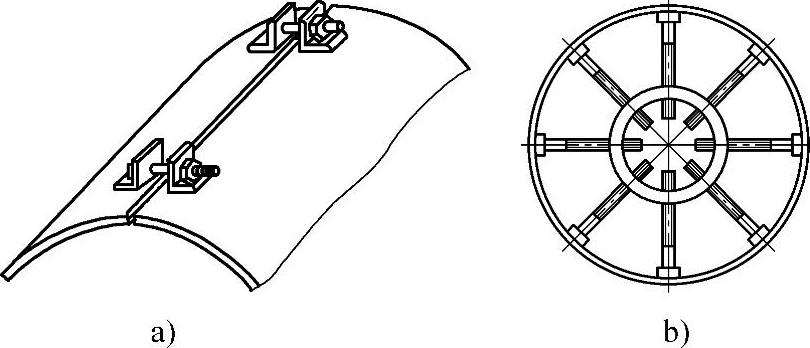
图6-24 圆筒纵缝间隙及椭圆的调整
(1)卧式组装 卧式组对的筒体形式是多种多样的,既有直径大的,也有直径小的;有厚板的,也有薄板的;有两节组对的,也有多节组对的。无论哪种形式的环缝组对,为使参与组装的各圆筒同心,并便于筒体的翻转,装配工作常在滚轮架上进行。图6-25a所示为手动的滚轮架。为保证组装的圆筒同心,滚轮架上的每个滚轮直径大小要相等,每一对滚轮的横向距离和高低位置要相同,这样才能保证每个滚轮都处在一个水平面上。由于圆筒本身的重量较大,因此装配时不需要外力夹紧,筒身的转动可手动或借助杠杆撬动来进行。对较大或较长的筒体,为减轻组装时手工翻转筒体的劳动强度,也可采用电动机驱动的滚轮架。
如果两个圆筒节直径不大,但长度较长时,为了防止筒节因自重而发生弯曲,就要求用较多的支承滚轮,但滚轮数目越多,要保证它们在同一水平面上就越困难,所以细长的圆筒节对接时,可以用图6-25b所示的由两根刚度较大的圆钢管组成的辊筒式滚架进行装配(辊筒本身可以回转)。如果在装配过程中很少翻转,可以用两根圆钢管组成的胎模(见图6-25c)或两根平直的型钢来代替辊筒(见图6-25d)。
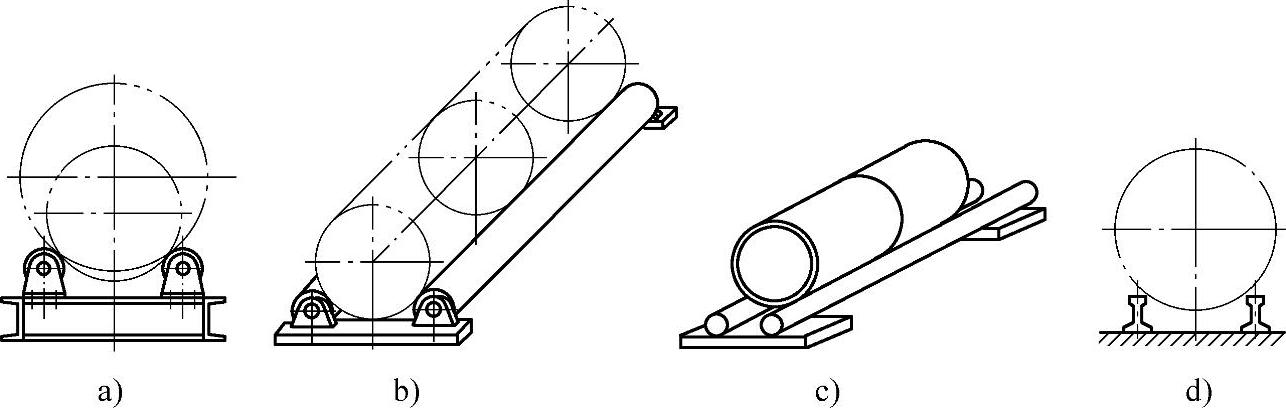
图6-25 圆筒环缝的装配架
对于多节大直径筒体的组装,则往往将电动机驱动的滚轮架与手动的滚轮架两种胎模配合使用。
利用上述的滚轮架装配可以使整个筒体不发生弯曲,但当圆筒直径存在的偏差或圆筒周边存在局部缺陷时,就不能使整个筒体同心及接口完全吻合,此时在装配时必须进行调整。如果两个圆筒节直径存在偏差,则在装配时应将直径偏小的圆筒节垫高,以使壁厚的偏差均匀并获得同心。
1)卧式组对的原则。筒体卧式组装时,各组装件的组对应以组对筒体形成的椭圆为同向椭圆为准则,即组对应保证长轴对长轴,短轴对短轴,这样即使椭圆度再大也不会影响组对;反之,即使椭圆度再小,也不利于组对。
图6-26a所示为正确的组对方式,两小段筒体分别置于采用电动机驱动的滚轮架及手动的滚轮架上,由于各转胎能保证等高、等跨度,且受力方向相同形成同方向椭圆,因此错口小,能保证组对安装的需要。图6-26b所示为错误的组对方式,这是由于一段圆筒置于电动机驱动的滚轮架上,另一段用吊车托吊,其受力方向不同形成异方向椭圆,前者形成长轴在横方向的椭圆,后者形成长轴在纵方向的椭圆,错口大,组对难度大,故难以保证组对质量。
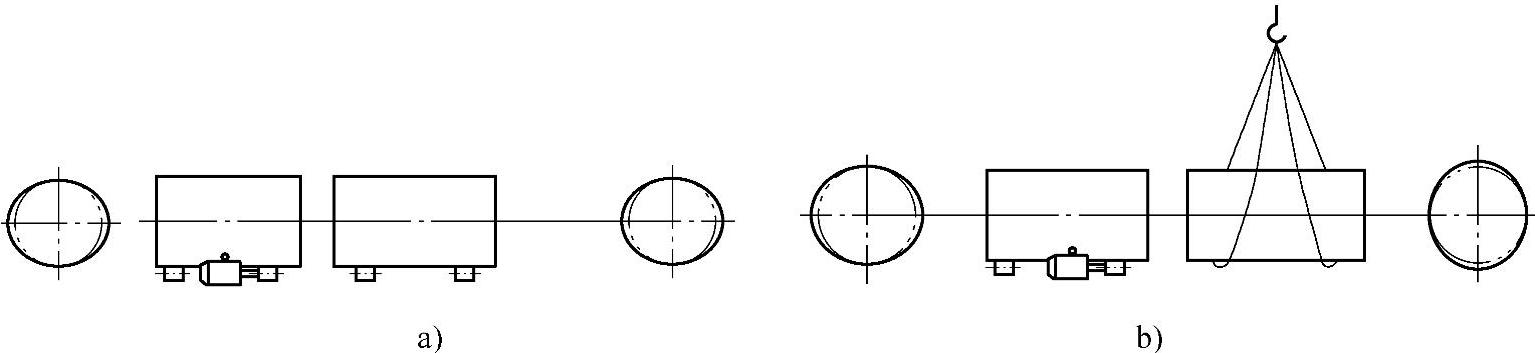
图6-26 筒体组对的原则
2)组对胎模的布局和设计。根据实践经验,主动胎必须放在中部(见图6-27a),不能放在端头,这是因为端头的重量太小致压力不够,摩擦力太小致筒体不易转动。
胎模的设计主要是设计其高度和跨度,即在保证各转胎高度相等的前提下,还要保证跨度相等,这样才能保证两端口形成的椭圆度基本相同。其跨度包角为45°~60°(见图6-27b、c)。检验方法可用直尺量取和拉线相结合的方法使各胎等高、等跨度并平行。
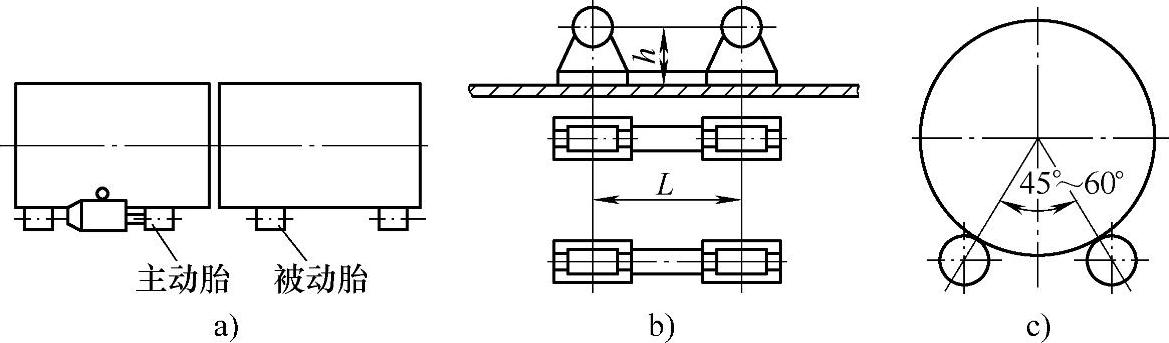
图6-27 胎模的布局和设计
筒体的起吊方法主要有图6-28所示的几种方法,其中图6-28a所示为双绳托吊,图6-28b所示为单绳锁吊,图6-28c所示为吊耳配倒链吊,具体选用哪种方法应视具体情况来定。
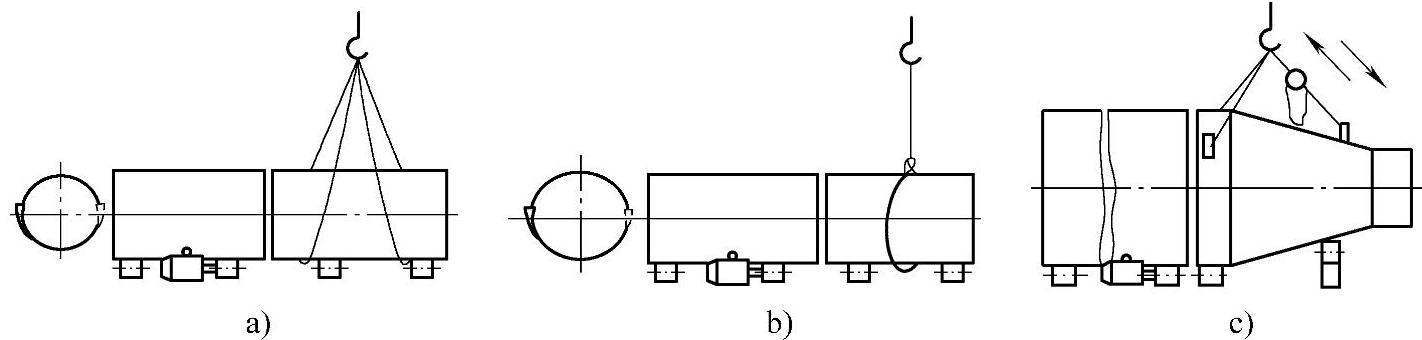
图6-28 筒体的起吊方法
3)卧式组装的调整。筒体在组装过程中,往往会因椭圆、错口、间隙不均匀等缺陷而需要调整,主要有以下调整方法。
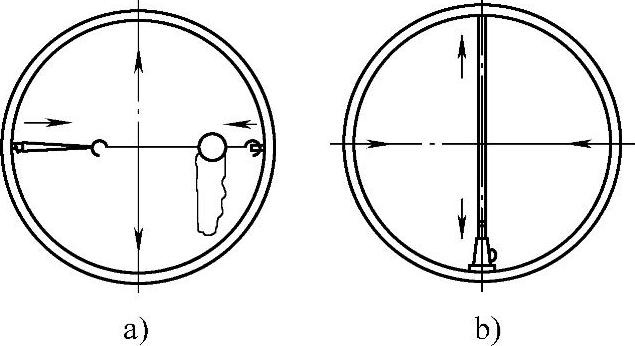
图6-29 调椭圆度方法
①调椭圆度方法。图6-29所示为调椭圆度的常用方法。图6-29a所示为倒链法,即将两吊耳焊于最大长轴方向,通过绳索用力后,长轴缩短,短轴增长,使椭圆得以调整。图6-29b所示为千斤顶法,即将千斤顶和顶杆置于最大短轴上,施力后短轴扩大,长轴缩短,使椭圆得以调整。
②间隙不均匀的处理方法。图6-30所示为处理间隙不均匀的常用方法。当下部或水平位置间隙合适而上部间隙大时,可在间隙合适处先定位焊一点,然后利用吊车的吊力使上部间隙缩小,如图6-30a、b所示。当中部间隙合适而下部间隙大时,可在间隙合适处先定位焊一点,然后用千斤顶或吊车使下部间隙缩小,上部间隙自然扩大,如图6-30c、d所示。
③中部范围间隙大的处理方法。对于中部范围间隙大的缺陷可用倒链处理,如图6-31所示。
④中部范围间隙小的处理方法。中部范围的间隙小,可采用先定位焊夹具,再配合千斤顶、楔铁等工具将间隙扩大。图6-32a所示为千斤顶法,图6-32b所示为楔铁法,图6-32c所示为正反丝杆处理法(图中两端螺纹的旋向是相反的)。(https://www.xing528.com)
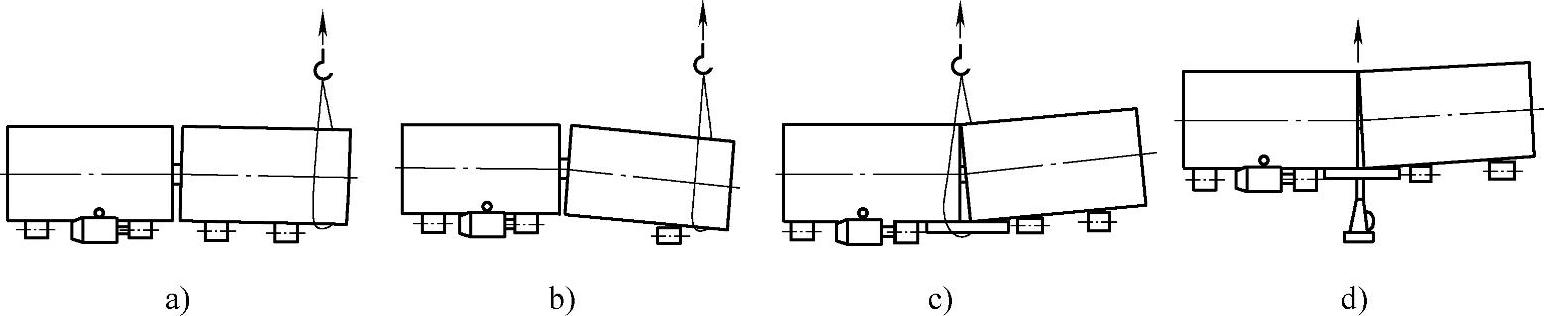
图6-30 间隙不均匀的调整方法
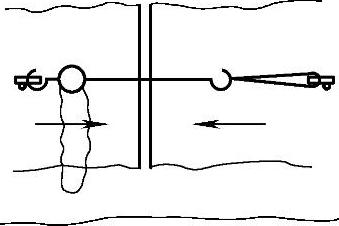
图6-31 用倒链缩小环缝间隙的方法
⑤错口的处理方法。除转动筒体和调整吊车吊力、方位可调整错口外,还可用图6-33所示的方法处理。其中图6-33a所示为楔铁法,图6-33b所示为千斤顶法,图6-33c所示为螺旋压马法,图6-33d所示为楔铁加压马法。
⑥保证错边量的方法。由于下料、卷制和焊接等工序的差异,筒体环缝各端面的周长不一定相等,因而产生了错边量。因此,筒体组装前,要对筒体每一道环焊缝两侧周长进行测量,得出各自的展开长度偏差,并换算成直径的偏差,找出相互间存在的错边量范围,通过错边量的调整,将这些偏差在圆周上均匀消化(见图6-34a)。错边量的调整方法如图6-34b、c所示。其中图6-34b所示为楔铁调节法,图6-34c所示为螺栓调节法。
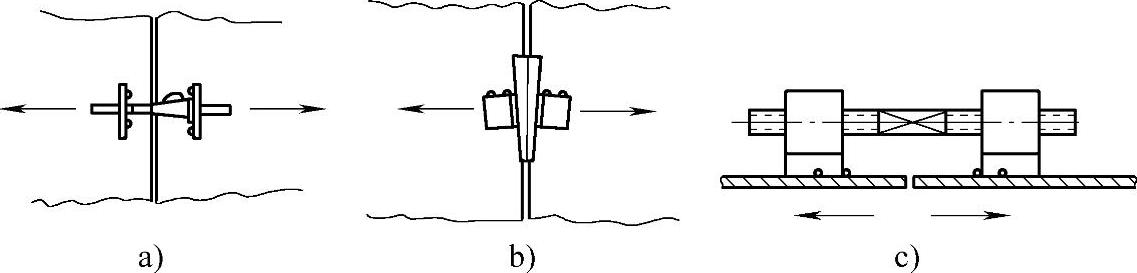
图6-32 扩大间隙的方法

图6-33 调错口的方法
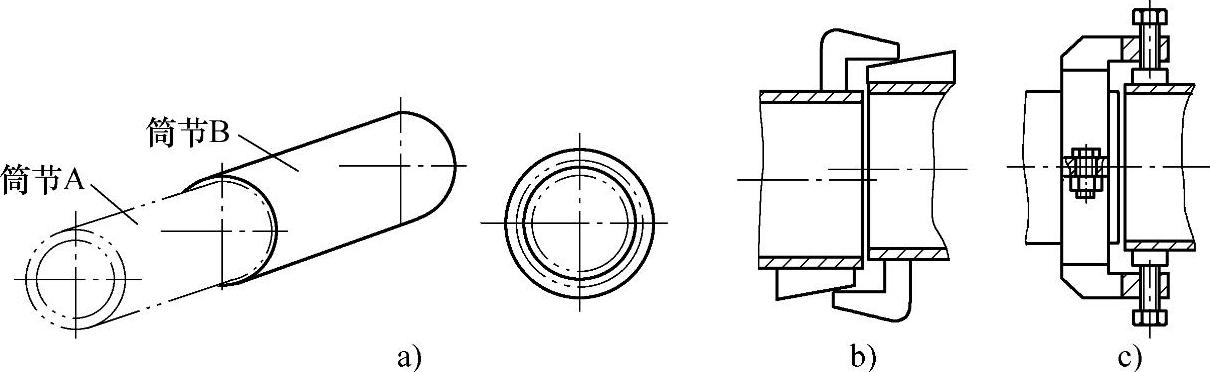
图6-34 保证错边量的原则与方法
(2)立式组装 立式组装除具有占用场地面积小等优点外,还可方便地观察筒体四周所显示的缺陷,并便于处理。采用圆筒立装,一般均要使用起重设备协助装配,同时还要使用一些简单轻便的辅助工具进行配合。
1)组对的方法。立式组对大致有三种方法:一是斜楔组对法,二是四点固定法,三是综合处理法,至于采用哪种方法,要根据筒体直径的大小和板厚情况来决定。
①斜楔组对法。图6-35所示为斜楔组对法示意图。此法一般适用于直径较小、板厚较薄的筒体,一般不必量取两端口的周长,或计算其错口量,只要一次性调为相等的错口量和间隙,便可进行定位焊固定。
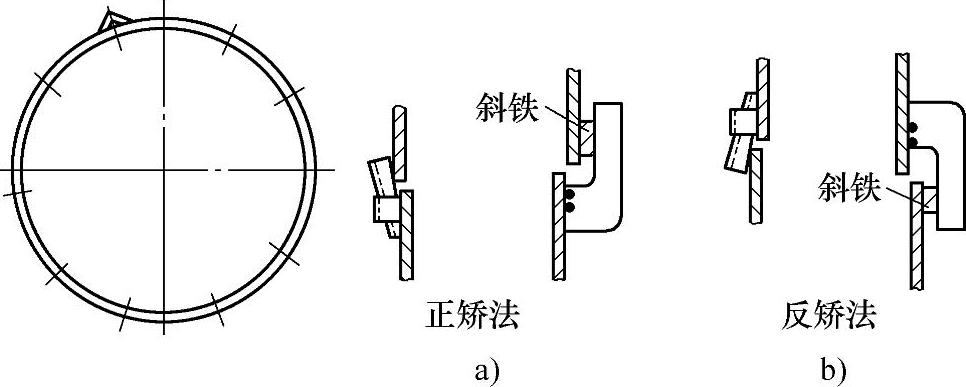
图6-35 斜楔组对法
一般采用正矫法(见图6-35a),因为便于打锤施力矫正;只有个别死角部位才用反矫法(见图6-35b),因为反矫法不便打锤施力。应该注意的是,不要见到上端口高就用正矫法,见到下端口高就用反矫法,因为上边高被矫后,必缩小该处的下边高。
②四点固定法。四点固定法是将上下端口经量取外周长并同时分出四等分后,标出每等分的度数,再通过手工撬拨使相对应的度数线重合,将四个度数线定位焊固定后,再在每区间内按预定的错口量定位焊(见图6-36)。此法多用于刚性小的薄板筒体,因为薄板筒体便于撬拨移位。
③综合处理法。综合处理法是从第一个定位焊点开始,按顺序沿一侧或两侧(视吻合情况,沿一侧或两侧交替进行)根据预定的错口量往前定位焊。用直尺法或目测法或手感法保证错口量,定位焊到1/2或2/3周长时,重新确定剩余周长的错口量,按此错口量继续往前定位焊或用斜楔组对法处理,如图6-37所示。
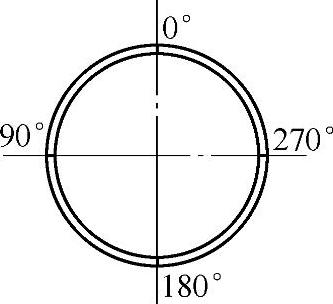
图6-36 四点固定法
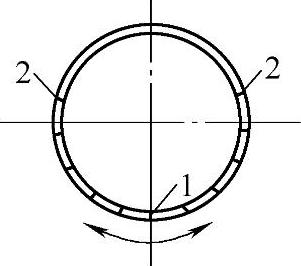
图6-37 综合处理法
1—开始固定点 2—第一次定位焊终点
2)立式组装的调整。同样筒体在立式组对环缝时,常出现错口、间隙过大或过小等缺陷而需要调整,主要有以下调整方法。
①用吊车处理各种缺陷的方法。调整吊车的位置和吊力可调整一切组对缺陷,吊钩的上下移动可调整间隙的大小,吊钩的左右、前后移动可调整错口,再灵活配以夹具效果会更好,如图6-38所示。
②处理错口的方法。错口可用图6-39所示的方法处理。图6-39a所示为用楔铁提压,或用扁嘴铁撬拨,或两者并用。图6-39b所示为螺旋压马提压法,此法简单易行,只在底板的前端定位焊固定底座即可实现。图6-39c所示为用扁嘴小撬棍提压,主要适用于薄板和错口小的筒体的处理。图6-39d所示为楔铁加压马法,具有操作简单,处理效果好等优点。
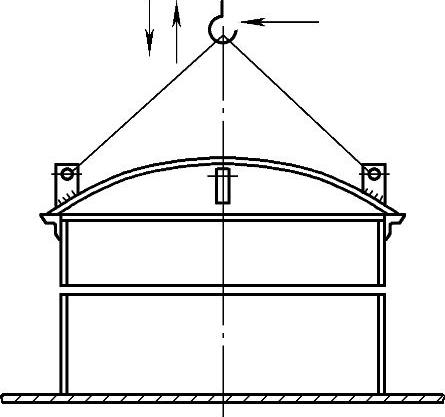
图6-38 吊车处理各种 缺陷的方法
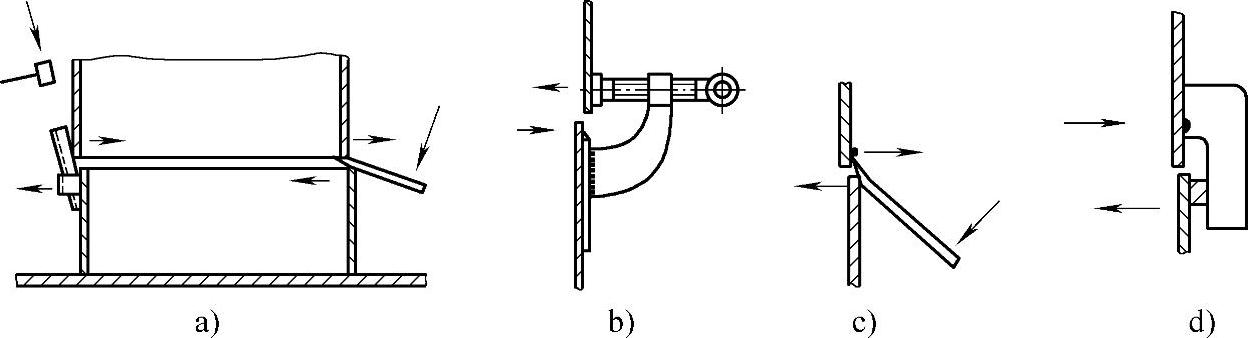
图6-39 处理错口的方法
③保证间隙均匀一致的方法。无论卧式组对还是立式组对,都应先保证周向的间隙均匀,才能保证直线度。为此,要借助所使用的焊接方法来保证应保留的间隙。如用焊条电弧焊,为焊透需要,要留3~5mm的间隙,在定位焊前要用ϕ3.2mm的焊条作为塞尺,检查合格后才能定位焊;如用埋弧焊时,因穿透能力较高,可不留间隙。当出现间隙不均匀时,应在刚开始定位焊时通过吊车的吊力进行调节,如果定位焊到半周再用吊车调整,其效果就不明显了。因此,从开始定位焊起,就应注意其间隙的均匀。当定位焊到半周后出现间隙不一致,若用调整吊车的吊力不见效,则可用以下几种方法处理,即倒链缩小间隙法、千斤顶法、楔铁法和正反丝杆处理法等。
④最后小范围间隙或错口不符合要求时的补救方法。这种情况的唯一补救方法是磨开或割开许多焊点,使更多的周长参与错口量的分配,直至错口量在公差范围内,然后按新定的错口量和间隙定位焊完毕。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。