



氩气是惰性气体,它既不与金属发生化学反应,又不溶于液态金属,故能有效地防止空气对熔池的有害影响。氩弧焊由于是用惰性气体氩作为保护气体,因此适用于焊接各类合金钢、易氧化的非铁金属,以及锆、钽、钼等稀有金属,并且因电弧在压缩气流下燃烧,热量集中,熔池较小,所以焊接速度较快,热影响区较窄,工件焊后变形小。
氩弧焊几乎可用于所有金属和合金的焊接,目前,主要用于焊接铝、镁、钛及其合金,低合金钢,耐热钢,不锈钢等,对于低熔点和易蒸发的金属(如铅、锡、锌)焊接较困难。由于氩气成本较高,氩弧焊的设备及控制系统比较复杂,为了防止保护气流被破坏,氩弧焊只能在室内进行焊接。
焊接用氩气一般用钢瓶装运,钢瓶涂灰色漆,瓶外写深绿色“纯氩”字样。氩气中含有氧、氮、二氧化碳或水分时会降低氩气的保护作用,并造成夹渣气孔等缺陷,因此焊接铝、镁及其合金时,氩气纯度应不小于99.9%(质量分数);焊接不锈钢、耐热钢、铜及其合金时,氩气纯度应不小于99.7%(质量分数)。
氩弧焊分为熔化极氩弧焊和钨极氩弧焊两种(见图5-35)。
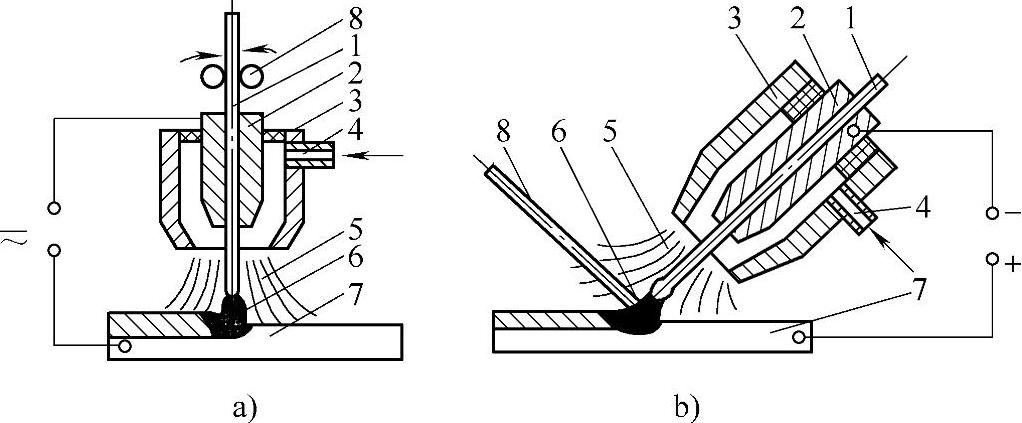
图5-35 氩弧焊示意图
a)熔化极氩弧焊 b)钨极氩弧焊
a)图中:1—焊丝 2—导电嘴 3—喷嘴 4—进气管 5—氩气流 6—电弧 7—母材 8—送丝轮 b)图中:1—钨极 2—导电嘴 3—喷嘴 4—进气管 5—氩气流 6—电弧 7—母材 8—填充焊丝
熔化极氩弧焊用可熔化的金属焊丝作电极,并兼作焊接时的填充材料。熔化极氩弧焊可分为自动熔化极氩弧焊和半自动熔化极氩弧焊两种形式,半自动焊时,由焊工手持焊炬(焊枪)进行操作。熔化极氩弧焊允许使用较大的电流,适用于较厚焊件的焊接。
钨极氩弧焊用钨或钨合金作电极,焊接时钨极与焊件间产生电弧,因钨极不熔化,所以又称非熔化极氩弧焊。钨极氩弧焊焊接时需要外加焊丝熔入熔池。由于钨极氩弧焊采用高熔点的钨棒作为电极,而钨极消耗很慢,因此易于实现机械化。但钨极氩弧焊钨极的载流能力有限,因此仅适用于薄件的焊接。
钨极氩弧焊可分为自动钨极氩弧焊和手工钨极氩弧焊两种形式。图5-36所示为手工钨极氩弧焊的设备组成示意图。其设备组成可分为焊接电源系统、控制系统、供气系统和焊炬几部分。
钨极氩弧焊所焊接的板材厚度范围,从生产率考虑,以3mm以下为宜。对于某些厚壁重要构件(如压力容器及管道),在底层熔透焊道焊接、全位置焊接和窄间隙焊接时,为了保证底层焊接质量,往往采用氩弧焊打底。
不同的金属材料,在进行钨极氩弧焊时要求不同的电流种类及极性。铝、镁及其合金一般选用交流电流,而其他金属焊接均采用直流正接。直流钨极氩弧焊采用直流电流,没有极性变化,因此电弧燃烧非常稳定。然而它有正、负极性之分,工件接电源正极,钨极接电源负极称为正接法,反之,则称为反接法。(https://www.xing528.com)
采用直流正接法,钨极烧损极少,电弧比较稳定,但不能除去金属表面的氧化膜。除铝、镁合金外,其他金属表面不存在高熔点的氧化膜问题,故一般金属焊接均采用此种连接方法。直流反接法在生产实际中使用很少。
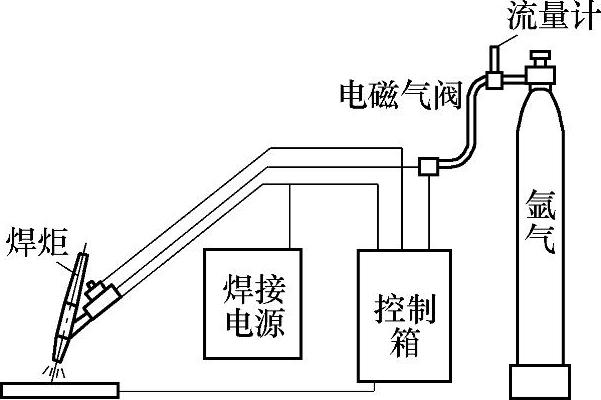
图5-36 手工钨极氩弧焊设备组成示意图
交流钨极氩弧焊电流的极性呈周期性地变换,相当于在每个周期里半波为直流正接,半波为直流反接。正接的半波期间,钨极可以发射足够的电子而又不至于过热,有利于电弧的稳定;反接的半波期间,工件表面生成的氧化膜很容易被清理掉而获得表面光亮美观、成形良好的焊缝。这样,同时兼顾了阴极清理作用和钨极烧损少、电弧稳定性好的效果。对于活泼性强的铝、镁及其合金以及铝青铜等金属一般都选用交流氩弧焊。
采用钨极氩弧焊焊接时,焊枪、焊丝和工件之间必须保持正确的相对位置(见图5-37)。焊枪喷嘴端部与工件的距离应控制在8~14mm之间,距离越大,气体保护效果越差,但距离太近会影响焊工视线,且容易使钨极与熔池接触而短路,产生夹钨。
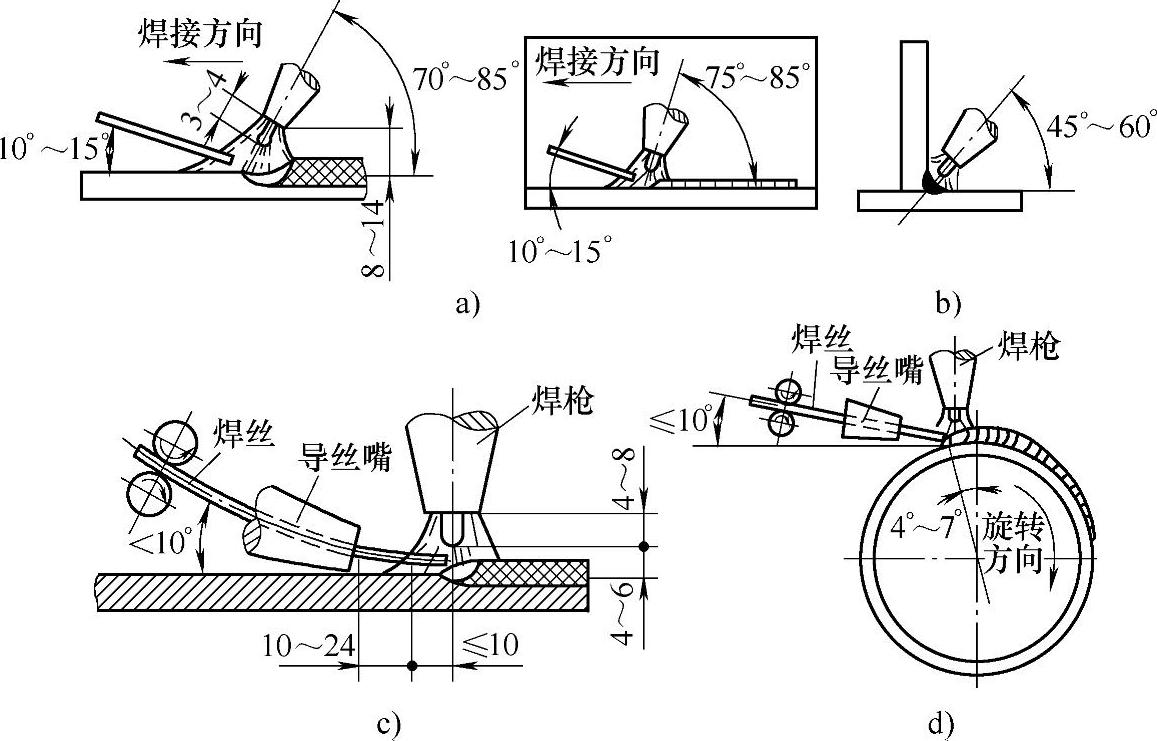
图5-37 焊枪、焊丝和工件之间的相对位置
a)对接氩弧焊 b)角接氩弧焊 c)平对接氩弧自动焊 d)环缝氩弧自动焊
焊直缝通常采用左向焊法。焊丝与工件间的角度不宜过大,否则会扰乱电弧和气流的稳定。如果是手工钨极氩弧焊,送丝可以采用断续送进和连续送进两种方法,但要绝对防止焊丝与高温的钨极接触,以免钨极被污染、烧损,以及电弧稳定性被损坏。此外,断续送丝时要防止焊丝端部移出气体保护区而被氧化。采用环缝自动钨极氩弧焊时,焊枪应逆旋转方向偏离工件中心线一定距离,以便于送丝及保证焊缝的良好成形。
氩弧焊的焊丝通常按照焊件母材的化学成分和焊缝力学性能来选用,有时也可采用母材的切条作为手工钨极氩弧焊的填充焊丝。
常见金属材料采用氩弧焊时推荐选用的焊丝可参见表5-9。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。