



CO2气体保护焊的操作方法,按其焊枪的移动方向(向左或向右),可分为左向焊法(见图5-29a)和右向焊法(见图5-29b)两种。
采用右向焊法时,熔池可见度及气体保护效果都比较好,但焊接时不便观察接缝的间隙,容易焊偏,而且由于焊丝直指熔池,电弧对熔池有冲刷作用,如果操作不当,可使焊波高度过大,影响焊缝成形。
采用左向焊法时,喷嘴不会挡住焊工视线,能够清楚地看到接缝,故不容易焊偏,并且能够得到较大的熔宽,焊缝平整美观,因此,一般都采用左向焊法。同时,焊工必须正确控制焊枪与焊件间的倾角和喷嘴高度,使焊枪和焊件保持合适的相对位置。
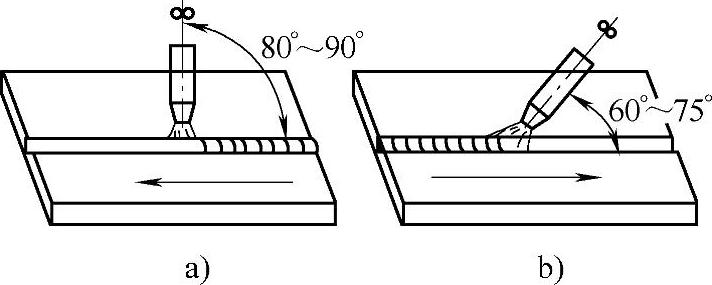
图5-29 左向焊法和右向焊法示意图
1.CO2气体保护焊的基本操作
进行CO2气体保护焊时,要保证持枪手臂处于自然状态,手腕能够灵活自由地带动焊枪进行各种操作。CO2气体保护焊不同施焊位置的操作姿势如图5-30所示。
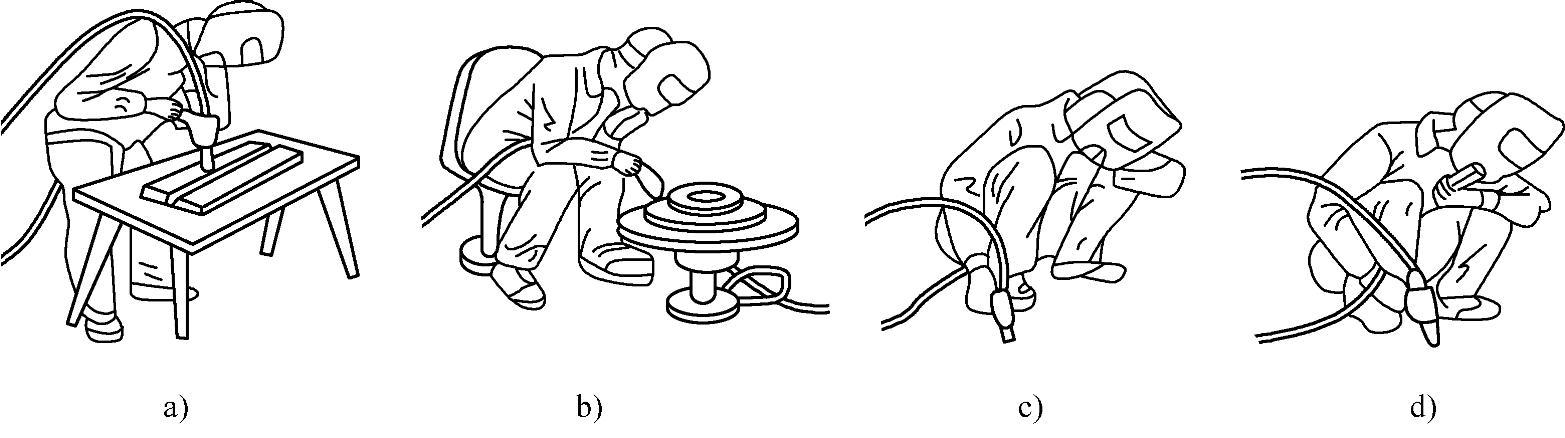
图5-30 CO2气体保护焊常用操作姿势
a)站姿施焊 b)坐姿施焊 c)左向焊姿势 d)右向焊姿势
与焊条电弧焊一样,引弧、运弧及收弧也是CO2气体保护焊最基本的操作,但操作手法与焊条电弧焊有所不同。
(1)引弧 引弧的具体操作步骤为:首先按遥控盒上的点动开关或按焊枪上的控制开关,点动送出一段焊丝,伸出长度需小于喷嘴与工件间应保持的距离。然后将焊枪按要求(保持合适的倾角和喷嘴高度)放在引弧处,此时焊丝端部与工件未接触,喷嘴高度由焊接电流决定。若操作不熟练,最好双手持枪。最后按焊枪上的控制开关,焊机自动提前送气并延时接通电源。保持高电压,当焊丝碰撞工件短路后,自动引燃电弧。短路时,焊枪有自动顶起的倾向,引弧时要稍用力下压焊枪,防止因焊枪抬高、电弧太长而熄灭。整个引弧过程如图5-31所示。
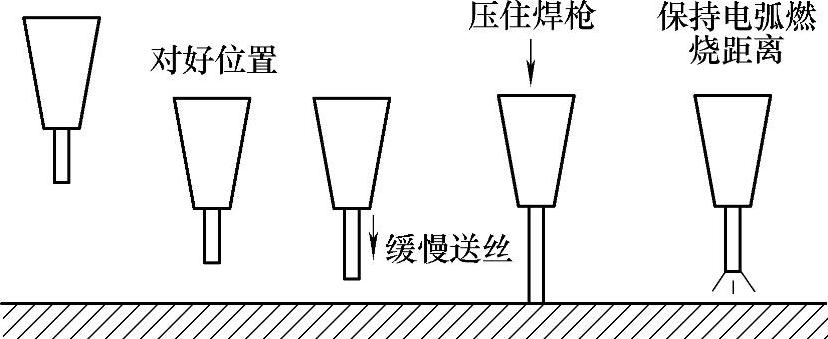
图5-31 引弧过程
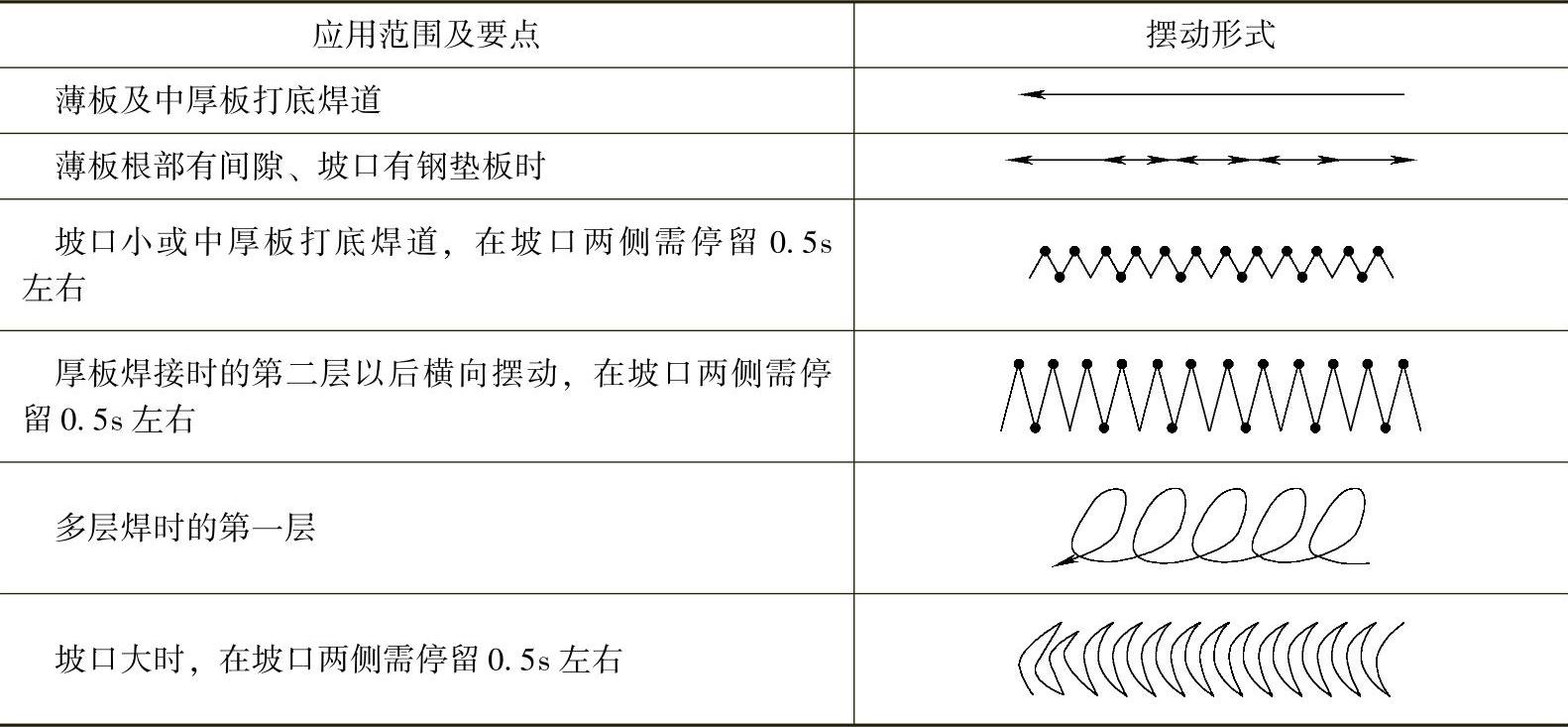
(2)运弧 为控制焊缝的宽度和保证熔合质量,CO2气体保护焊也要像焊条电弧焊那样,焊枪要做横向摆动。通常,为了减少热输入、热影响区,减小变形,不应采用大的横向摆动来获得宽焊缝,应采用多层多道焊来焊接厚板。焊枪的主要摆动形式及应用范围见表5-8。
表5-8 焊枪的主要摆动形式及应用范围
(3)收弧 CO2气体保护焊机有弧坑控制电路,焊枪在收弧处停止前进,就会同时接通此电路,使焊接电流与电弧电压自动变小,待熔池填满时断电。如果焊机没有弧坑控制电路,或因焊接电流小没有使用弧坑控制电路,焊枪在收弧处停止前进,并在熔池未凝固时,会反复断弧,需引弧几次,直至弧坑填满为止。注意操作时动作要快,如果熔池已凝固才引弧,则可能产生未熔合及气孔等缺陷。(https://www.xing528.com)
收弧时应在弧坑处稍作停留,然后慢慢抬起焊枪,这样就可以使熔滴金属填满弧坑,并使熔池金属在未凝固前仍受到气体的保护。若收弧过快,容易在弧坑处产生裂纹和气孔。
2.板材各种焊接位置的CO2保护焊操作
板材的焊接位置分为平焊、横焊和立焊等。对于不同的焊接位置,进行CO2气体保护焊操作时,应注意以下内容。
(1)平焊 平板对接焊,一般采用左向焊法。薄板平对接焊时,焊枪做直线运动,如果有间隙,焊枪可做适当的横向摆动,但幅度不宜过大,以免影响气体对熔池的保护作用。对中、厚板V形坡口的对接焊,底层焊缝应采用直线运动,焊上层时焊枪可适当地横向摆动。
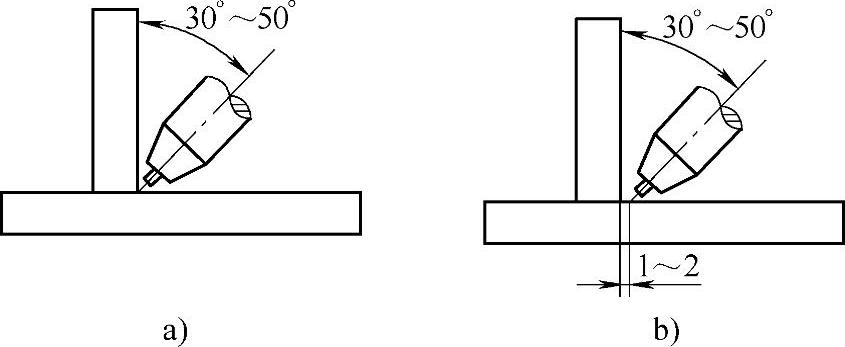
图5-32 平角焊时焊枪的位置
平角焊和搭接焊采用左向焊法或右向焊法均可,不过右向焊法的外形较为饱满。焊接时,要根据板厚和焊脚尺寸来控制焊枪的角度。不等厚焊件的T形接头平角焊时,要使电弧偏向厚板,以使两板加热均匀。等厚板焊接时,如果焊脚尺寸小于5mm,可将焊枪直接对准夹角处,其焊枪的位置如图5-32a所示;而当焊脚尺寸大于5mm时,需将焊枪水平偏移1~2mm,同时焊枪与焊接方向保持75°~80°的夹角,如图5-32b所示。
(2)立焊和横焊 立焊有两种操作方法,一种是由下向上焊接,焊缝熔深较大,操作时如适当地作三角形摆动,可以控制熔宽,并可改善焊缝的成形,这种焊法一般多用于中、厚板的细丝焊接;另一种是由上向下焊接,速度快,操作方便,焊缝平整美观,但熔深浅,接头强度较差,一般多用于薄板焊接。
横焊多采用左向焊法,焊枪做直线运动,也可作小幅度的往复摆动。图5-33a、b所示分别为立焊和横焊时焊枪与焊件的相对位置。
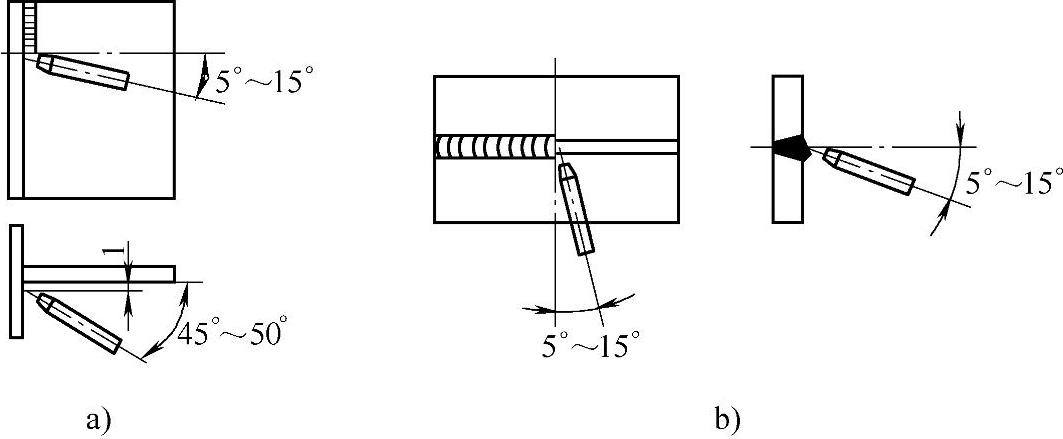
图5-33 立焊和横焊时焊枪与焊件的相对位置
(3)仰焊 仰焊应采用较细的焊丝、较小的焊接电流及短弧,以增加焊接过程的稳定性,CO2气体流量也要比平、立焊时稍大一些。薄板件仰焊一般多采用小幅度的往复摆动。中、厚板仰焊,应适当地横向摆动,并在接缝或坡口两侧稍停片刻,以防焊波中间凸起及液态金属下淌。仰焊时焊枪的空间位置如图5-34所示。
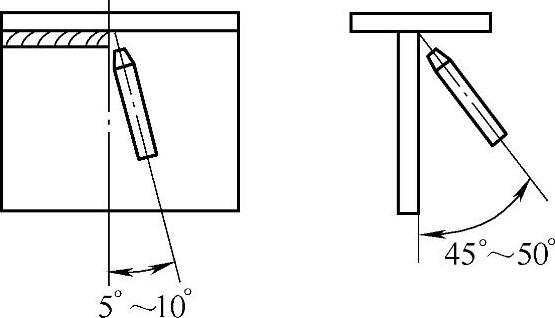
图5-34 仰焊时焊枪的位置
3.正确选用焊丝
由于CO2是氧化性气体,在电弧高温下能分解为CO和O,使钢中的碳、锰、硅及其他合金元素烧损。为保证焊缝的合金元素,需采用含锰、硅较高的低碳钢丝或含有相应合金元素的合金钢丝。例如,焊接低碳钢常用H08MnSiA焊丝,焊接低合金结构钢常用H08Mn2SiA焊丝。
表5-9给出了常用金属材料采用CO2气体保护焊或氩弧焊时推荐选用的焊丝。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。