



焊接接头是用焊接方法连接的接头,它由焊缝、熔化区和热影响区三部分组成。对于不同的焊接接头,其坡口形式也不尽相同。焊接接头的坡口形式主要由间隙、坡口角度和钝边高度三要素组成。对于不同的料厚及不同的焊接接口形式,其焊接坡口的选取也有所不同。
1.焊接接头的形式
在钢结构焊接中,由于焊件厚度、结构形状和使用条件的不同,其接头形式和坡口形式也不同。焊接接头形式可分为对接接头、角接接头、T字接头及搭接接头四种。
(1)对接接头 对接接头是把同一平面上的两被焊工件相对焊接起来而形成的接头。它是焊接结构中使用最多的一种接头形式。按照焊件厚度和坡口准备的不同,对接接头一般可分为不开坡口、V形坡口、X形坡口、单U形坡口和双U形坡口五种形式,如图5-7所示。
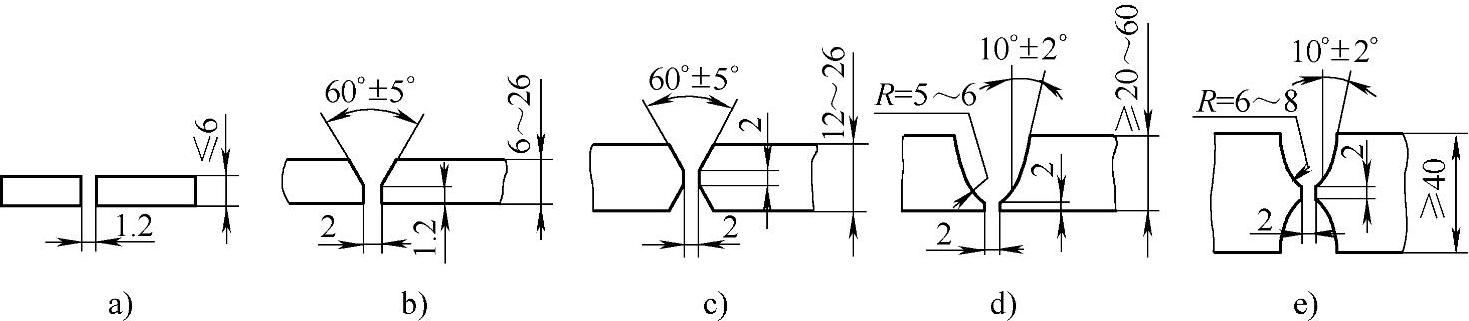
图5-7 对接接头形式
a)不开坡口 b)V形坡口 c)X形坡口 d)单U形坡口 e)双U形坡口
(2)角接接头 角接接头是两被焊工件端面构成大于30°且小于135°夹角的接头。根据焊件厚度和坡口准备的不同,角接接头可分为不开坡口、单边V形、V形以及K形四种形式,如图5-8所示。
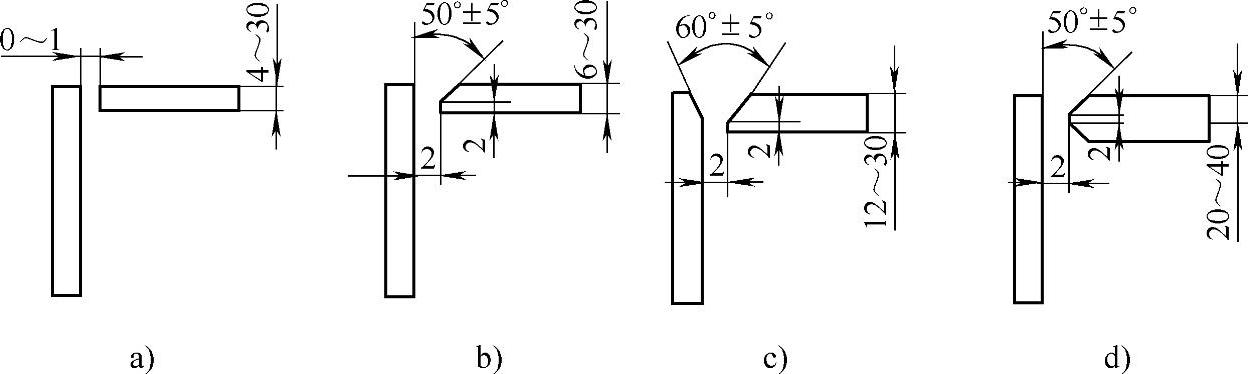
图5-8 角接接头形式
a)不开坡口 b)单边V形坡口 c)V形坡口 d)K形坡口
(3)T字接头T字接头(包括斜T形、三联接头和十字接头)是把互相垂直的或成一定角度的被焊工件(两块板或三块板)用角焊缝连接起来的接头,是一种典型的电弧焊接头,能承受各种方向的力和力矩。这种接头形式应用范围比较广,在船体结构中,约70%的焊缝是采用这种接头形式。按照焊件厚度和坡口准备的不同,T字接头可分为不开坡口、单边V形、K形以及双U形四种形式,如图5-9所示。

图5-9 T字接头形式
a)不开坡口 b)单边V形坡口 c)K形坡口 d)双U形坡口
当T字接头作为一般连接焊缝,并且钢板厚度为2~30mm时,可不必开坡口。若T字接头的焊缝要求承受载荷,则应按钢板厚度和对结构的强度要求开适当的坡口,使接头焊透,以保证接头强度。(https://www.xing528.com)
(4)搭接接头 搭接接头是把两被焊工件部分地重叠在一起或加上专门的搭接件用角焊缝或塞焊缝、槽焊缝连接起来的接头。根据其结构形式和对强度的要求,搭接接头可分为不开坡口、圆孔内塞焊、长孔内角焊三种形式,如图5-10所示。
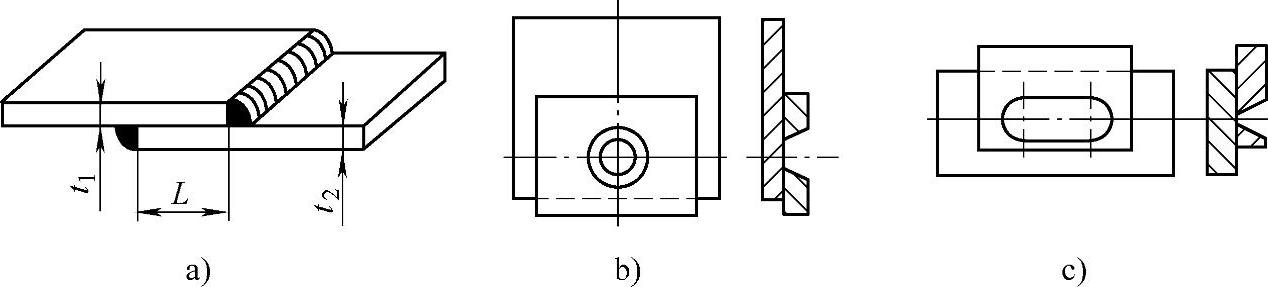
图5-10 搭接接头形式
a)不开坡口 b)圆孔内塞焊 c)长孔内角焊
不开坡口的搭接接头,一般用于厚度在12mm以下的钢板,其重叠部分长度L≥2(t1+t2),并采用双面焊接。这种接头的装配要求不高,接头的承载能力低,所以只用在不重要的结构中。
当遇到重叠钢板的面积较大时,为了保证结构强度,可根据需要分别选用圆孔内塞焊和长孔内角焊的接头形式。这种形式特别适于被焊结构狭小处以及密闭的焊接结构。圆孔和长孔的大小和数量,应根据板厚和对结构的强度要求而定。
2.焊接坡口的选取
在焊接件上开坡口是为了保证焊缝根部焊透,便于清除焊渣,获得较好的焊缝成形,而且坡口能起调节基本金属和填充金属比例的作用。钝边是为了防止烧穿,钝边尺寸要保证第一层焊缝能焊透。间隙也是为了保证根部能焊透。
选择坡口形式时,主要考虑的因素包括:保证焊缝焊透,坡口形状容易加工,尽可能提高生产效率、节省焊条,焊后焊件变形尽可能小。
对于厚度在6mm以下的钢板焊接,一般不开坡口,但重要结构,厚度在3mm时就要求开坡口。钢板厚度为6~26mm时,采用V形坡口,这种坡口便于加工,但焊后焊件容易发生变形。钢板厚度为12~60mm时,可采用X形坡口,这种坡口与V形坡口相比,在同样厚度下,它能减少焊着金属量1/2左右,焊件变形和内应力也比较小,主要用于大厚度及要求变形较小的结构中。单U形和双U形坡口的焊着金属量更少,焊后产生的变形也小,但坡口加工困难,一般用于较重要的焊接结构。
对于不同厚度的板材对接(见图5-11),如果厚度差(t-t1)未超过表5-4的规定,则焊接接头的基本形式与尺寸应按较厚板选取;否则,应在较厚的板上作出单面或双面的斜边,其削薄长度L≥3(t-t1)。
表5-4 厚度差范围 (单位:mm)


图5-11 不同厚度板材的对接
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。