



手工拱曲用工具有木锤、金属锤、砧座、顶杆和模具等,如图4-125所示。
根据所用工具的不同,拱曲的操作方法主要有顶杆拱曲、胎模拱曲等。
(1)顶杆拱曲 顶杆拱曲可直接成形零件,也可作为其他拱曲的后续工序,比如胎模拱曲成形到锤子无法继续时,需套在顶杆上继续进行。大直径拱曲件在顶杆上对外缘收边可节省大的型胎,并可在顶杆上进行矫正及修光外表面。
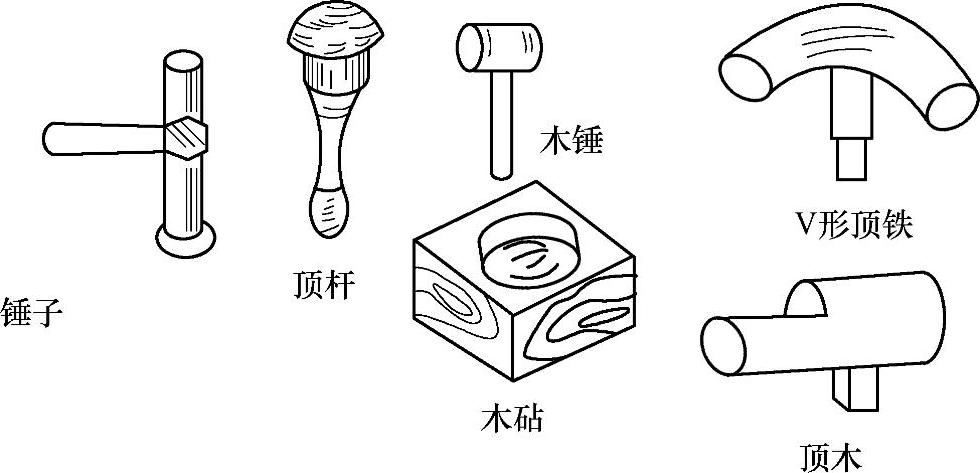
图4-125 拱曲用工具
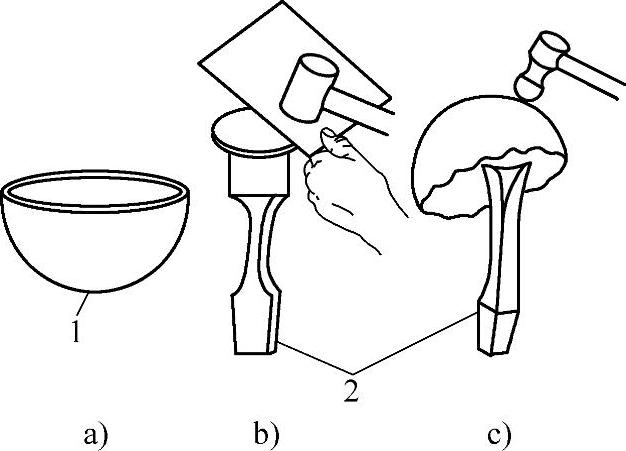
图4-126 半球形零件的拱曲
1—零件 2—顶杆(https://www.xing528.com)
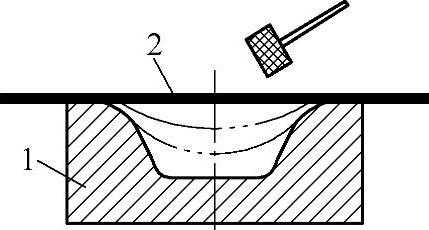
图4-127 胎模上拱曲
1—胎模 2—坯料
如在用顶杆手工拱曲图4-126a所示半球形零件时,可在顶杆上用收缩和排展交错的操作方法进行,即先将板料边缘用起皱钳做出皱褶,再在顶杆上将皱褶拍平,使板料向内弯曲,如图4-126b所示。然后轻轻而均匀地用木锤敲击中部,使中部的坯料伸展拱起。敲打的位置要稍稍超过支承点,且敲打位置要准确,否则容易打出凹痕,甚至打破。敲打时,用力要轻而均匀,而且打击点要稠密,边敲打边旋转坯料。根据目测随时调整敲打部位,使表面光滑、均匀。凸起的部位不应再敲打,否则越敲打越凸起。敲打到坯料中心时,要不断转动,不能集中在一处敲打,以免坯料中心伸展过多而凸起。依次收边敲打中部,并配合中间检查,直至使其达到要求为止。考虑到最后修光时会产生回弹变形,因此拱曲度(应计入回弹量)要稍大些。
敲打拱曲完成后,应用平头锤在圆杆顶上把拱曲成形好的零件进行修光,如图4-126c所示。然后按要求划线,并进行切割,锉光边缘。在加工过程中,若发现坯料出现冷作硬化,应及时进行退火处理,否则容易产生裂纹。
(2)胎模拱曲 如图4-127所示,将坯料压紧在胎模上,用木锤从模膛的边缘开始逐渐向中心部位锤击,使坯料下凹,直至全部贴合模膛。拱曲变形量较大时,应分几次进行,每次使用一个模具,模具的形状如图中双点画线所示。拱曲过程中,可垫橡皮、砂袋、软木来使坯料伸展,这样不仅伸展较快,而且拱曲后的零件表面平滑。胎模拱曲适于尺寸较大、深度较浅的零件制作。
在用胎模拱曲时应注意:敲打要轻且均匀,以使整个加工表面均匀地伸展,形成凸起的形状;操作中不能过急,应分几次使坯料逐渐全部贴合胎模成形;最后用平头锤在顶杆上修光敲击凸痕。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。