



采用拉深成形加工可得到筒形、阶梯形、锥形、方形、球形和各种不规则形状的薄壁零件。生产中,拉深加工可在一般的单动压力机(多用于中、小型拉深件的加工)上进行,也可在双动、三动压力机(多用于大、中型形状较复杂拉深件或汽车覆盖件的加工)上进行,而拉深模则是完成拉深加工的最重要工具。一般说来,拉深件加工的精度与拉深模的结构和模具精度以及拉深件本身的形状尺寸等有关,并且一般拉深件的尺寸经济公差等级最好在IT11级以下。
1.拉深模的常用结构
拉深件形状的千变万化导致拉深模结构也是多种多样的。钣金件常用拉深模多为单工序模具,即在压力机每一冲程中只完成一道拉深。拉深模根据拉深件拉深加工次序的不同,可分为首次拉深及首次以后拉深用拉深模两种;而按是否采用压边圈,则又可分为带压边和不带压边拉深模两种。
(1)不带压边拉深模 图4-104所示为不带压边圈的无凸缘圆筒件的首次拉深模结构。图中凹模2上平面的浅槽D为放置拉深毛坯用,其浅槽深度无特殊要求,便于毛坯安放即可。
(2)带压边拉深模 图4-105所示为使用压边圈进行首次拉深的模具结构。压料板4安装在下模,压边力通过安装于下模的顶杆5传递,压边力源可以是弹性缓冲器、弹簧也可以是压力机上的气缸力等。下好料的坯料放置于压料板4的定位圈中定位,凸模3及凹模2、压料板4共同作用便可将坯料拉深出来。
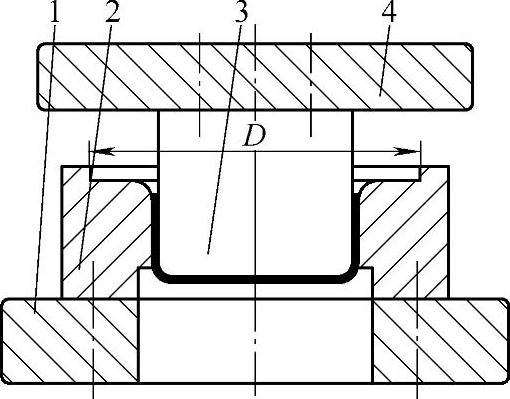
图4-104 不带压边圈的拉深模结构
1—下模板 2—凹模 3—凸模 4—上模板(https://www.xing528.com)
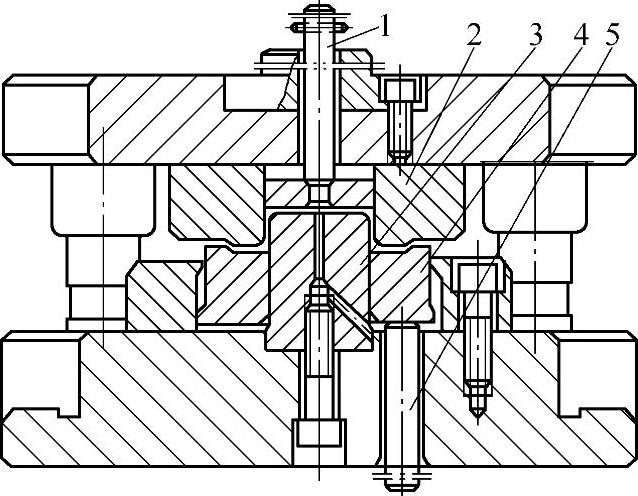
图4-105 带压边圈的拉深模
1—推杆 2—凹模 3—凸模 4—压料板 5—顶杆
图4-105所示的模具结构也可用于带凸缘拉深件的首次拉深及以后各次的拉深,拉深时,将前次拉深好的凸缘置于压料板4的定位圈中定位。
2.拉深模的结构组成
根据上述介绍,可知拉深模一般由凸模、凹模、压边圈(有时可不带压边圈)三部分组成,此外,还有定位装置、卸料装置等。其中凸模和凹模是直接对材料产生拉深作用的零件,是拉深模的核心部分,压边圈则主要用于调整坯料的压力,控制坯料的进料阻力。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。