



压弯是使材料产生塑性变形,形成有一定角度形状的钣金成形加工方法之一。根据压弯的基本原理可知:压弯主要是通过弯曲模,借助压力机来完成弯曲成形的。生产中,用于压弯的设备通常与冲裁设备一样,即采用曲柄压力机(曲柄压力机的结构参见本书第3章“3.3冲裁”的相关内容),而弯曲模则是完成压弯加工的最重要工具。一般说来,不同形状的零件往往需要有不同的弯曲模来满足其加工要求。此外,弯曲模的加工精度也直接影响到压弯件的加工精度,一般弯曲件的尺寸经济公差等级最好在IT13级以下。
1.弯曲模的常用结构
弯曲件的形状千变万化,因此弯曲模的结构也是多种多样。钣金件常用弯曲模的形式是单工序模具,即在压力机每一冲程中只完成一道弯曲工序的弯曲模。弯曲模根据其弯曲成形方式的不同,可分为自由弯曲模和校正弯曲模;根据其弯曲成形时是否带有导向,又可分为敞开式弯曲模、模架导向弯曲模等。
(1)自由弯曲模 图4-88a、b所示分别为V、U形件自由弯曲模,模具结构为敞开式。
这种模具制造方便,通用性强,但采用这种模具弯曲时,板料容易滑动,弯曲件的边长不易控制,工件弯曲精度不高且U形件的底部不平整。
(2)校正弯曲模 为提高弯形件的弯曲精度,防止弯曲坯料的滑动,可采用图4-89所示的校正弯曲模。其中图4-89a所示弯曲模中弹簧顶杆3是为了防止压弯时坯料偏移而采用的压料装置。图4-89b所示弯曲模中设置了压料装置,冲压时,毛坯被压在凸模1和压料板3之间逐渐下降,两端未被压住的材料沿凹模圆角滑动并弯曲,进入凸模和凹模间的间隙,将零件弯成U形。由于弯曲过程中,板料始终处于凸模1和压料板3之间的压力作用下,因此能较好地控制U形件底部的平整,较好的保证弯曲的精度。
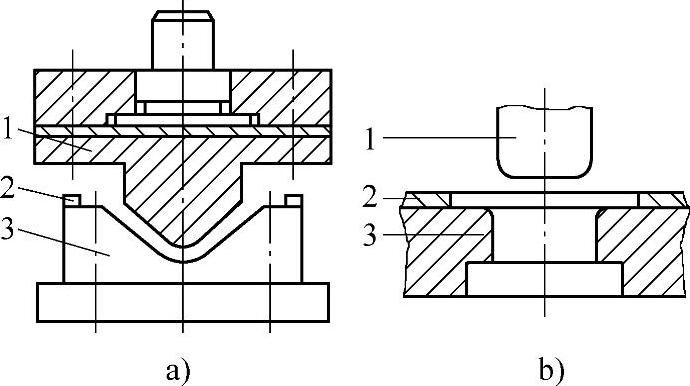
图4-88 V、U形件敞开式弯曲模
a)V形件敞开式弯曲模 b)U形件敞开式弯曲模
1—凸模 2—定位板 3—凹模(https://www.xing528.com)
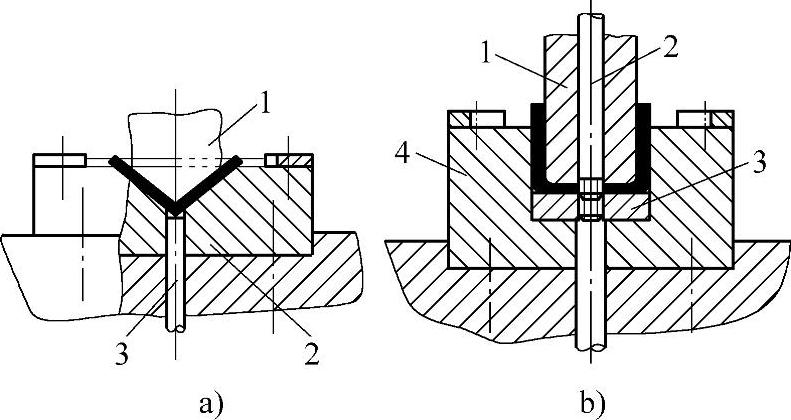
图4-89 带有压料装置的V、U形件校正弯曲模
a)图中:1—凸模 2—凹模 3—顶杆 b)图中:1—凸模 2—推杆 3—压料板 4—凹模
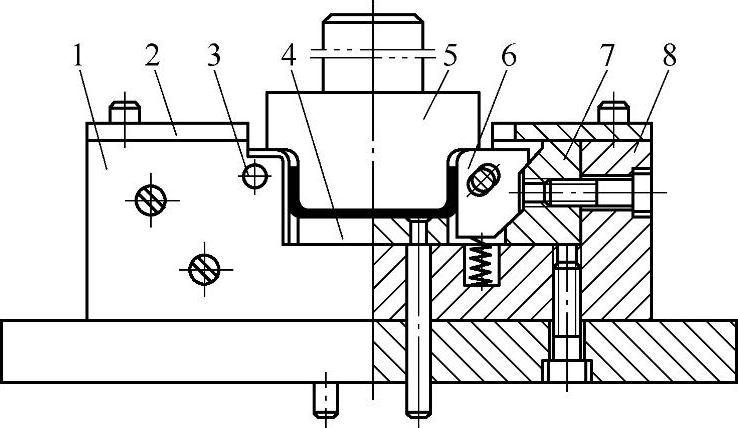
图4-90 带活动侧压块的U形件校正弯曲模
1—挡板 2—定位板 3—轴销 4—顶件器 5—凸模 6—活动凹模侧压块 7—凹模斜面垫块8—凹模框
图4-90所示为带活动侧压块的U形件校正弯曲模。活动侧压块对弯曲件有校正作用,回弹小。工作时凸模下行,首先与毛坯接触并将其弯成U形,随之凸模肩部压住活动凹模侧压块向下。由于斜面作用使活动凹模侧压块向中心滑动,对弯曲件两侧施压,起到校正作用,弯曲的零件能达到整形精度要求。
2.弯曲模的结构组成
根据上述介绍,可知弯曲模结构与冲裁模基本相似,也是由凸模、凹模、定位装置、卸料装置等组成,其中凸模和凹模是直接对材料产生弯曲作用的零件,是弯曲模的核心部分,通常凸模固定在上模板上,凹模固定在下模板上。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。