



钣金构件中,常用的型材主要有角钢、槽钢和管料等。对于型材的成形,可在型钢弯曲机上弯制,也可手工弯制。此外,生产中还广泛采用卷板机(三辊)滚弯加工。
1.角钢的滚弯方法
角钢滚弯成形方式主要有内弯和外弯两种(见图4-82),而常见角钢的滚弯方法有直接卷制和胎模卷制两种。
(1)直接卷制 由于角钢本身具有的不对称结构特性,弯曲时,其重心线与分布在截面上正应力的合力不在同一平面上,所以角钢除受弯曲力矩外,还可能受扭矩的作用,使角钢断面产生畸变,如角钢外弯时夹角增大,截面扭转;角钢内弯时夹角缩小。为防止角钢滚弯时变形,通常采取组对并焊接加强板加固等必要措施。
1)组对的形式。图4-82所示为内、外弯卷制前的几种组对形式,其中图4-82a、c所示为U形结构,图4-82b、d所示为T字结构。
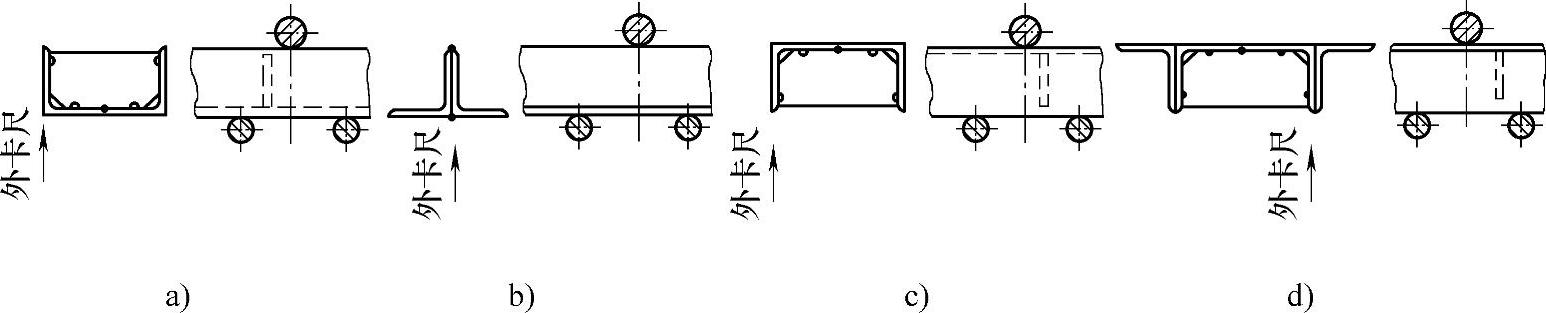
图4-82 角钢内外弯卷制前的组对形式
2)加强板的使用。在组对的角钢结构中还大量使用加强板,如图4-82a、c、d所示的U形和双T形结构就是使用加强板将角钢连接起来的,其目的是加大接触面,增加稳定性,卷制时不易开裂又可防止变形。定位焊加强板的间距可根据直径大小来决定,直径大、受力小,间距可大些,直径小、受力大,间距可小些,一般直径4~5m、等边63mm×63mm×6mm的角钢滚弯时。间距350~450mm即可。加强板的高度应比上沿低5mm,以适应卷制时翼板被压缩变低的需要。图4-83a所示为不使用加强板出现的变形情况,图4-83b所示为使用加强板过少出现的变形情况。

图4-83 组对角钢卷制后的变形
3)连接焊缝的间距和大小。连接焊缝的间距,同样根据角钢滚弯的直径和角钢规格来定。同一种规格的角钢,若滚弯直径大,由于成形力较小,则焊缝间距可长些;若滚弯直径小,则焊缝间距要短些。一般若滚弯直径为4~5m,则焊缝间距500mm,焊缝长40~50mm。
4)卷制方法。组对后的角钢滚弯,其卷制方法与圆筒滚弯相似。当需要吊车配合时,吊力要均匀,不要左右晃动,也不要上下颤动,以防焊缝开裂。卷制过程中,应随时利用样板检查。
5)样板的测量。样板的制作应根据滚弯直径的大小做出内卡或外卡样板。由于卷制后大面有不同程度的下塌,因此卡样板时只有卡在立面棱角处,才能体现实际的曲率,如图4-82中的箭头所示。
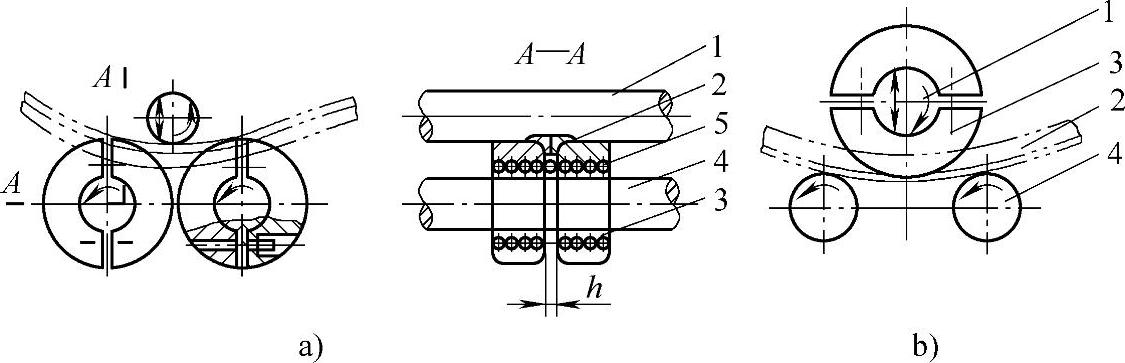
(2)用胎模卷制 对角钢的成形质量要求较高或不允许出现焊点时,可用胎模在三轴卷板机上卷制,如图4-84所示。图4-84a所示为角钢外弯的卷制胎模,图4-84b所示为角钢内弯的卷制胎模。
1)胎模结构。角钢内、外弯胎模结构的形式基本相同,都是由两个半圆组成一对,两对组成一副,用螺栓紧固在上或下辊轴上。胎模可用几层厚钢板焊接成毛坯,在车床上加工出内外圆周,然后切开成两部分,并使对口有一定间隙,以便两半相对时有较大的紧固力。
2)卷制方法。对于角钢外弯加工,可先在两下辊轴各组装一副胎模,根据角钢的厚度调节每副胎模之间的间隙,并使间隙大于两角钢厚度2mm,以使角钢在胎模内顺利运转。将组对角钢置于间隙中,后续的操作方法与板料的滚弯相同。对于角钢的内弯加工,只在上辊轴上组装一副胎模就可以了,卷制方法与角钢外弯相同。
 (https://www.xing528.com)
(https://www.xing528.com)
图4-84 在三轴卷板机上卷制角钢的胎模
1—上辊轴 2—角钢 3—胎模 4—下辊轴 5—螺栓
2.槽钢的滚弯方法
由于槽钢截面具有一个方向的对称性,因此其滚弯加工的工艺性比角钢更好,更易在卷板机上加工。其滚弯加工及操作方法可参照角钢进行。
3.圆管的滚弯方法
与角钢滚弯加工一样,常见圆管的滚弯方法也有直接卷制和胎模卷制两种。

图4-85 圆管卷制前的预连接
(1)直接卷制 为增加接触面,加强稳定性,圆管的滚弯加工应将若干管件定位焊成整体,定位焊方法如图4-85所示,用扁钢将两管端定位焊连为一体,扁钢宽度同管直径。为了减少焊点,可根据受力情况,尽量不在中部定位焊。
后续的滚弯成形与板料相同,为尽量减小椭圆度,应采用分次卷成的方法。
(2)胎模卷制 对椭圆度要求较高的圆管圈或圆钢圈,可用胎模在卷板机上卷制,其胎模结构如图4-86所示。该胎模是将两个半圆固定在三个辊轴上进行工作的。胎模可用几层厚板焊接成毛坯,用车床加工出内外圆和中部容纳圆管的半弧形槽,然后切开成两部分,并使对口留有一定间隙,以保证两半相对时有足够的紧固力(压上力之后稍松动也关系不大)。
滚弯时,将三组胎模用螺栓分别固定于上、下辊轴上,并使凹槽在一平面内,升起上辊轴,将圆管或圆钢放入两下辊轴凹槽内,压下上辊轴,通过调整上辊轴的压力便可卷制出符合设计曲率的圆管圈或圆钢圈。管料滚弯一般适用于R/D外≥10,t/D外≥0.06(其中R为管子的弯曲半径,D外为管子外径,t为管子厚度)管料的弯曲加工。
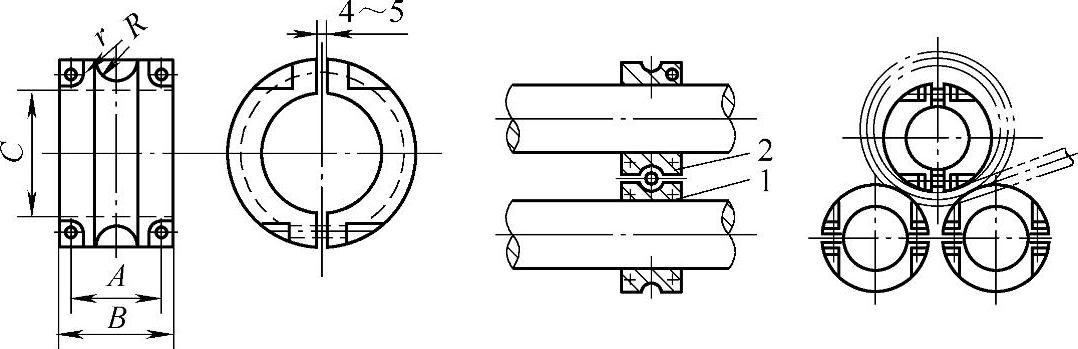
图4-86 在三轴卷板机上卷制圆管的胎模
1—下辊轴胎模 2—上辊轴胎模
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。