



【摘要】:图4-81所示为常见的螺旋件——螺旋梯侧板的滚弯操作示意图。
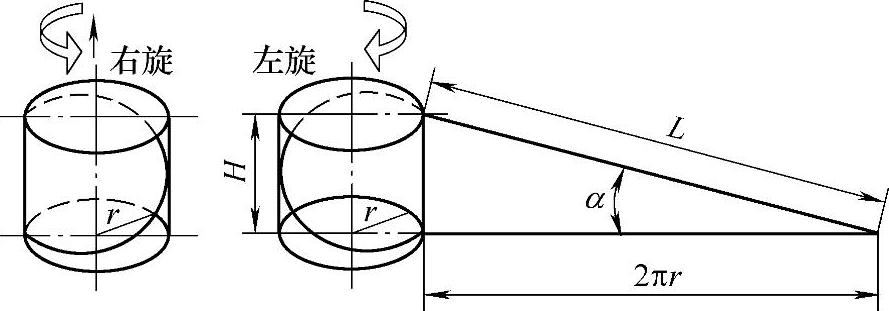
图4-80 螺旋件的成形原理
螺旋件(如螺旋盘梯、螺旋导轨等)是常见的钣金构件之一。其成形可看成是由一个正圆筒体,在其外表沿螺纹旋升角α割取一等宽板条而成,如图4-80所示。由此可见,螺纹升角α可按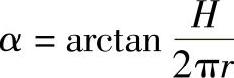 计算,式中各符号的含义如图4-80所示。
计算,式中各符号的含义如图4-80所示。
螺旋件有左旋及右旋之分,其分辨方法是:将螺旋件置于正视位置,可见部分是自右向左升高的为左旋,可见部分是自左向右升高的叫右旋。
1.螺旋件的滚弯操作
根据螺旋件的成形原理可知:螺旋件实际上是属于圆柱形的一部分,因此其卷制方法与圆筒相同。图4-81所示为常见的螺旋件——螺旋梯侧板的滚弯操作示意图。
图4-81 螺旋梯侧板的滚弯
a)左旋 b)右旋(https://www.xing528.com)
1—螺旋梯侧板 2—倾斜角度测量样板
螺旋梯侧板的滚弯操作方法与圆筒相同,但滚弯成形前,坯料与卷板机上辊轴的摆放夹角α应为螺旋梯的螺纹升角,卷制时的摆放角度可用样板测量,样板角度β=180°-α,如图4-81所示。
卷制时,根据螺旋梯侧板的长度和卷板机等具体情况,可单块进行,也可多块同时进行。
2.滚弯操作注意事项
在进行螺旋件的滚弯操作时,应注意以下事项:
1)旋向不同的螺旋件,滚弯操作时,坯料从卷板机的任一侧放入皆可,但其摆放角度不能随意更换,具体参见图4-81。
2)当滚弯的螺旋件板料较薄较窄时,由于其与下辊轴的摩擦力很小,若坯料不容易移动,可采用以下处理方法:第一种方法,增加接触面,两块或多块板同时放入;第二种方法,增加刚性,两块或多块板重叠放入;第三种方法,增加板与下辊轴的摩擦力,用撬棍撬拨或在下辊轴上撒砂皆可增加摩擦力。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。