



圆锥台按端口中心线相对位置的不同,可分为正圆锥台和斜圆锥台两种,其中两端口中心线重合的为正圆锥台,中心线有一定距离的为斜圆锥台。
正圆锥台的展开料为规则扇形,即小端弧长小,大端弧长大,且为同心圆弧组成的扇形结构,而斜圆锥台的展开料形状则是不规则的扇形(具体参见附录相关内容)。
正圆锥台和斜圆锥台展开料所具有的这种不同特性,使得其卷制方法也略有不同。
图4-66 圆锥台卷制示意图
1.圆锥台的卷制方法
从理论上讲,只要将上辊轴与下辊轴的中心线调节成倾斜位置,同时使辊轴压线始终与扇形展开料的素线重合,就能滚弯出圆锥台,如图4-66所示。实际上,要实现圆锥台的滚弯还必须使坯料两端在辊轴间送给的速度不同,才能卷出符合要求的锥形零件,这是因为圆锥台两端展开长度不同,因此在卷弯时,要求两端有不同的卷弯速度,即长度大的一端速度应慢些,长度小的一端速度应快些。由于卷弯时板料是同时承受三根辊轴的滚压,而辊轴一般是圆柱形的,所以根本不可能同时得到几种不同的速度。为解决这一问题,可将坯料沿卷弯方向分成几个区域,进行分段卷弯。
圆锥台的卷制与圆筒相似,也是先预弯(预弯的方法与圆筒件预弯相同,但预弯部位应与坯料素线平行,图4-67a、b所示分别为圆锥台预压弯时第一刀及其近端各刀的位置),后卷弯。生产中常用的卷制圆锥形零件的方法主要有以下几种。
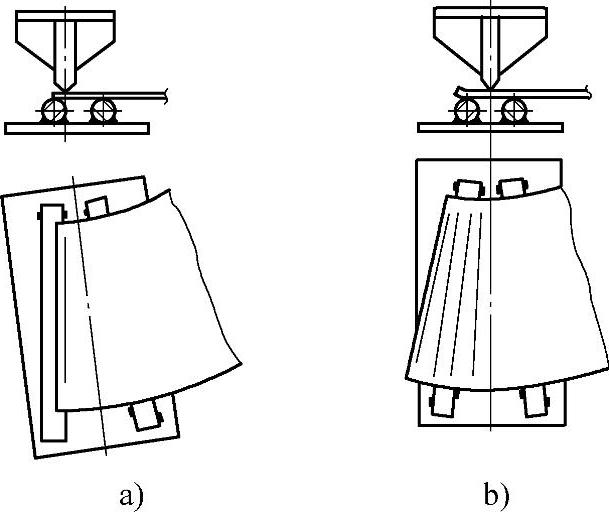
图4-67 圆锥台的预弯
(1)矩形送料法 矩形送料法是圆锥台的一种近似加工法,主要用于锥度较小的圆锥面加工。图4-68所示为锥形零件矩形送料的卷制方法。操作时,首先按图4-68b所示的AEFD矩形中心线OH定位,往两边送料滚出筒形,使中间一段滚出素线的直线度,这时四角往外张,尤其是A、D两处更为突出,如图4-68c所示。然后再以AB和CD定位,送料滚制两边,使两边往里卷,并滚出素线的直线度,这样就滚出了圆锥形零件,如图4-68d所示。该方法的实质是分三个区域滚制,滚制时,坯料应放在辊轴长度的同一位置上,如左右窜动,滚出零件的曲度便不符合要求。
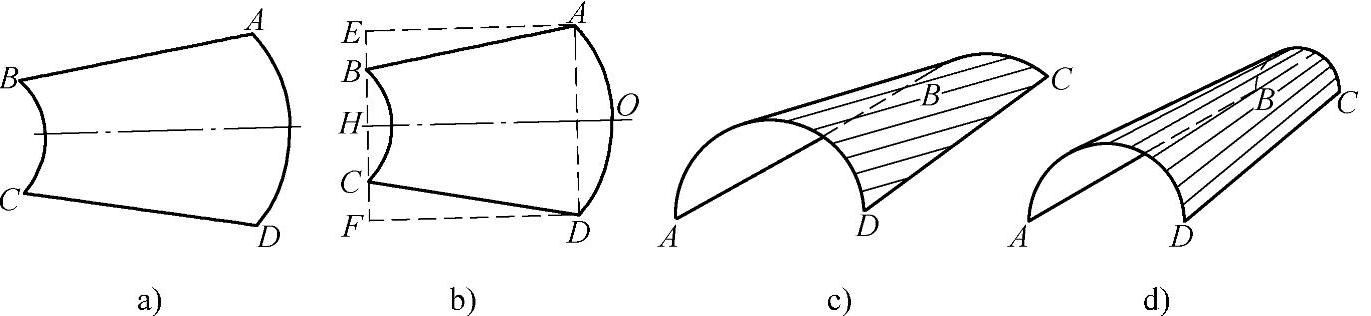
图4-68 锥形零件的矩形送料滚弯
a)坯料 b)矩形送料 c)滚制的筒形件 d)滚成的近似锥形件
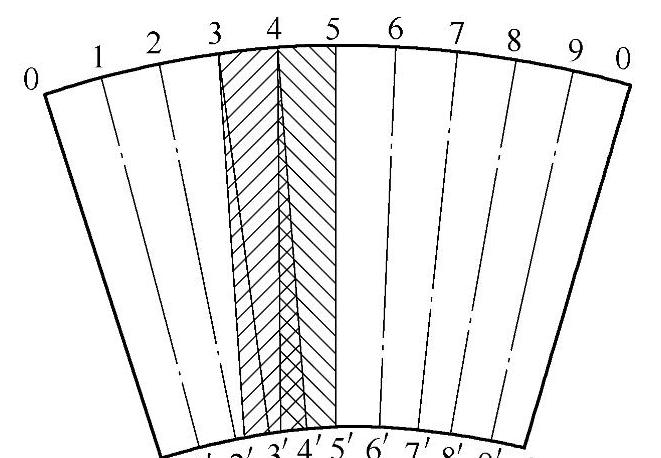
图4-69 锥形零件的分区滚弯
(2)分区滚弯法 分区滚弯法也是圆锥台的一种近似加工法,且可用于所有圆锥形台的加工。图4-69所示为锥形零件的分区滚弯法。首先将滚弯圆锥体的板坯按图示进行分段,滚弯时,先使上滚轮对准5-5'线进行滚弯,至大端到4为止;然后上滚轮对准4-4'线进行滚弯,至大端到3为止;最后依照上述步骤完成各区的滚弯。
分区的目的,是减少分区两端的曲线长度差,使锥形零件能近似筒形件滚弯,然后通过各部位间转动坯料来补偿两端移动的速度差,以保证滚再零件的精确度。实践证明,区域越小,也就是坯料在滚弯时转动的次数越多,质量越好。不过分得太多也没必要,分区的多少应根据零件尺寸和锥度的大小来确定。
图4-70所示为斜圆锥台及其展开图。斜圆锥台的卷制方法为:①将展开料分成四个区间,两端头的1-3线各为半个区间,3-7线、7-7线、7-3线各为一个区间:②按分区滚弯法先两端后中间分多次、分区间圆滑过渡卷制成形,并随时卡样板检查不要形成过压;③卷制过程中,根据各素线的位置及各区段的情况,随时升起或压下上辊轴,并随时往前或往后拨动板或随时往小端或往大端拨动板,以尽量满足使辊压线始终与扇形展开料的素线重合,只有这样才能卷出完全达到符合设计形状的斜圆锥台。
在圆锥台的卷制过程中,有时开始卷制时,由于小端受阻和板料还没有形成曲率,使得板料不容易走动。其处理方法是在大端用撬棍拨动,如图4—71a所示。在卷制接近成形时,有时锥台不转动,其处理方法除微升上辊轴外,还可用撬棍在锥台大端外侧拨动.如图4-71b所示。
(3)旋转送料法旋转送料法是一种较准确的圆锥台加工法,主要用于正圆锥台的加工,斜圆锥台也可参照实际情况在部分区段选用。图4-72所示为采用旋转送料法卷制圆锥台的示意图,其工作原理是通过在坯料的大、小端加导向轮,使板料旋转送进并使辊压线基本与圆锥台素线重合。
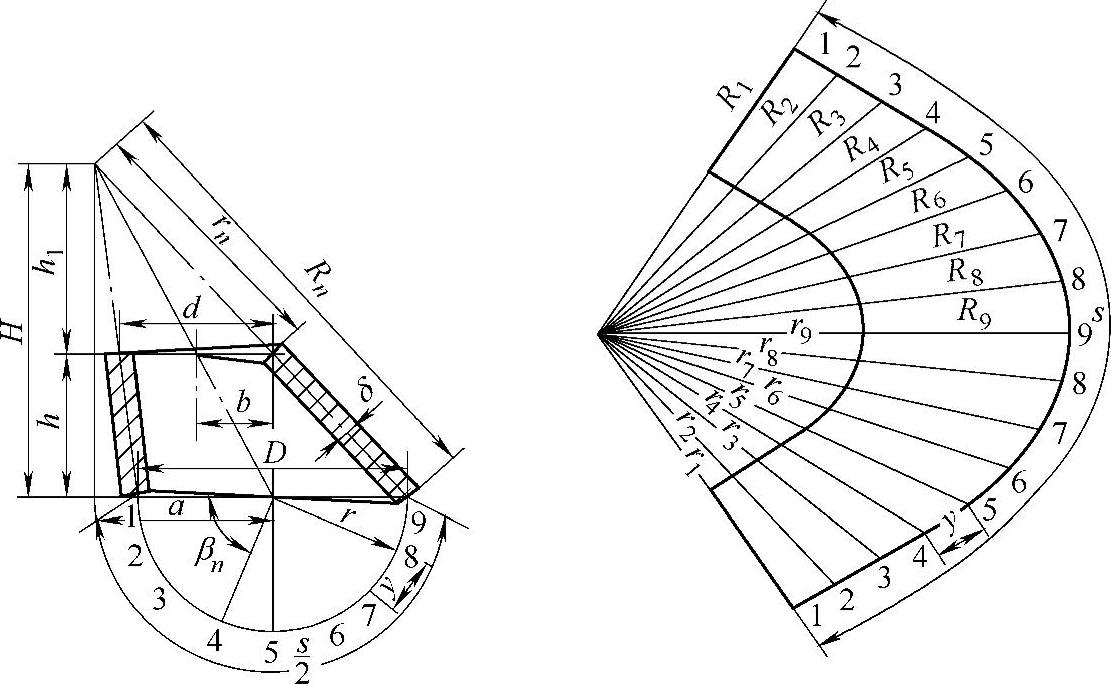
图4-70 斜圆锥台及其展开图
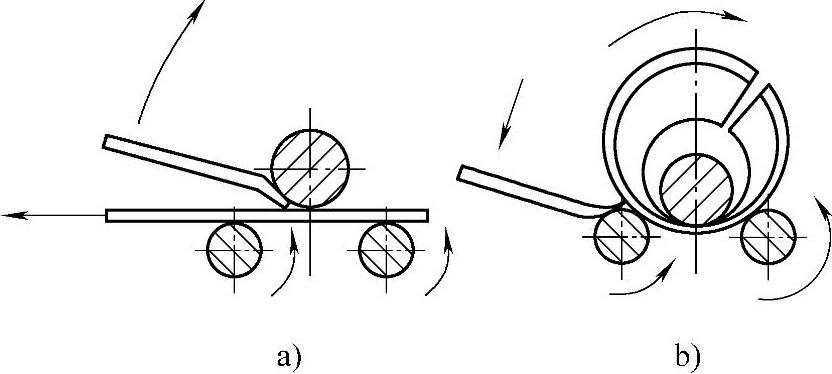
图4-71 滚弯时坯料不动的处理
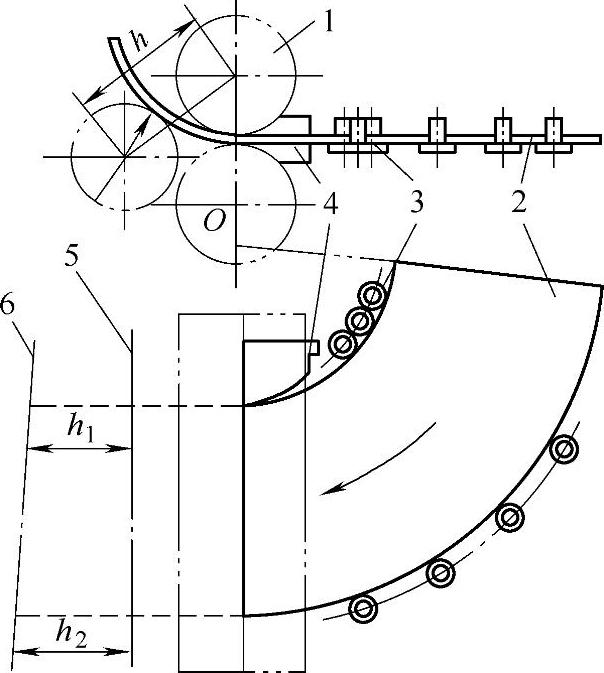
图4-72 旋转送料法
1—卷边机 2—工件 3—导向轮 4—末端导向轮 5—上辊中心 6—侧辊中心
(4)小口减速法 小口减速法也是一种较准确的圆锥台加工法,主要用于正圆锥台的加工,斜圆锥台也可参照实际情况在部分区段选用。图4-73所示为采用小口减速法卷制圆锥台的示意图,其工作原理是通过在坯料小端处加摩擦减速装置,使阻力增加,从而使坯料小端减速。
2.圆锥台操作缺陷的矫正方法
对于圆锥台滚弯过程中出现的问题,可按以下方法进行矫正。(https://www.xing528.com)
(1)接缝焊接缺陷的处理 斜圆锥台卷制成形后,下一道工序就是纵缝的定位焊。一般对大尺寸规格的厚板件,其定位焊直接在卷板机上进行;对小尺寸规格的薄板件,有时也可将构件取出卷板机,在平台上定位焊,然后再回卷板机上矫圆或直接在平台上矫圆。
在卷板机上进行纵缝定位焊时,对不同的斜圆锥台纵缝缺陷,其处理方法也是不同的,归结起来主要有以下几种:
1)全长缝间隙大的处理方法。全长缝间隙大,说明曲率尚欠。若间隙较大时,可稍压下上辊轴并转一周,使之缩小曲率,间隙即可缩小,如图4-74a所示;若间隙稍大时,可将对口转至适当位置,微压上辊轴,即可缩小间隙,如图4-74b所示。
2)一端间隙合适另一端间隙大的处理方法。产生该缺陷的原因是上辊轴不平,低端压力大,高端压力小,压力大者间隙小,压力小者间隙大。处理方法主要有三种:
①垫压法。操作时,先将间隙合适的左端定位焊固定,再在右端用加垫铁的方法使间隙缩小。间隙小时可一侧加垫铁,间隙大时可两侧加垫铁。两侧加垫铁的方法是:先将右侧卷入一板条,但必须使之多卷入一段,其目的是往回转再垫左侧垫板时不致失头,两侧同时垫入垫板后再根据间隙情况适当压下或上升上辊轴,间隙便得以顺利调整,如图4-75所示。
②双F形圆钢法。操作时,分别在两对接板端卡以F形圆钢,用力下压,间隙便会缩小,如图4-76所示。
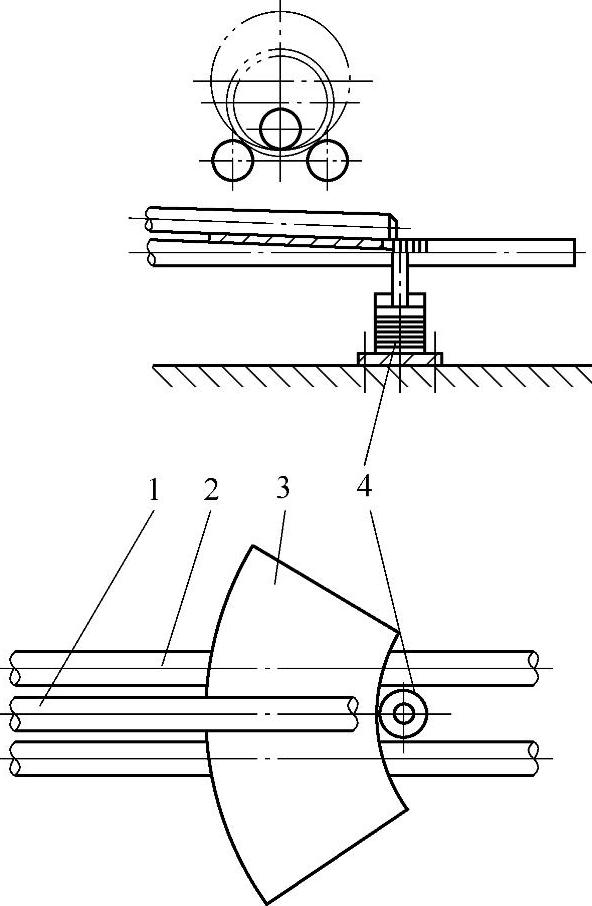
图4-73 小口减速法
1—上辊 2—侧辊 3—坯料 4—减速装置
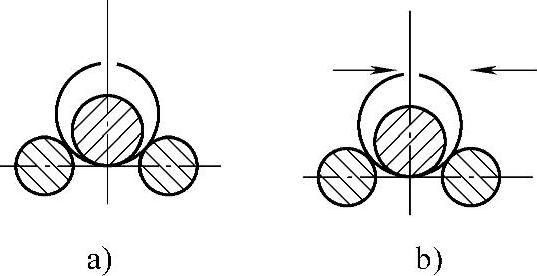
图4-74 全长缝间隙大的处理
③过压法。操作时,将一端定位焊牢固,若另一端间隙不大时,可用上辊轴过压;若间隙较大时,则使上辊轴过压的同时还要配以左右转动,以防压力过大集中于某一部位使其产生不圆滑变形。此法效果明显,且比前两法省力。
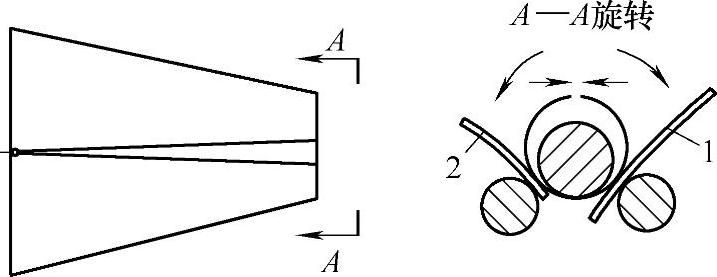
图4-75 垫压法
1—先转入的长扁钢 2—后转入的短扁钢
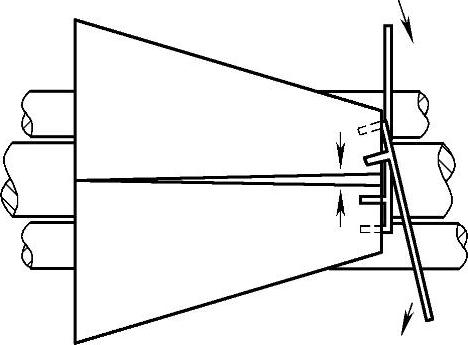
图4-76 双F形圆钢法
3)全长缝过掩的处理方法。全长缝过掩,说明曲率过大,处理方法为:上升上辊轴,根据接缝的位置,分别按图4-77a或图4-77b所示箭头方向转动筒体,再配以筒体的自重,曲率半径便会增大,过掩量缩小;也可按图4-77c所示将筒体转至正上方,上升上辊轴,再配以筒体的自重,过掩量也会缩小。
4)全长缝间隙小的处理方法。全长缝间隙小,说明曲率过大,其主要处理方法与全长缝过掩的处理相同。
5)一端间隙合适另一端过掩或间隙小的处理方法。该缺陷的处理方法为:先将合适的一端定位焊,另一端稍升起上辊轴,随着上辊轴的上升,过掩量逐渐缩小,当间隙合适时定位焊固定。
6)错口的处理方法。错口是由于扇形素线与上辊轴不平行所致,微量错口可用手工矫正,较大错口要用加垫铁的方法处理,即在长的一角下辊轴上垫入一扁钢,错口小时可垫薄扁钢,错口大时可垫厚扁钢,但必须使端部呈钝刃状,以便顺利转入,且应使扁钢骑于端口,以增加矫正力,如图4-78所示。
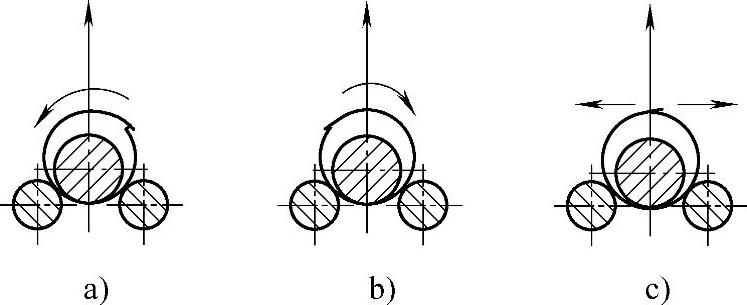
图4-77 全长缝过掩的处理
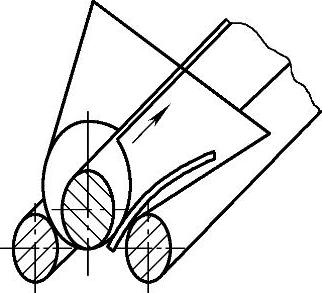
图4-78 错口的处理
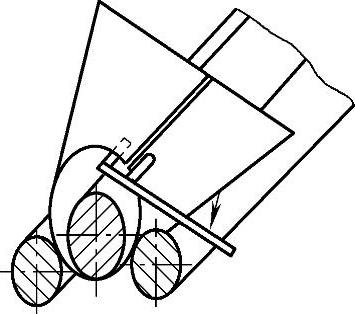
图4-79 错边的处理
此外,通过转动筒体,变换对缝在三辊轴上所处位置也可调错口。
7)错边的处理方法。错边可发生在端部,也可发生在中部,其处理方法相同。操作时,可在一端使用F形圆钢提压,有意识造成过大的错边,以取得合适的错边部位,矫正好一点,便定位焊一点,直至端头,如图4-79所示。操作时根据错边的方位,可随时变换F形圆钢的施力方向。
(2)焊接完成后的矫圆 圆锥台焊接完成后,一般都需要矫圆。生产中,矫圆除可用大锤进行手工矫正外,还可在卷板机上采用加垫板等方法完成,矫圆的方法与圆筒件相同。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。