



板料折弯机根据折弯方式的不同有折弯和压弯两种形式,习惯上分别称为折弯机、压弯机。目前,运用最广泛的折弯机为液压板料折弯机。图4-39所示为W67Y—160型板料折弯机的结构,其中W的含义为弯曲机,67为板料折弯压力机,Y为液压传动代号,160表示压力机的公称压力为160kN。板料折弯机由机架、滑块、工作台和液压缸等组成,工作时以高压油为动力,利用液压缸和活塞使滑块、模具产生运动,从而完成对板料的压弯工作。随着计算机控制技术的发展,传统的板料折弯机逐步进行了数控改造,滑块的行程调节和后挡料定位的调整多采用电动快调及手动微调,且多配有数显装置,并可选配数控系统,实现后挡料、滑块行程的自动控制。这种数控机构的挡料精度一般可达±0.1mm以上,对带有多个不同弯曲角工件的加工能实现连续快速折弯,大大提高了生产效率。
不管板料折弯采用何种设备,其加工主要是通过折弯机上安装的弯曲模来实现的。折弯机安装的弯曲模可分为通用和专用模具两类。图4-40所示是通用弯曲模的端面形状。
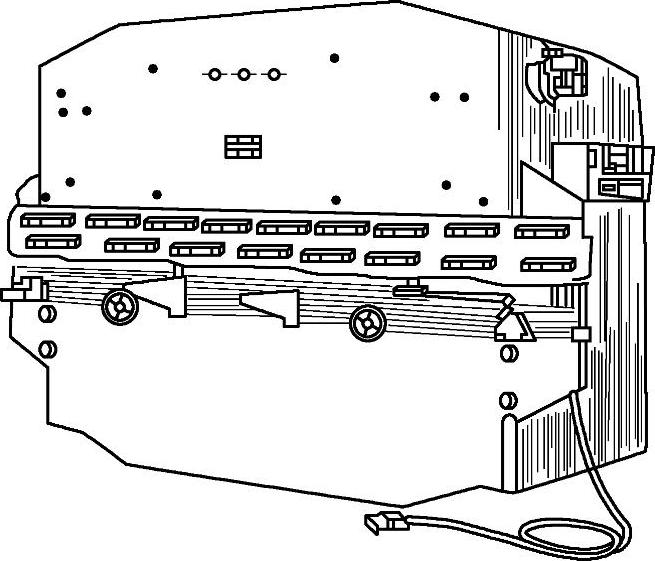
图4-39 W67Y—160型板料折弯机
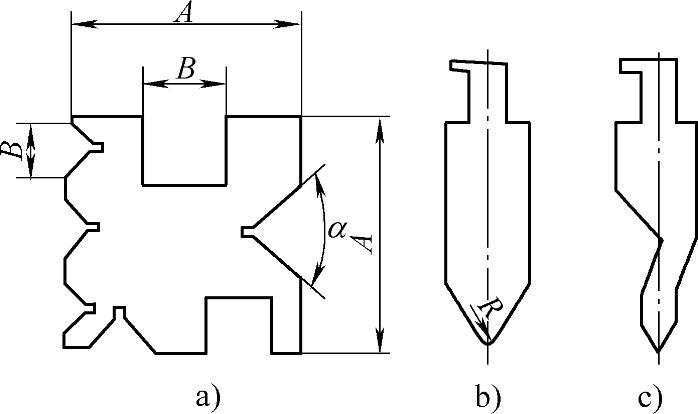
图4-40 通用弯曲模
a)通用凹模 b)直臂式凸模 c)曲臂式凸模(https://www.xing528.com)
上模一般是V形,有直臂式和曲臂式两种。圆角较小的上模夹角制成15°,上模的圆角半径是几种固定尺寸组成一套,以便按工件需要更换。
下模一般是在四个面上分别制出适应机床弯制零件的几种固定槽口,一般为V形,也有矩形的,都能弯制钝角和锐角零件。下模的长度一般与工作台面相等或稍长些。弯曲模上下模的高度需根据机床闭合高度来确定,在使用弯曲模时,其弯曲零件的弯曲角度通常小于18°。
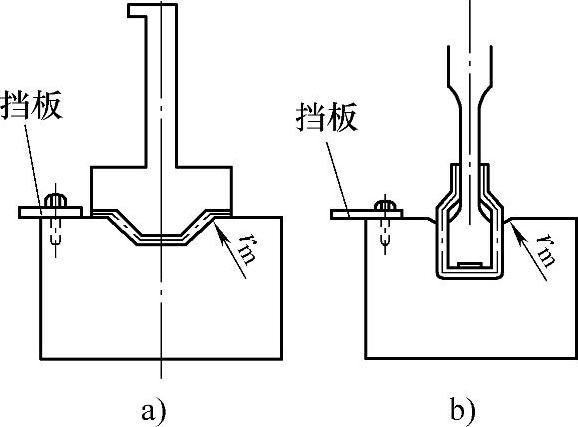
图4-41 专用弯曲模
对生产量较大或零件形状特殊的弯曲件必须使用专用弯曲模。专用弯曲模可与通用弯曲模配合使用,也可单独弯制零件。图4-41所示为在折弯机上使用的专用弯曲模。
采用图4-41a所示专用模具可实现多处弯曲部位的一次成形,生产效率很高。图4-41b所示模具是最后一道工序采用的专用弯曲模。因为零件的开口很小,通用弯曲模只能完成前几道工序的弯曲。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。