



卷边是将板料边缘卷起来的操作。卷边的方法主要有夹丝卷边及空心卷边。由于通常卷边的板料较薄(料厚<1mm),刚性小,强度低,通过卷边可增加结构的断面面积,并可增加结构的刚度和强度,达到结构轻而强度大的目的,因此卷边在钣金加工中应用较广。
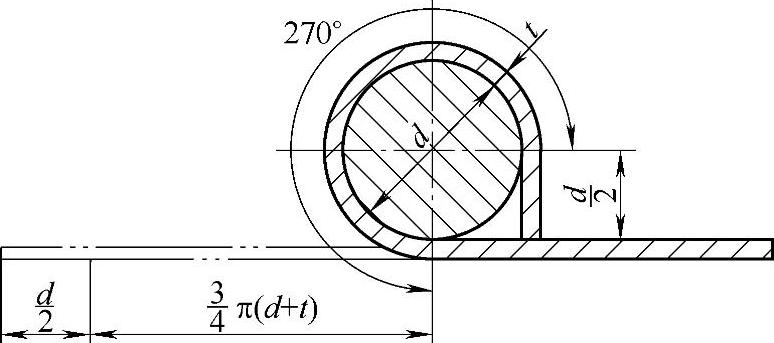
图4-9 卷边长度计算原理图
1.卷边的展开长度计算
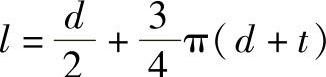
与板料的其他手工弯曲加工一样,正确求出板料卷边的展开长度,是保证卷边件质量的前提。图4-9所示为卷边长度计算原理图,其卷边长度l的计算公式为
式中 d——卷丝直径(mm);
t——板厚(mm)。
卷丝的粗细根据零件的尺寸和所受的力来确定,一般卷丝的直径为板料厚度的3倍以上。
2.卷边的操作过程
不同结构的卷边件,其卷边操作所用的工具有所不同,但其操作过程及方法却大致相同。图4-10所示为手工夹丝卷边的操作过程,具体为:
1)在坯料上划出两条卷边线,如图4-10a所示,其中:
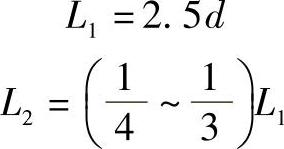
式中 d——卷丝直径。
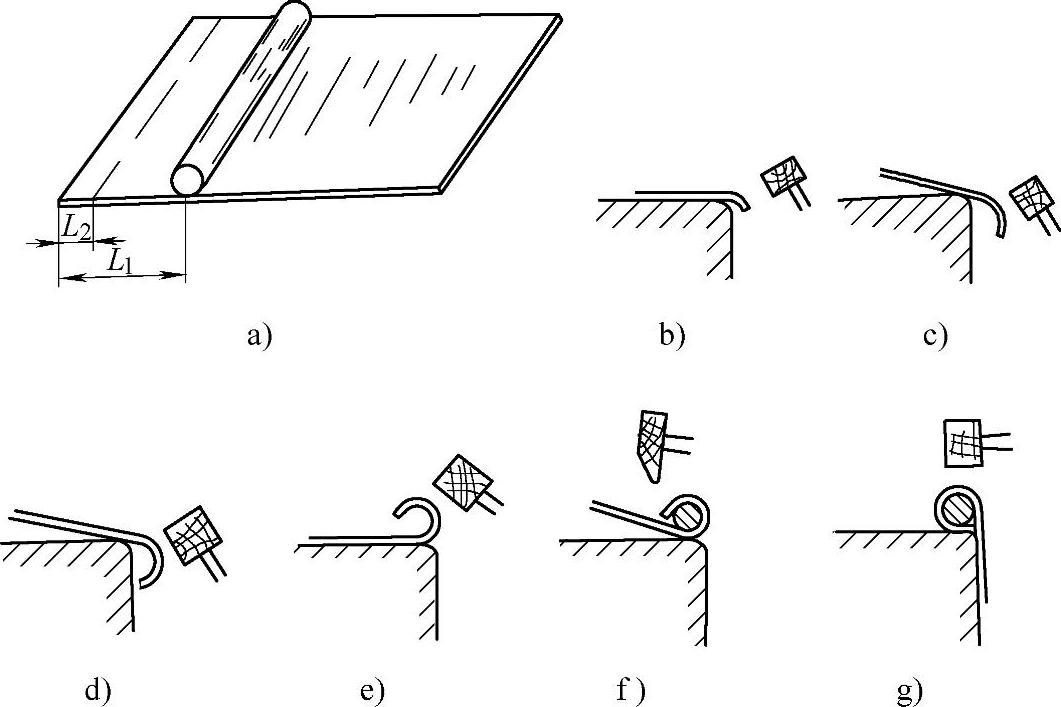
图4-10 夹丝卷边过程
2)将坯料放在平台(或方铁、轨道等)上,使其露出平台的尺寸等于L2,左手压住坯料,右手用锤敲打露出平台部分的边缘,使之向下弯曲成85°~90°,如图4-10b所示。
3)再将坯料向外伸并弯曲,直至平台边缘对准第二条卷边线,也就是使露出平台部分等于L1为止,并使第一次敲打的边缘靠上平台,如图4-10c、d所示。
4)将坯料翻转,使卷边朝上,轻而均匀地敲打卷边向里扣,使卷曲部分逐渐成圆弧形,如图4-10e所示。(https://www.xing528.com)
5)将卷丝放入卷边内,放时先从一端开始,以防卷丝弹出,先将一端扣好,然后放一段扣一段,全扣完后,轻轻敲打,使卷边紧靠卷丝,如图4-10f所示。
6)翻转坯料,使接口靠住平台的缘角,轻轻地敲打,使接口咬紧,如图4-10g所示。
手工空心卷边的操作过程和夹丝的一样,就是最后把卷丝抽拉出来。抽拉时,只要把卷丝的一端夹住,将零件一边转,一边向外拉即可。
3.卷边操作缺陷的处理方法
在卷边过程中,由于下料或操作手法的不同,很可能出现卷边长度不够或过长的缺陷,此时,尽管对不同结构的钣金卷边件要运用不同的工具,但其处理方法及采取的措施基本上是相同的,以下结合一锥台洗衣盆的卷边操作进行说明(见图4-11)。
为了提高卷边生产效率而又不伤及板材,运用拍板扳边最好,可用平面,也可以用棱部;使用锤子的钝刃部也可以,但易伤板。该钣金件卷边操作的顺序及其处理操作缺陷的方法为:
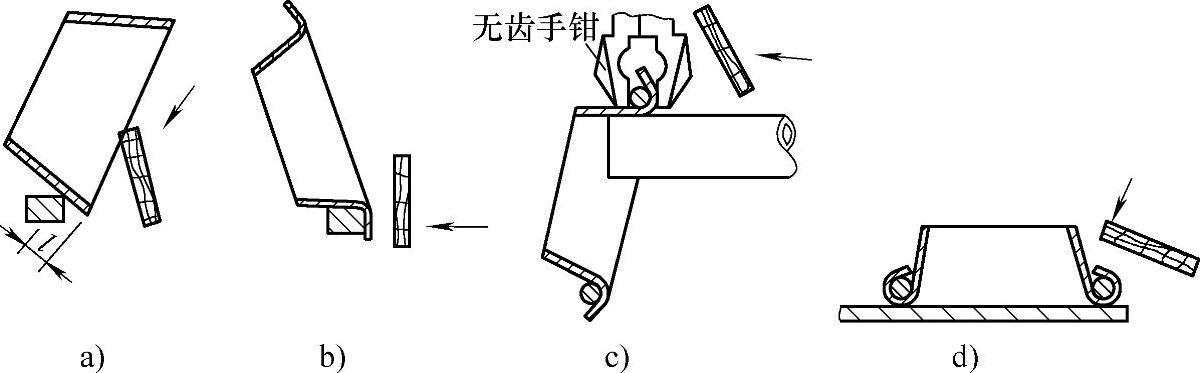
图4-11 锥台洗衣盆的卷边操作
1)用圆规在盆体内侧划出扳折线,l=2.5d,d为卷丝直径。
2)在平台边缘或卧置的钢轨上,利用其棱部接触面积小的特点,按照扳折线用拍板往外翻边。扳折应注意不要一次扳成,要多次扳成,如图4-11a所示。
3)将盆体放于平台边缘,逐渐调整扳边量并用拍板将扳边部分打平,为下步卷边作准备,如图4-11b所示。
4)将盆体立置于圆钢或厚壁的钢管端头,将卷丝放入卷边部位,用无齿手钳夹牢,在手钳两边用拍板往下翻边,直到不使卷丝脱离为止(一圈有4~5处即可将卷丝固定),如图4-11c所示。下一步即是卷牢,仍用手钳夹紧,夹紧的目的是防止反弹,提高卷边效率。夹一段拍打一段,直至全周。当纵缝重叠层数较多时,可适当用铁锤击打将其压下。
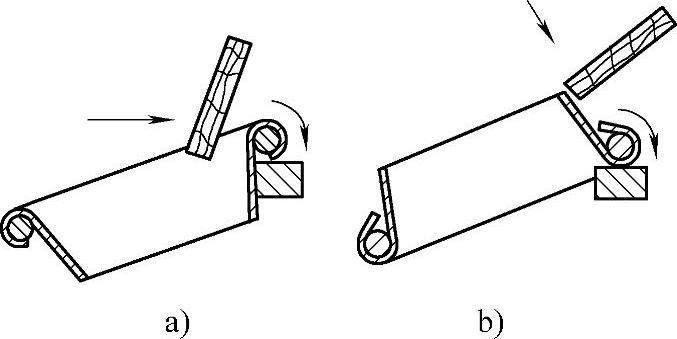
图4-12 卷曲长度不合适的处理方法
a)卷边长度不够的处理方法 b)卷边长度过长的处理方法
5)将盆体平放于平台,用拍板或铁锤将卷边外沿敲打贴紧,同时调整盆口卷边部位的水平度,如图4-11d所示。
6)若出现卷边包裹卷丝不严实的情况(卷边长度不够),可将盆体向下倾斜,用拍板往下往外打卷边部分,卷丝及卷边部分会同时往小端移,卷曲部分自然变长,如图4-12a所示;若出现卷边长度过长,可将盆体向下倾斜,用拍板往下打卷边的小端,卷丝及卷边部分会同时往大端移,卷曲部分自然变短,如图4-12b所示。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。