



手工弯曲常用的工具有木锤、锤子、各种型锤、各种形状顶铁、规铁、木条、橡胶条、通用尖R靠模、平台、弓形夹和台虎钳等;常用的设备是手动折板机,主要用来弯曲简单的直线弯曲板件。手工弯曲主要用于料厚小于3mm且外形尺寸不大的薄板,尤其多用于料厚0.6~1.5mm的薄板。对料较厚板料的弯曲则多采用对弯曲部位局部加热后再手工弯曲的加工方法。
1.弯曲展开长度的计算
弯曲板料时,首先要对其展开长度进行计算,弯曲件展开长度正确与否是弯曲件准确弯形的基本保证。由于弯曲变形时具有以下特性:板料内层材料受压缩短,外层材料受拉伸长,在中间和内层之间有一层材料既不伸长也不缩短(该层材料称为中性层),因此弯曲部分中性层的长度就是弯曲部分毛坯的展开长度。这样,整个弯曲零件毛坯长度计算的关键就在于如何确定弯曲中性层的曲率半径。生产中,一般用经验公式确定中性层的曲率半径ρ:
ρ=r+xt
式中 r——板料弯曲内角半径;
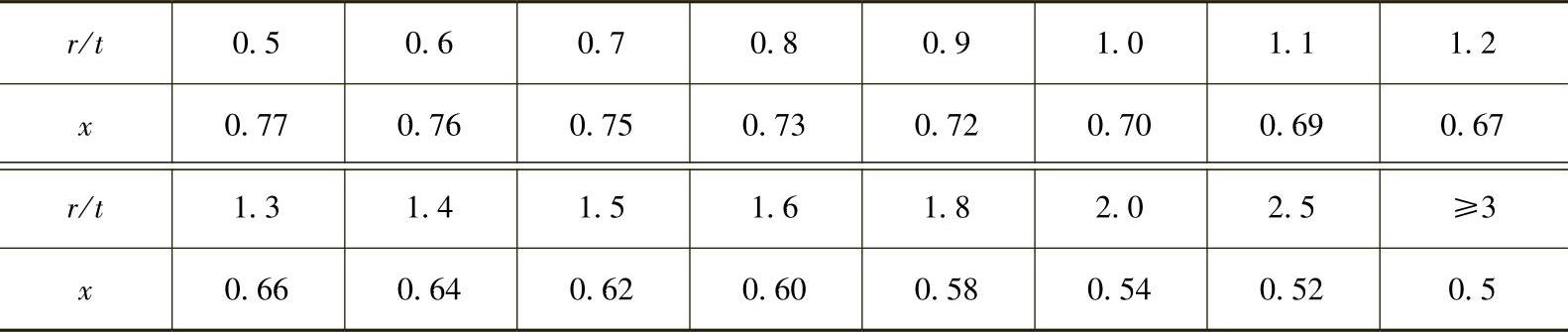
x——与变形程度有关的中性层系数,按表4-1选取;
t——板料厚度。
表4-1 中性层系数x的值

中性层位置确定后,便可求出直线及圆弧部分长度之和,这便是弯曲零件展开料的长度。但由于弯曲变形受很多因素的影响(如材料性能、模具结构、弯曲方式等),所以对形状复杂、弯角较多及尺寸公差较小的弯曲件,应先用上述公式进行初步计算,确定试弯坯料,待试弯合格后再确定准确的毛坯长度。
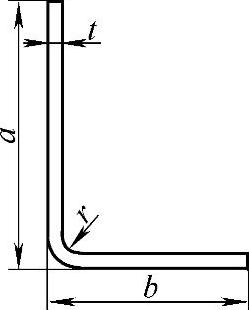
图4-2 直角弯曲的计算
表4-1所列数值同样适用于棒材、管材的弯曲展开计算。
(1)90°角弯曲件的计算 生产中,弯曲角度为90°时,常用扣除法来计算弯曲件展开长度,如图4-2所示。当板料厚度为t,弯曲内角半径为r,弯曲件毛坯展开长L为
L=a+b-u
式中 a、b——分别为折弯两直角边的长度;
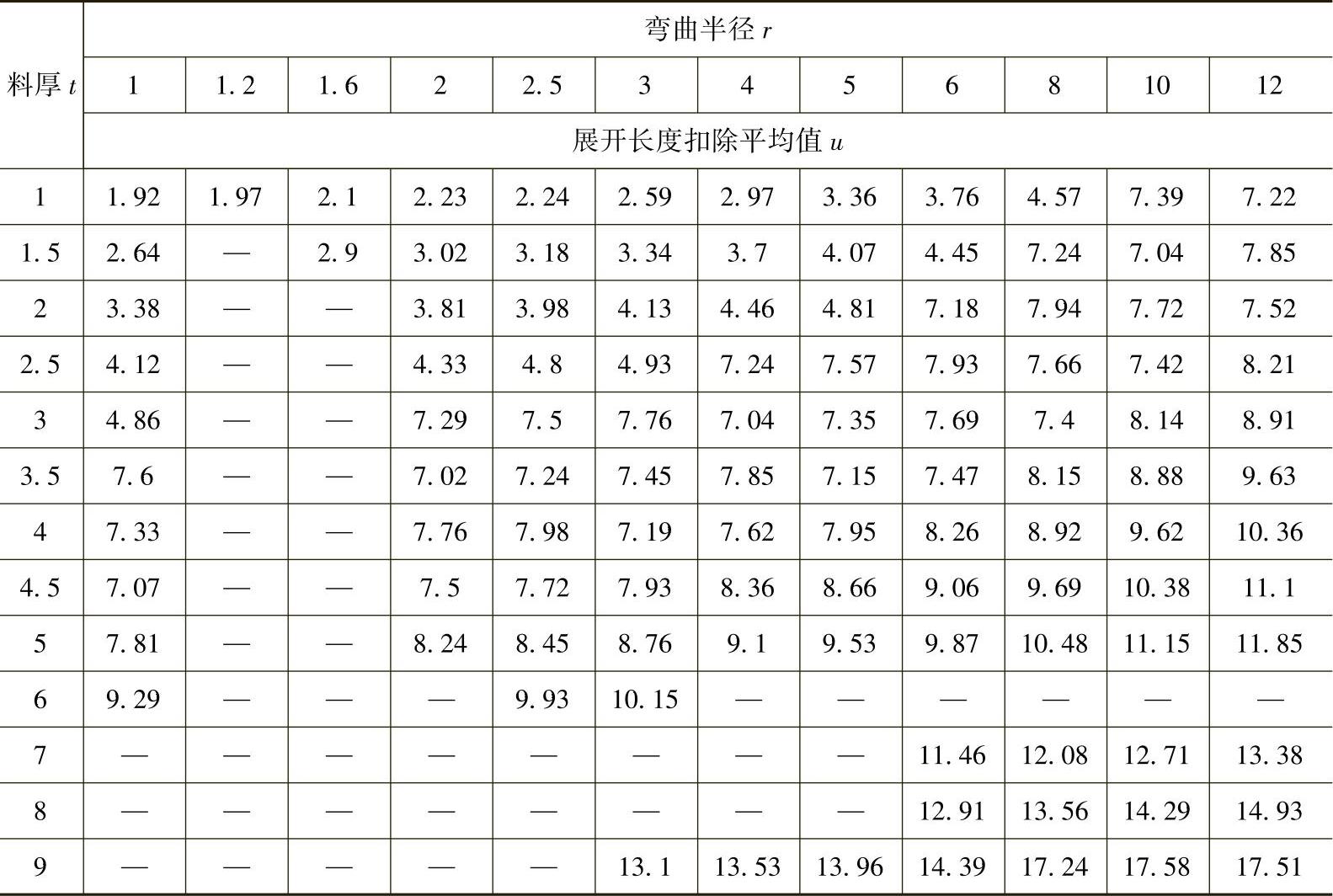
u——两直角边之和与中性层长度之差,即展开长度扣除值,见表4-2。
表4-2 弯曲90°展开长度扣除值u (单位:mm)
生产中,若对弯曲件长度的尺寸要求并不精确,则弯曲件毛坯展开长L可按下式作近似计算:
当弯曲半径r≤1.5t时,L=a+b+0.5t;
当1.5t<r≤5t时,L=a+b;
当5t<r≤10t时,L=a+b-1.5t;
当弯曲半径r>10t时,L=a+b-3.5t。
(2)任意角弯曲件的计算 图4-3所示的任意弯曲角度的弯曲件可按下式计算。

式中 L1、L2——分别为直线部分长度(mm);
ρ——弯曲部分中性层半径(mm);
α——弯曲角(°),α=180°-θ;(https://www.xing528.com)
θ——弯曲部分的中心角(°);
x——与变形程度有关的中性层系数,按表4-1选取,当采用模具对铰链件进行卷圆时(见图4-4),按表4-2选取;
t——板厚(mm)。
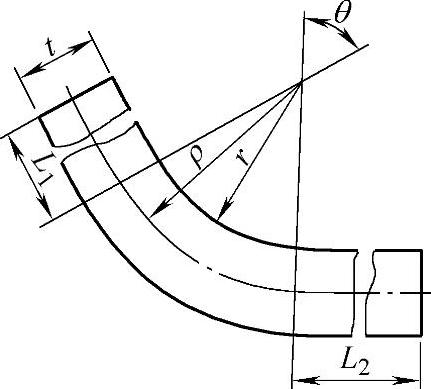
图4-3 任意角弯曲件的计算
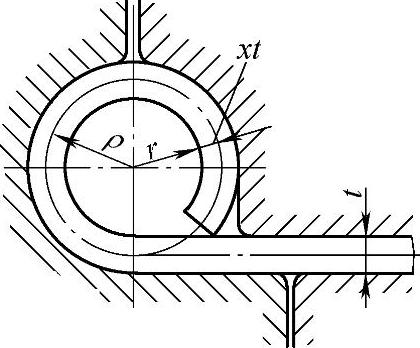
图4-4 卷圆
对于r=(0.6~3.5)t的铰链式弯曲件,采用图4-4所示卷圆模方法进行弯曲时,凸模对毛坯一端施加的是压力,故产生不同于一般压弯的塑性变形,材料不是变薄而是增厚了,中性层由板料厚度中间向弯曲外层移动,因此中性层位移系数大于或等于0.5(见表4-3)。
表4-3 卷圆时中性层位移系数
2.板料手工弯曲的操作技法
常用的手工弯曲工具主要有木榔头、木尖、台虎钳、弯边模等,如图4-5所示。
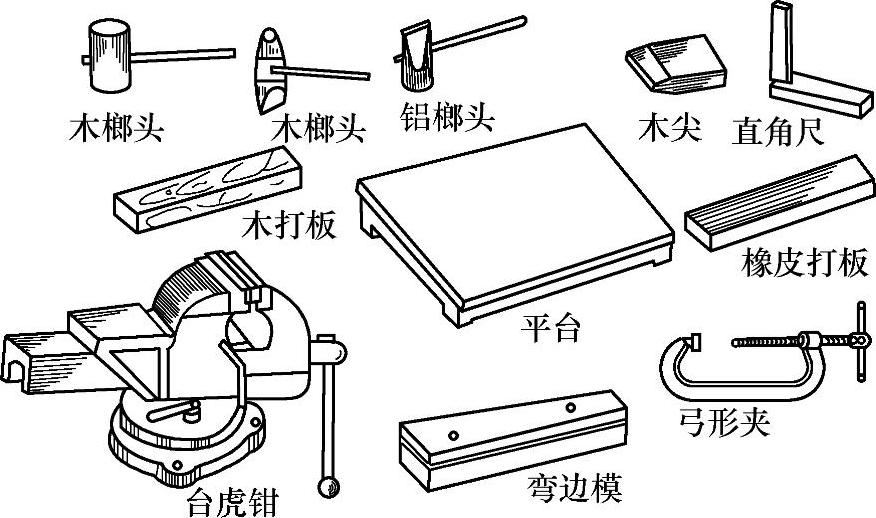
图4-5 手工弯曲用工具
对于不同形状的板料弯曲件,其弯曲加工方法是不同的。手工弯曲分单角弯曲和多个弯边的弯曲,其弯曲操作方法为:
(1)单角弯曲 对于单角弯曲的零件,首先应按前述方法展开求得其展开尺寸,矫平后划出弯曲线;然后准备两块长度大于零件长的模块或规铁,将弯曲件毛料夹在两块规铁之间,弯曲时将弯曲线与规铁倒R的棱边紧贴,如图4-6a所示;再用橡皮条或木锤拍倒材料,使其向R棱规铁方向靠模,拍打时着重拍打毛坯伸出模外的中下部,尽量使其贴模,如图4-6b所示;为保证材料收缩贴模,可用木锤和木尖将毛坯R处从头至尾均匀锤击一遍,使其贴模,如图4-6c所示;为消除回弹、翘曲及反凹(弯曲时用锤头敲击过多易产生反向弯曲),应用木尖由外向里敲打一遍,连续地由一端敲打到另一端,如图4-6d所示。对于发生翘曲、回弹的弯曲件,为消除翘曲、回弹,可选用一块一面平直的规铁,用弓形夹夹在平台上,零件弯边靠规铁平直面,用木尖对准工件弯曲处成45°角,用木锤轻轻敲打木尖,边移边敲弯曲处,全部敲打一遍,如图4-6e所示。最后再将工件夹在规铁中,用橡皮条抽打直至贴模,如图4-6b所示。
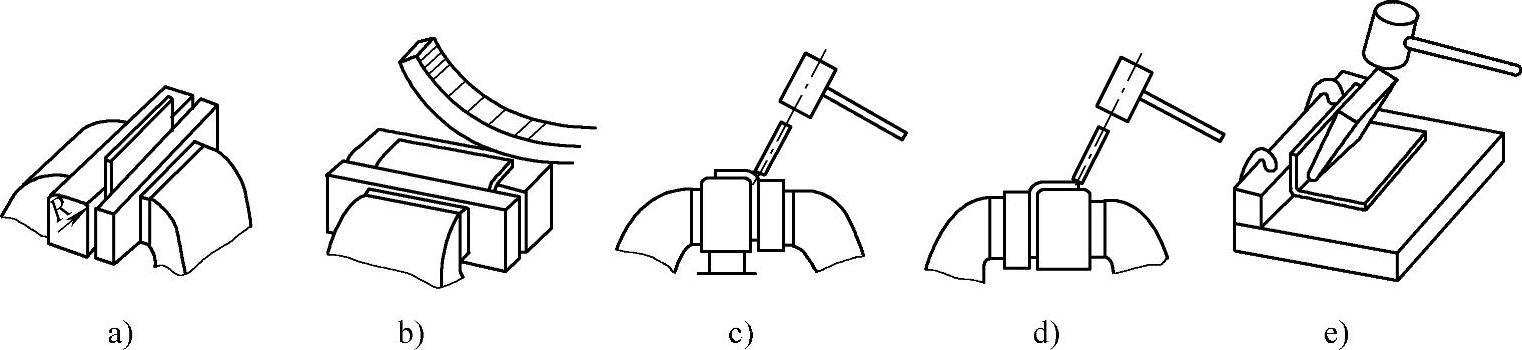
图4-6 单角弯曲操作法
a)用规铁夹紧 b)向R棱规铁方向靠模 c)锤击毛坯R处 d)收缩贴模 e)消除翘曲、回弹
(2)多个弯边的弯曲 多个弯边的弯曲与单角弯曲的方法相同,但需要注意的是弯曲的顺序,若用规铁弯曲,其弯曲顺序一般是先里后外,比较容易保证弯曲件各部分尺寸,图4-7a、b所示分别为两个弯曲件的弯曲方法(图中数字为弯曲顺序)。
在进行多个弯边的弯曲时应注意,由于多个弯边弯曲件是由多个单角弯曲组合而成的,其弯曲顺序是不可逆的,而且后一顺序弯曲的完成无法对前一顺序的弯曲做任何修正,因此每个弯边弯曲后都要仔细检测,对好角尺,保证弯边平直。每次弯边尺寸要准确,否则,因误差积累将导致无法返修。在成形时,每次弯曲可用长木打板压倒毛料后,再用木打板平放于弯边面上,用木锤打至贴模,并使弯曲处平直,弯边波纹少,如图4-8所示。垫在台虎钳上的垫铁要垫实,否则在敲打时,材料会下滑而影响弯边尺寸。
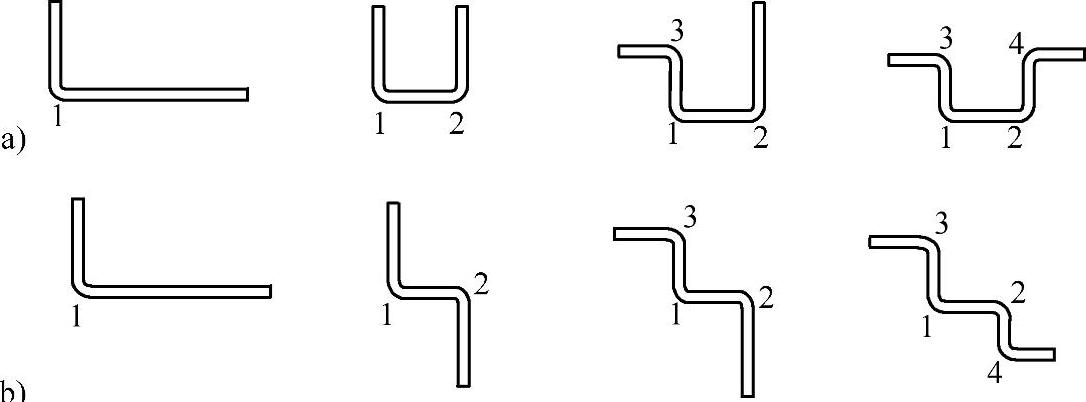
图4-7 多个弯边的弯曲顺序
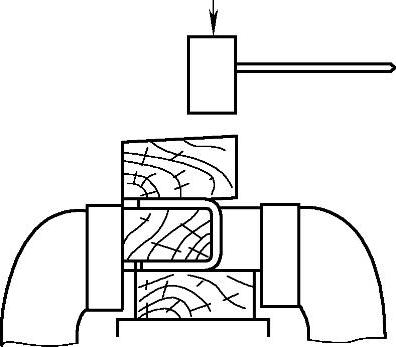
图4-8 用木打板压弯边
3.手工弯曲注意事项
采用手工弯曲的钣金件一般多为薄板料,由于其抗载能力弱,若承受局部冲击载荷,板材易因局部厚度的减小而产生翘曲缺陷,因此对板材施加的载荷应为分布载荷(如线分布和面分布载荷),应禁止以任何集中载荷形式施加在板材表面上。若弯曲材质为非铁金属板材,由于其表面硬度小,为避免板材表面产生锤印,故在手工弯曲时,所使用的施载工具表面硬度应低于板材,如使用材质为纯铜、硬木和橡胶等的锤子、板条等施力工具。
对于多个弯边弯曲,由于其折弯成形的不可逆性和不可修正性,因此在弯曲前必须要准确计算、划线,合理安排弯边顺序,每一弯边角度及弯角半径R必须到位后再进行下一弯边,否则,会因各种误差的积累而影响多个弯边弯曲件总体尺寸的准确性且无法返修。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。