



采用不同的可燃气体进行气割,所使用的设备和工具也略有不同。氧乙炔焰气割设备是由氧气瓶和氧气减压器、乙炔气瓶和乙炔减压器、回火保险器和割炬等组成,如图3-51所示。
1)氧气瓶与乙炔气瓶。氧气瓶是贮存高压氧气的圆柱形容器,外表漆成天蓝色作为标志,最高压力为16.7MPa,容积约40L,储气量约6m3。氧气瓶属高压容器,有爆炸危险,使用中必须注意安全,搬运时应避免剧烈振动和撞击,操作时氧气瓶距明火或热源应在5m以上。氧气瓶夏日要防止曝晒,冬天若阀门冻结,严禁用火烘烤,应用热水解冻。瓶中氧气不允许全部用完,余气表压应保持98~196kPa,以防瓶内混入其他气体而引起爆炸。
乙炔气瓶是贮存及运输乙炔的专用容器,外形与氧气瓶相似,但比氧气瓶略短(1.12m)、直径略粗(250mm),瓶体表面涂白漆,并用红漆在瓶体标注“乙炔”字样。为保证乙炔稳定和安全地贮存,在乙炔气瓶内充满了浸渍丙酮的多孔填料。
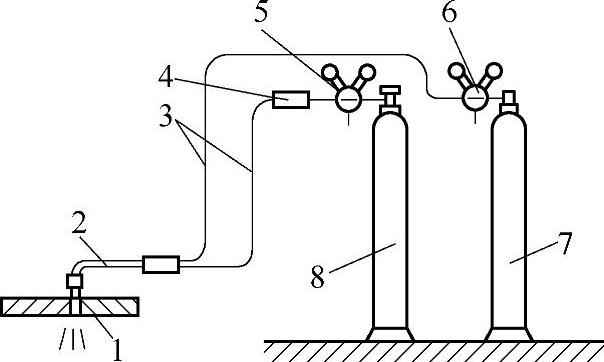
图3-51 氧乙炔焰气割设备
1—工件 2—割炬 3—胶管 4—回火保险器 5—乙炔减压器 6—氧气减压器 7—氧气瓶 8—乙炔气瓶
乙炔气瓶在搬运、装卸、使用时,都应竖立放稳,严禁在地面卧放。使用乙炔时,必须经减压器减压,禁止直接使用。
2)减压器。减压器是将高压气体降为低压气体的调节装置,其作用是将气瓶中流出的高压气体的压力降低到需要的工作压力,并保持压力的稳定。
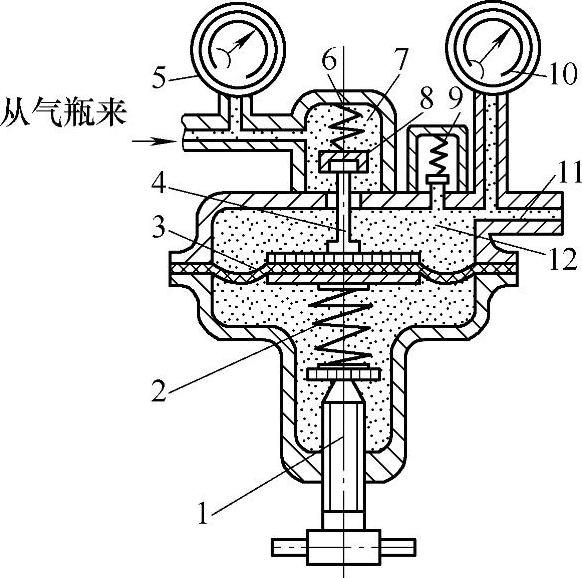
图3-52 减压器
1—调节螺钉 2—工作弹簧 3—弹性薄膜 4—传动杆 5—高压表 6—副弹簧 7—高压室 8—减压活门 9—安全阀 10—低压表 11—出气口 12—低压室
图3-52所示为一种单级减压器的结构原理图。顺时针旋转调节螺钉1,使减压活门8开启,从气瓶来的高压气体由高压室7经减压活门8流入低压室12,气体膨胀且压力降低至工作压力,然后从出气口11流出。工作压力的高低通过改变调节螺钉1的位置调节。工作弹簧2和副弹簧6的作用是保证当气瓶内压力逐渐降低时,减压活门8能正常自动开启并保持平衡,使工作压力稳定不变。
氧气和溶解乙炔气的减压器,必须选用符合气体特性的专用氧气减压器和乙炔减压器。(https://www.xing528.com)
3)割炬及胶管。割炬的作用是使氧气与乙炔按比例混合形成预热火焰,并将高压氧气喷射到被切割工件上,使被切金属在氧射流中燃烧、吹除而形成切口。
割炬按氧气和乙炔混合方式的不同分为射吸式和等压式两种,如图3-53所示,其中以射吸式割炬应用最多,且适用于低压或中压乙炔气。表3-8给出了常用射吸式割炬型号及其参数。
图3-53a所示为射吸式割炬。射吸式割炬采用固定射吸管,通过更换切割氧孔径大小不同的割嘴,可适应切割不同厚度工件的需要,生产中使用广泛。工作时预热氧高速进入混合室,吸入周围乙炔气并以一定比例形成混合气由割嘴喷出,点燃后形成预热火焰。切割氧则经氧气管由割嘴中心孔喷出,形成高速切割氧流。
表3-8 常用射吸式割炬型号及其参数
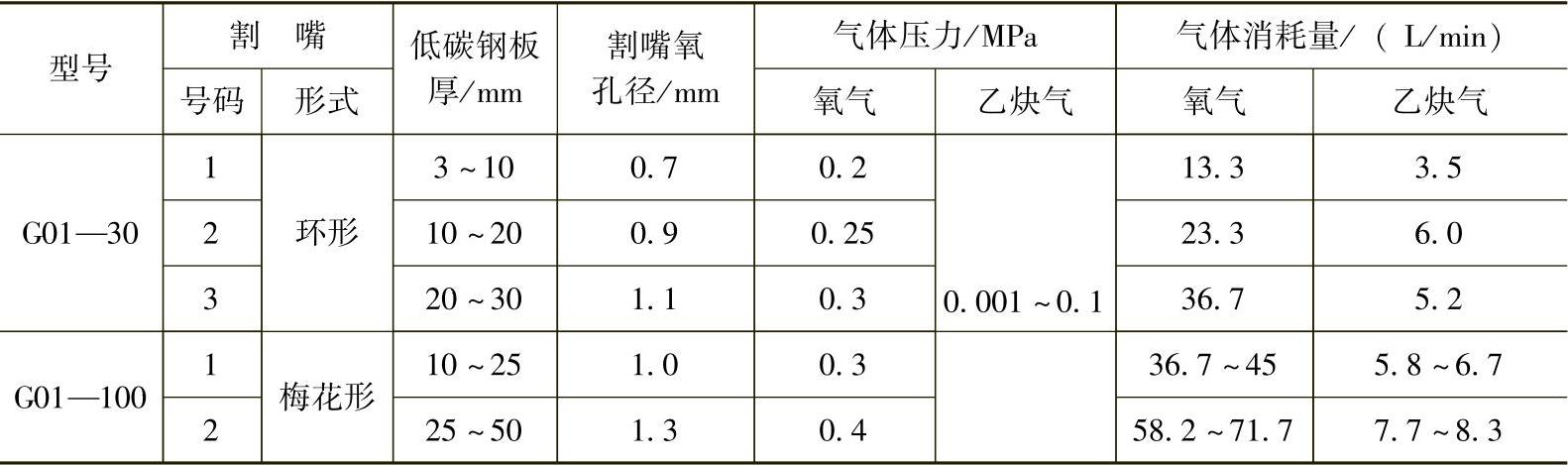
注:型号中G表示割炬,0表示手工,1表示射吸式,后面数字表示气割低碳钢最大厚度(mm)。
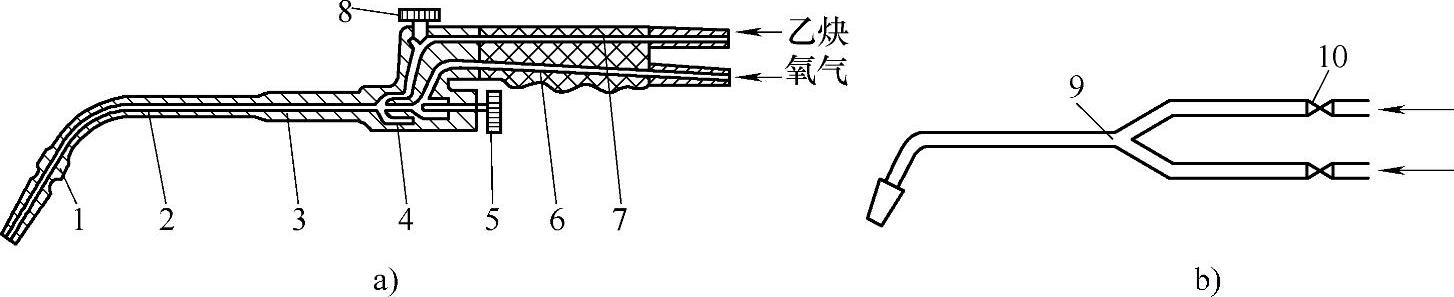
图3-53 割炬构造原理
a)射吸式原理及外形 b)等压式外形
1—割嘴 2、9—混合管 3—射吸管 4—喷嘴 5、10—氧气阀 6—氧气导管 7—乙炔导管 8—乙炔气阀
图3-53b所示为等压式割炬。等压式割炬的乙炔、预热氧、切割氧分别由单独的管路进入割嘴,预热氧和乙炔在割嘴内开始混合,喷出点燃后产生预热火焰。它适用于中压乙炔气,特点是火焰稳定,不易回火。
输送氧气、乙炔气或液化石油气到割炬的橡胶软管,是用优质橡胶夹麻织物或棉纤维制成,氧气胶管的允许工作压力为1.5MPa,胶管孔径为8mm;乙炔胶管允许工作压力为0.5MPa,管径为10mm。为便于识别,氧气胶管采用红色,乙炔胶管采用绿色。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。