



正确进行压力机的调整是安装冲裁模的重要内容,也是生产合格冲压件的重要前提。压力机调整的主要内容是压力机行程及压力机闭合高度的调整。当模具中有打料杆时,还需调整打料杆的打料位置。
1.压力机行程的调整
大多数压力机(如曲轴压力机)的滑块行程是不可调节的。有一些压力机(如偏心压力机,即压力机所用的主轴为图3-43所示的偏心轴)的滑块行程可调,如图3-43a所示,采用偏心轴和偏心套结构,转动偏心套的位置即可调节行程。
当偏心轴和偏心套的偏心距位于同一方向时,其工作行程数值为最大,如图3-43b所示,即
Hmax=2(r1+r2)
式中 Hmax——压力机最大工作行程(mm);
r1——偏心轴的偏心半径(mm);
r2——偏心套的偏心半径(mm)。
当偏心轴和偏心套的偏心距位于相反方向时,其工作行程数值为最小,如图3-43c所示,即
Hmin=2(r1-r2)
式中 Hmin——压力机最小工作行程(mm)。
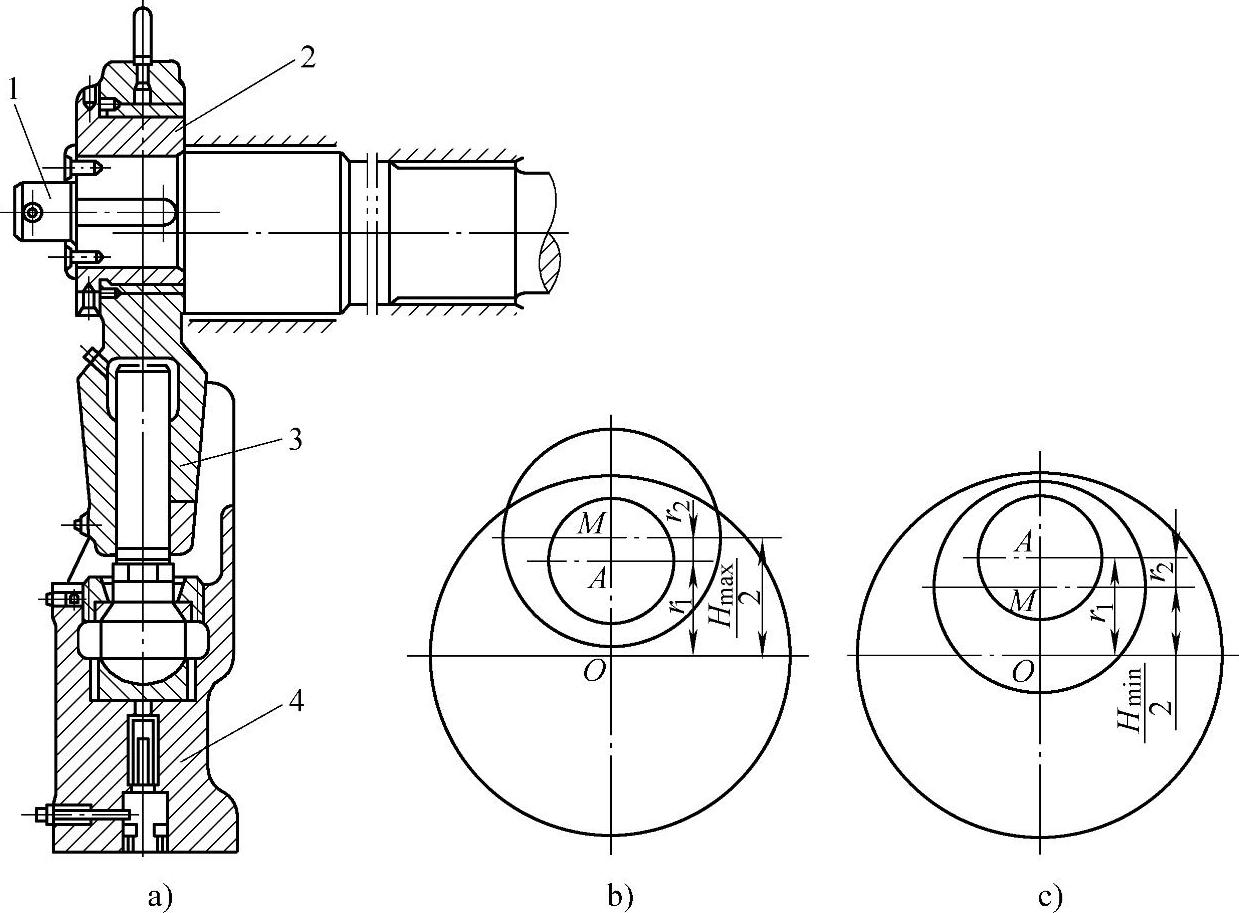
图3-43 行程可调机构及其行程调节
a)行程可调机构 b)最大工作行程 c)最小工作行程
1—偏心轴 2—偏心套 3—连杆 4—滑块 O—主轴中心 A—偏心主轴偏心部分中心 M—偏心套中心
图3-44所示为偏心压力机行程调节机构示意图。调节原理及步骤如下:
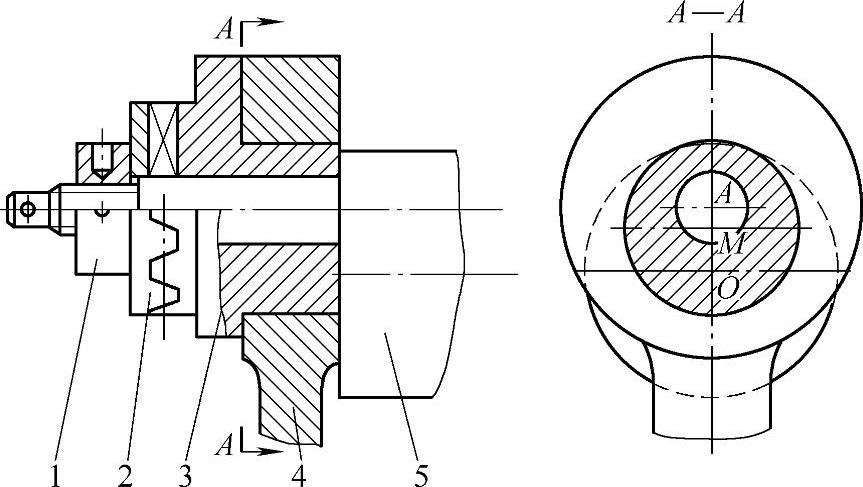
图3-44 偏心压力机行程调节机构示意图
1—螺母 2—接合套 3—偏心套 4—连杆 5—偏心主轴
偏心主轴5的前端为偏心部分,其上套有偏心套3。偏心套3与接合套2由端齿啮合,并由螺母1锁紧。接合套2与偏心主轴5以键相连接。连杆4自由地套在偏心套上。这样,主轴做旋转运动将带动偏心套3的中心M沿主轴中心O做圆周运动,从而使连杆4和滑块做上下往复运动。松开螺母1,使接合套2的端齿脱开,转动偏心套3,调节偏心套中心M到主轴O的距离,即可在一定范围内进行滑块的行程调节。行程的调节范围为 (其中A为偏心主轴偏心部分中心,M为偏心套中心)。(https://www.xing528.com)
(其中A为偏心主轴偏心部分中心,M为偏心套中心)。(https://www.xing528.com)
2.压力机闭合高度的调节
为了适应不同高度的模具,压力机的装模高度必须能够调节。一般情况下,压力机的连杆长度是可以调节长度的。压力机的连杆一端与曲轴相连,另一端与滑块相连,因此调节连杆长度便可达到调节装模高度的目的。图3-45所示的JB23—63压力机的曲柄滑块机构,便是通过调节连杆长度来满足装模高度调节的实际结构。
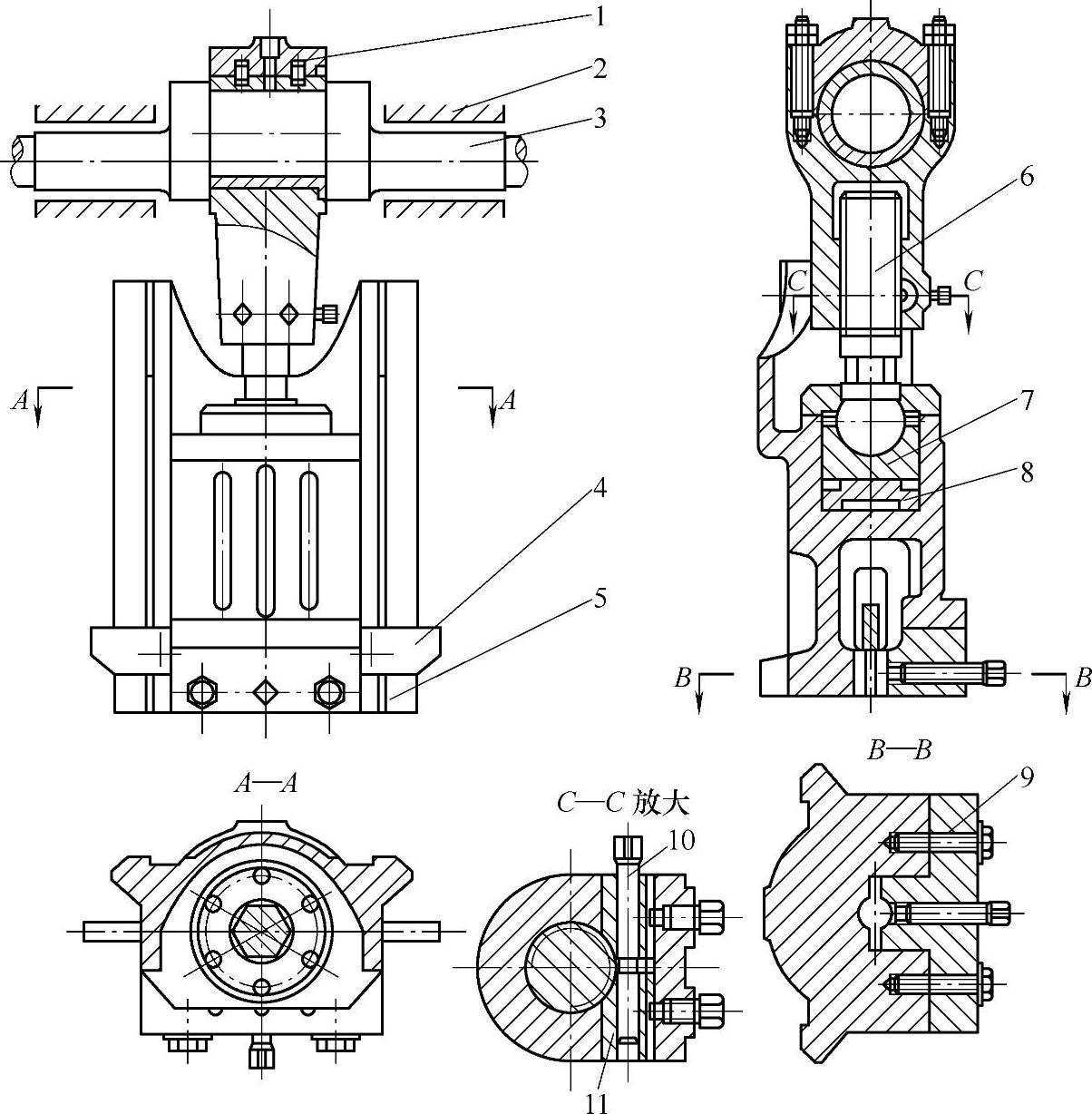
图3-45 JB23—63压力机的曲柄滑块机构
1—连接体 2—轴瓦 3—曲轴 4—打料横杆 5—滑块 6—调节螺杆 7—支承座 8—保险块 9—模柄夹持块 10—锁紧螺钉 11—锁紧块
由图3-45可知,连杆不是一个整体,而是由连接体1和调节螺杆6所组成。在调节螺杆6的中部有一段六方部分,如图3-44中A—A所示。松开锁紧螺钉10用扳手扳动中部带六方的调节螺杆6,即可调节连杆的长度。较大的压力机是通过电动机、齿轮或蜗轮机构来调节螺杆的。
滑块在下死点位置时,滑块下平面与工作台平面的距离称为压力机的闭合高度。当连杆调节到最小长度时,闭合高度达最大值,称为压力机的最大闭合高度;当连杆调节到最大长度时,闭合高度达最小值,称为压力机的最小闭合高度。
为使模具正确安装在压力机上并能使冲压作业正常进行,压力机的最大闭合高度必须大于冲模的闭合高度,使模具能够在压力机工作台面与滑块下平面之间安装进去;压力机的最小闭合高度必须小于冲模的闭合高度,使上、下模得以在冲压作业中吻合。
压力机的闭合高度调节完成后,锁紧装置必须锁紧,以免在压力机工作过程中松动而使连杆长度发生变化,影响冲压作业的正常进行。这一点对于变形基本工序中的某些冲压工序(如弯曲、压印等)尤为重要。
3.打料装置的调整
一次冲压结束后,工件往往会卡在模内,为了将工件推出,压力机一般在滑块上设置打料装置。图3-46所示为刚性打料装置。它由一根穿过滑块的打料横杆4及固定于机身上的挡头螺钉3等组成。当滑块下行冲压时,完成冲压后的工件通过上模中的顶杆7使打料横杆4在滑块中升起,当滑块上行接近上死点时,打料横杆4两端被机身上的挡头螺钉3挡住,滑块继续上升,打料横杆4便相对滑块向下移动,推动上模中的顶杆7将工件顶出。打料横杆4的最大工作行程为H-h,如果打料横杆4过早与挡头螺钉3相撞,会发生设备事故,所以在更换模具、调节压力机装模高度时,必须相应地调节挡头螺钉3的位置。
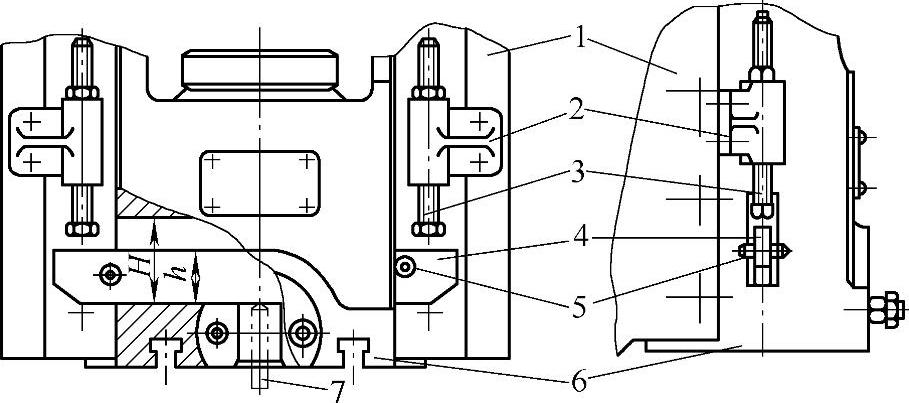
图3-46 压力机的打料装置
1—机身 2—挡头座 3—挡头螺钉 4—打料横杆 5—挡销 6—滑块 7—顶杆
图3-47所示为压力机的打料装置的工作初始状态示意图。
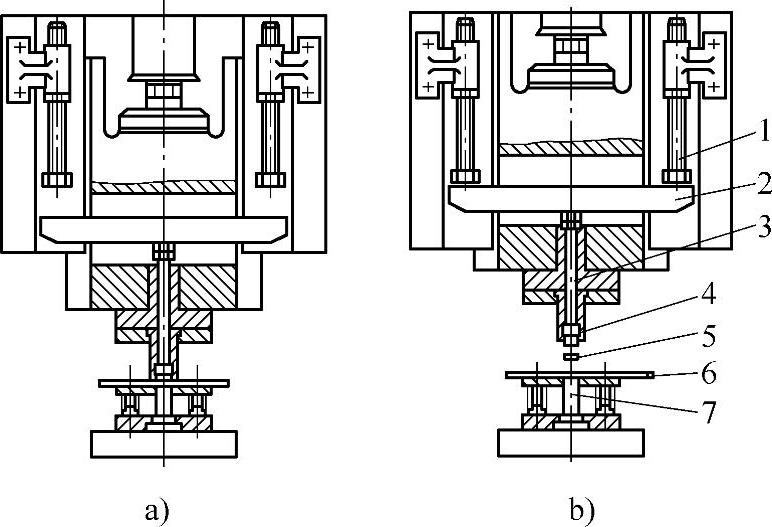
图3-47 压力机打料装置工作初始状态示意图
a)行程下死点 b)行程上死点
1—挡头螺钉 2—打料横杆 3—顶杆 4—凹模 5—冲压件 6—板料 7—凸模
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。