



与手工剪切一样,手工剋切也是钣金下料技能的重要组成部分,通常用于料厚大于3mm板料的切断。剋切需利用剋切工具(剋子)与大锤配合来完成。剋切是利用剋子刃口的切削运动对工件进行的加工。手工剋切下料的最大特点是加工不受工作位置和零件形状的限制,并且操作简单、灵活。
1.手工剋切的工具
常用的手工剋切工具——剋子,分为上剋子和下剋子,如图3-12所示,其中下剋子通常利用废剪刃片或钢轨加工而成(见图3-12b)。
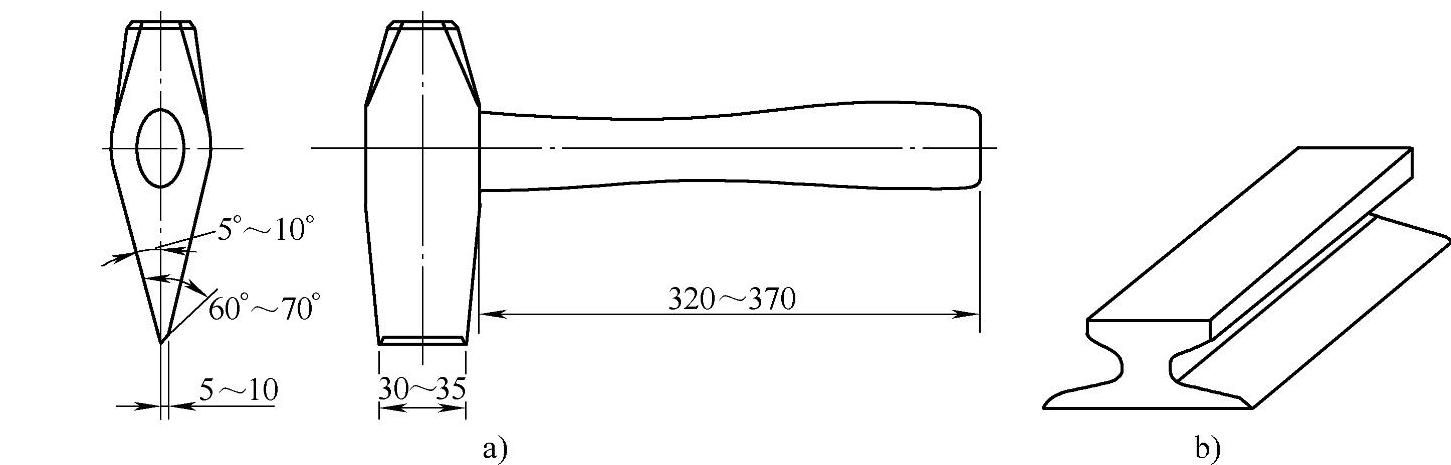
图3-12 剋切工具
a)上剋子的尺寸分布 b)下剋子
上剋子的刃部是一个不对称的锲形。剋切下料时,刃尖(见图3-12a)左边部分为落料零件,其右边部分为弃料部分,剋子在顶部锤击力的作用下,剋子刃尖沿剋子轴线方向挤入零件材料,当剋子刃尖锲入板料的大部分深度以后,由于锲形刃尖不对称的刃面对弃料部分存有较大的挤压力,在剋子刃尖离板料底部还有一定距离时,板料就沿剋子刃尖线被拉裂,使板材得到分离。
由图3-12a可见,剋子的刃尖截面与一般的刀具断面尺寸是不同的,宽厚的刃端是为了保证剋子能够在较大的冲击力作用下不产生变形乃至破坏,不会使刃尖嵌入硬而脆的材料产生崩裂甚至飞出造成人身伤害,更主要的是能保证剋子分离材料(尤其是板材)的功能。
2.手工剋切的操作手法
采用手工剋切进行零件的下料操作前,应首先熟悉零件图,了解工件的形状和加工尺寸,所选用的剋子应带手柄,手柄长度约为320~370mm,刃部厚度约为5~10mm,如图3-12a所示。
进行手工剋切操作时,手心要向下,握住剋子手柄,手部离剋子手柄尾端约30~40mm。剋切是由两人配合进行的,持剋子手柄者双手一前一后握紧手柄,使剋子稍斜,待刃尖与板料划线重合后再把剋子摆正,身子稍挺直,两眼紧盯刃尖;另一人用大锤锤击剋子顶端,落锤要正、直,不能晃动,锤击点要准确。若在地坪平台上剋切划好线的钢板时,持剋子手柄的操作者应下蹲,略向前倾,但头稍朝后正立。前倾是为了手持手柄稳定垂直,头稍朝后正立是为了便于观察、对线和避让持锤者意外的失手。左脚向前一小步,小腿垂直地面,大腿内藏两臂之间,右脚向后略倾斜,脚掌着地,如图3-13所示。
剋切时,先将剋子的刃口前端对准加工线,剋子不能全部压入板料。对板料开始剋切应从板边开始,剋子刃口的1/3剋刃宽需伸出板边外,并与下剋子刃相靠。当板边被刃口切开后,再将刃口对准划线向下延续剋切,此时刃口后端应向上翘起10°~15°,目的是便于观察刃口对线,并将锤击力集中在剋子的前部,便于板件切缝的连续和延伸,如图3-14所示。
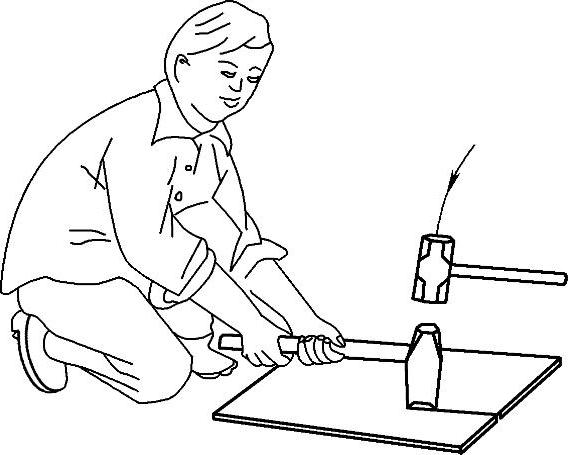
图3-13 剋切操作

图3-14 剋子的位置及角度
锤子锤击剋子的顶部后,应迅速地将刃口后端翘起,锋刃前端沿剋槽内向后滑动,直至将加工线全部剋切完。接近结尾的剋切,应轻缓锤击,避免损伤刃口和破坏平台表面。
在剋切过程中,由于刃尖侧面的作用,将使板料产生侧向的张口弯曲和因局部的挤压而导致的翘曲变形,因此剋切后的板件应进行矫平。
剋切操作完成后,应及时清理工作现场。
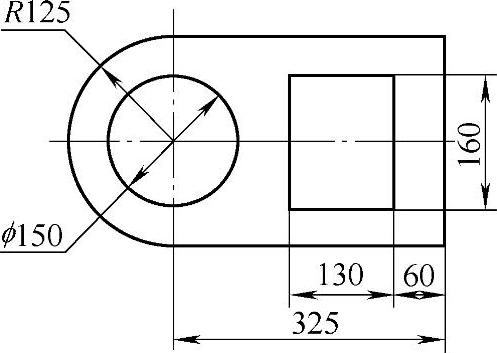
图3-15 剋切工件
3.手工剋切的操作步骤与方法
尽管剋切的钣金件种类繁多,但其剋切加工的操作步骤与方法基本上是相同的。以下通过一实例的手工剋切详细讲述其操作步骤及方法。
图3-15所示工件采用4mm厚的Q235A钢板制成,要求剋切后的工件内孔转角处不得发生破裂,其剋切步骤与方法为:
(1)划线 准备好待加工板料,利用放样样板或直接按1∶1的比例划线将待加工工件的图样划在板料上。为了便于起剋时对线准确,应先确定起剋点,再把起剋线划至板料边缘处,以便与下剋子刃口对正,如图3-16所示。
(2)确定剋切顺序 分析所剋切的工件图形,确定剋切顺序。一般剋切加工的顺序是:先外形,后内孔;先直线,后曲线;先整体,后部分。图3-15所示工件的剋切顺序安排如图3-17所示。
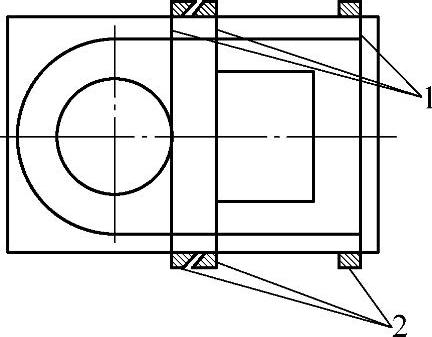
图3-16 起剋线对正下剋子刃口
1—起剋线 2—下剋刃(https://www.xing528.com)
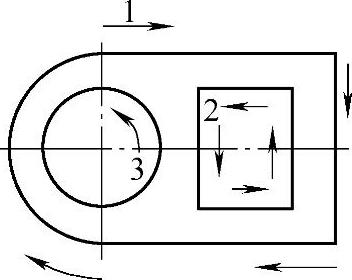
图3-17 剋切顺序
(3)直线段的剋切 直线段的剋切操作方法为:
1)起剋。把板料平放在下剋子上,余料部分探出剋刃,以过线找正,使剋切线与下剋子刃重合,剋子的位置及角度如图3-14所示。起剋时,锤击力要小些,以便当起剋不准时,能修正剋切位置,并防止钢板剋断后上、下剋子刃相撞损坏刃具。剋出开口,并确认开口线准确后,即以上剋子下部分侧边靠在下剋子侧面开始直线逐段剋切。
2)剋切。在剋切过程中,钢板的剋切线应始终与下剋子刃对齐,保持上剋子合适倾角,并使上、下两剋刃靠紧,否则不但不能剋断板料,还会产生折曲变形,如图3-18所示。剋切时,为提高质量,要随时纠正剋切偏向,不断变换锤击力。这就要求操作者应注意观察,密切配合,击锤者必须听从掌剋子者的指挥。
(4)曲线部分的剋切 曲线部分的剋切操作方法为:
1)起剋。当剋切至工件的曲线部分时,应先切断已剋完的直线部分余料,使之不妨碍曲线剋切时的找正。为减少板料在剋切时的变形,应将工件圆形部分放在下剋子上,不断转动工件,始终利用下剋子的端部进行剋切(见图3-19)。
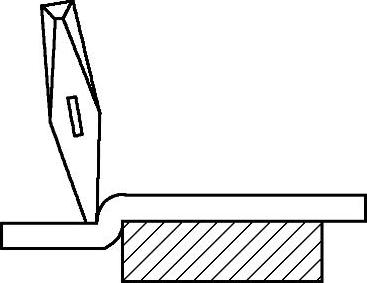
图3-18 剋切中板料的折曲变形
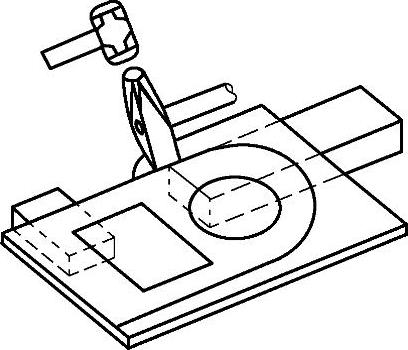
图3-19 曲线部分的起剋
2)剋切。在板料上剋切曲线时,因上、下剋刃均为直线,每一次剋切也只能剋切出一段直线,因此,剋切曲线的实质是沿曲线的切线位置剋切出直线段,围绕曲线形成一个外切多边形,剋切出的直线段越短,越接近曲线。剋切曲线的要求是:每次的剋切量尽量小些,并频繁地转动板料;锤击要短促,力量要适当。
(5)内方孔的剋切 为使内方孔剋切的开口准确,可按图3-20所示方法对线。起剋时,以上剋刃尖角与板料接触,轻轻锤击开口处。此时,工件起剋处并未切透,待剋切出2~3倍刃宽的长度时,再把上剋刃平放于起剋处清根切透即可(见图3-21)。开好口后的剋切方法与前述直线的剋切相同。
(6)内圆孔的剋切 内圆孔的剋切首先应选好起剋点。为了便于起剋,一般应把起剋点选在便于夹持板料的位置,过起剋点作内圆的切线,使起剋点对正下剋刃(见图3-22)。内圆孔的剋切方法与前述曲线部分相同。
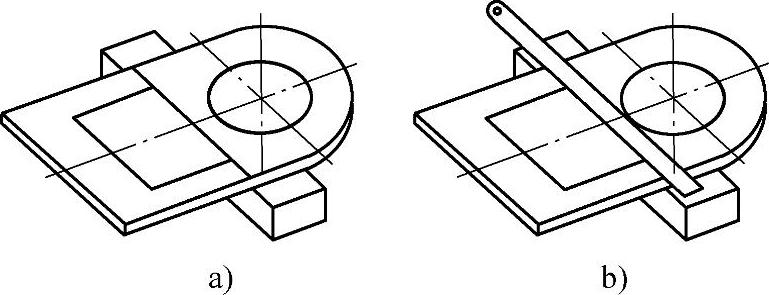
图3-20 内方孔起剋对线
a)划线对正 b)直尺过线对正
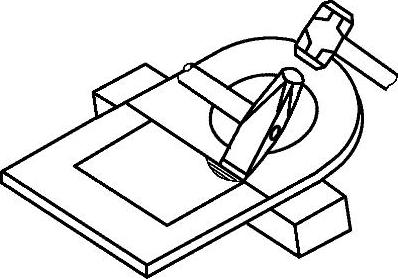
图3-21 内方孔起剋
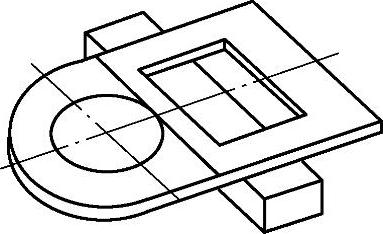
图3-22 内圆孔的剋切
4.手工剋切操作注意事项
由于手工剋切时,剋子的切削力是由第二人的大锤锤击剋子顶端而得来的,因此在大锤接触剋子顶端的瞬时,大锤、剋子的中心线要共线并垂直于被剋切的钢板平面。这时要求手持剋子手柄的操纵者持柄姿势要正确,持柄要稳,剋子对线动作要灵活、迅速,而且要准确;要求持大锤者落锤要正,落点要准。两者配合操作时,注意力要集中。
剋切时,应注意周围是否有行人;开锤时,大锤的起锤高度要小,待感觉到落锤准确、稳定后再增大提锤高度,增加锤击力。
剋切时,操作者不准戴手套,尤其是持大锤者,因戴手套后手感减退,尤其是工作一段时间或有疲劳感后,手易麻木,大锤则易滑脱手,导致危险的后果;持剋子者,因戴手套后手感差,剋子不易持正。但在剋切后去毛刺,搬运工件和余料时,必须要戴手套,以免伤手。
经常检查大锤和剋子的紧固情况,手柄插入端应钉入防脱楔钉,以防长久使用后大锤和剋子与手柄端产生松动而脱出,造成不良后果。此外,因剋子顶端易产生卷边(这是因大锤锤击而导致的),需要及时去除并修磨,否则卷边在大锤锤击下断裂飞出,会造成伤人事故。
工件即将断开时,应轻缓剋切,或用手锤敲断,以免损伤剋子刃尖或平台表面。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。