



【摘要】:在圆柱杆上加工出螺纹,通常采用手工操作完成,称为手工套螺纹。套螺纹的工具 手工套螺纹用的工具主要为圆板牙架。套螺纹前圆杆直径也可按表2-18确定。2)套螺纹时,切削力矩很大,圆杆套螺纹部分离钳口要近。3)套螺纹时,板牙端面与圆杆轴线应垂直,用左手掌端按压板牙,右手转动板牙架。当板牙已旋入圆杆套出螺纹后,不再用力,只要均匀旋转。套钢杆螺纹时要加切削液,以提高螺纹表面光洁程度和延长板牙寿命。
在圆柱杆上加工出螺纹,通常采用手工操作完成,称为手工套螺纹。
(1)套螺纹的工具 手工套螺纹用的工具主要为圆板牙架。圆板牙架用以安装板牙,常见结构如图2-74所示。使用时,调整螺钉和拧紧紧定螺钉,将板牙紧固在板牙架中。
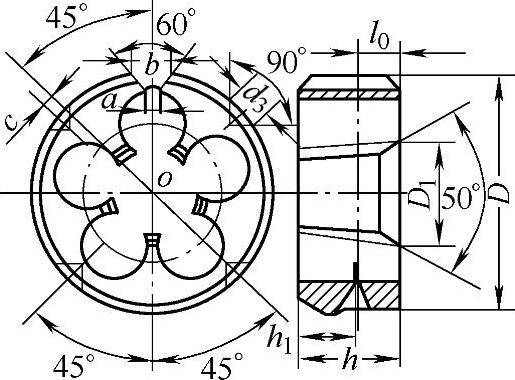
图2-73 55°密封管螺纹板牙
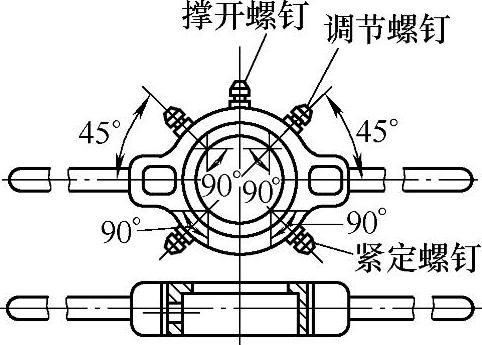
图2-74 圆板牙架
(2)套螺纹前圆杆直径的确定 与丝锥攻螺纹一样,用圆板牙在工件上套螺纹时,材料同样因受挤压而变形,牙顶将被挤高一些,所以套螺纹前圆杆直径应稍小于螺纹的大径尺寸。一般圆杆直径用下式计算:
d0=d-0.13P
式中 d0——套螺纹前圆杆直径(mm);
d——螺纹大径(mm);
P——螺距(mm)。(https://www.xing528.com)
套螺纹前圆杆直径也可按表2-18确定。
表2-18 板牙套螺纹时圆杆的直径
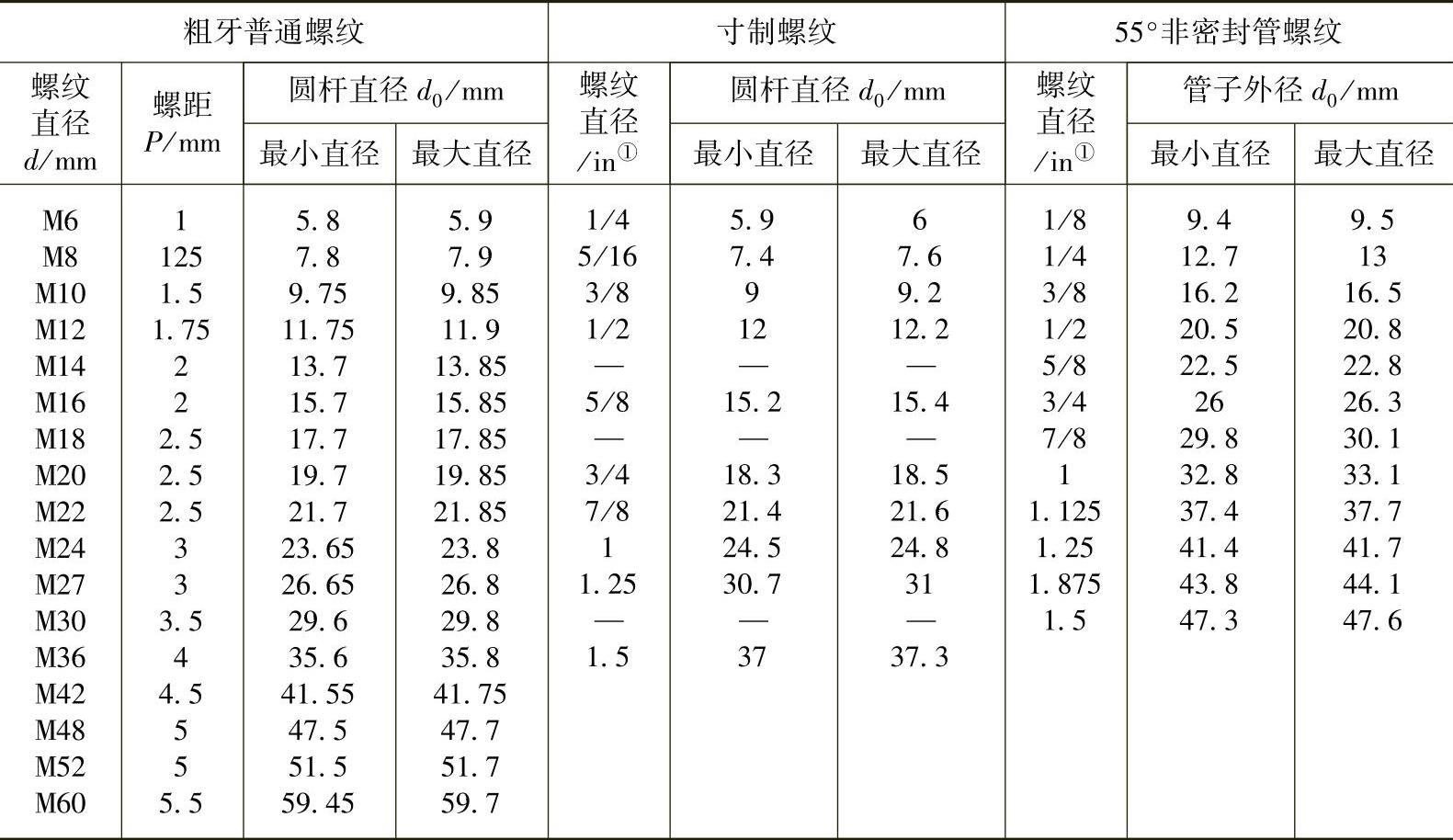
①in为非法定计量单位,1in=25.4mm。
(3)手工套螺纹操作要点 手工套螺纹的操作方法及工作要点主要有以下方面:
1)套螺纹前,圆杆端头要倒成15°~20°斜角,如图2-75所示,顶端最小直径要小于螺纹小径,以易于板牙对正切入。
2)套螺纹时,切削力矩很大,圆杆套螺纹部分离钳口要近。夹紧时,要用硬木或厚铜板作钳口衬垫来夹圆杆,要求既能夹紧又不夹坏圆杆表面。
3)套螺纹时,板牙端面与圆杆轴线应垂直,用左手掌端按压板牙,右手转动板牙架。当板牙已旋入圆杆套出螺纹后,不再用力,只要均匀旋转。为了断屑,需时常倒转。套钢杆螺纹时要加切削液,以提高螺纹表面光洁程度和延长板牙寿命。
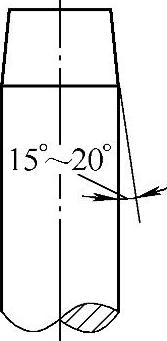
图2-75 套螺纹时圆杆的倒角
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。