



攻螺纹有手工攻螺纹与机床攻螺纹两种。
(1)攻螺纹的工具 攻螺纹的工具主要有:铰杠(俗称铰手)、攻螺纹安全夹头及快换丝锥安全夹头等。
1)铰杠。铰杠又称丝锥扳手,手用丝锥攻螺纹时,一定要用铰杠。铰杠的结构形式如图2-67所示。
一般攻M5以下的螺纹孔,宜用固定式铰杠。可调铰杠有150~600mm六种规格,可攻M5~M24的螺纹孔。当需要攻工件高台阶旁边的螺纹孔或箱体内部的螺纹孔时,需用丁字铰杠。
2)攻螺纹安全夹头。在机床上攻螺纹时,采用安全夹头来装夹丝锥,可以对丝锥起到安全保护、防止折断、更换方便的作用,同时在不改变机床转向的情况下,可以自动退出丝锥。常用的安全夹头有以下两种:

图2-67 手工铰孔的工具
a)固定铰杠 b)可调节铰杠 c)活把丁字铰杠 d)丁字铰杠 e)活扳手
①弹性摩擦攻螺纹安全夹头。这种安全夹头是通过旋转调整螺母来调节扭矩大小。在攻螺纹过程中,当切削力矩突然超过所调整的扭矩时,外套就不再随夹头体转动,从而起到安全保护作用。当使用不同直径的丝锥时,只要更换相应的夹头和橡皮圈即可。
②快换丝锥安全夹头。这种夹头是通过拧紧调节螺母,在夹头体、中心轴、摩擦片之间产生摩擦力来带动丝锥攻螺纹的。根据不同的螺纹直径,调整调节螺母的松紧,使其超过一定扭矩时打滑,便可起到安全保护作用。
(2)攻螺纹前底孔直径的确定 攻螺纹时,丝锥在切削金属的同时,还伴随较强的挤压作用。为防止丝锥卡住折断,要求攻螺纹前的底孔直径应大于螺纹标准中规定的螺纹小径。
1)攻普通螺纹时底孔直径的确定。攻普通螺纹的底孔直径根据所加工的材料类型由下式决定:
①加工钢或塑性较高的材料时,钻头直径d0取d0=D-P,其中D为螺纹大径(mm),P为螺距(mm)。
②加工铸铁和塑性较小的材料时,扩张量较小,钻头直径d0取d0=D-(1.05~1.1)P。
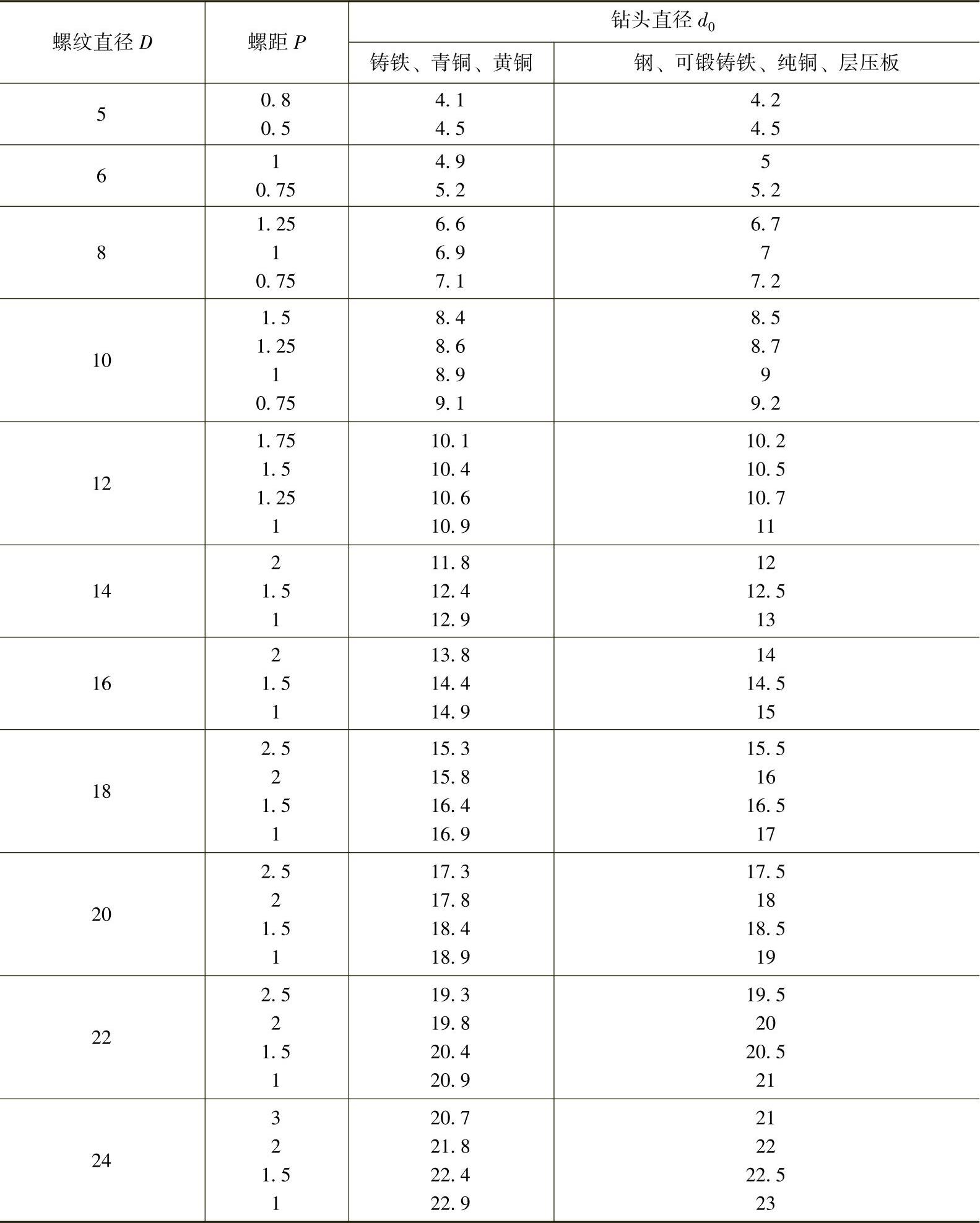
钻普通螺纹底孔的钻头直径的也可参照表2-16选取。
表2-16 普通螺纹攻螺纹前钻底孔的钻头直径 (单位:mm)

(续)
2)攻寸制螺纹(俗称英制螺纹)时底孔直径的确定。寸制螺纹攻螺纹时,钻底孔的钻头直径一般按下列经验公式计算:
①加工钢或弹塑性材料时,d0=(D-0.9P)×25.4mm。
②加工铸铁或塑性较小的材料时,d0=(D-0.98P)×25.4mm,其中P为寸制螺纹螺距,即每英寸牙数的倒数,如每英寸12牙,即P=1/12。
(3)攻螺纹底孔深度的确定 攻不通孔(盲孔)螺纹时,由于图样上通常只标注具有完整螺纹部分的深度H,但因丝锥切削部分有锥角,端部不能切出完整的牙型,所以钻底孔深度H1要大于螺纹孔深度H,一般可按H1=H+0.7D确定,其中D为螺纹大径。
(4)手工攻螺纹操作要点 手工攻螺纹的操作方法及工作要点主要有以下方面:(https://www.xing528.com)
1)螺纹底孔的孔口要倒角,螺纹通孔的两端都要倒角,以防止丝锥切入和切出时孔口螺纹崩裂。
2)工件装夹要平正牢靠。攻螺纹时丝锥在孔口应放正,然后用一只手压丝锥,另一只手转动铰杠,并随时观察和校正丝锥位置,使丝锥的位置正确无误。当攻下3~4个螺纹牙后,就不必再加压力,只需两手均匀用力转动铰杠即可。
3)丝锥进入孔内时,每转动0.5~1圈要倒转0.5圈,以使切屑割断,从而易于从孔中排出。在攻M5以下螺纹、较深螺孔,尤其是攻高弹塑性材料螺纹时,更应及时倒转。攻不通孔螺纹时,要经常退出丝锥,及时排除孔中切屑。当攻到底孔时,更要及时清除积屑,以免丝锥被卡住。
4)先用头锥攻,再用二锥攻。在更换丝锥过程中,要用手将丝锥先旋入到不能再转时,然后用铰杠转动。攻弹塑性材料螺孔时,要加润滑油。
5)丝锥退出时,先用铰杠将丝锥倒转松动,然后取下铰杠用手旋出,以防破坏螺孔表面的光洁度。
(5)攻螺纹常用的方法 攻螺纹常用的方法有以下两种:
1)钻底孔与攻螺纹一次装夹完成。对于单件手攻螺纹时,应在钻床上钻完底孔后,用钻夹头夹一个60°的圆锥体,顶住丝锥柄部中心孔后先用铰杠攻几扣,保证垂直,然后卸下零件,再手攻螺纹。
机攻螺纹时,钻完底孔后,换机用丝锥直接攻螺纹。
2)攻螺纹常用的工具及夹具。当攻螺纹零件的数量较多时,为了保证攻螺纹质量,提高效率,常用的攻螺纹工具如图2-68所示。

图2-68 校正丝锥垂直的工具
a)利用光制螺母校正丝锥 b)板形多孔校正丝锥工具 c)可换导套多用校正丝锥工具
(6)丝锥的修磨 攻螺纹时,若丝锥磨损可按以下方法进行修磨。
1)修磨丝锥前刃面。丝锥前刃面磨损不严重时,可先用圆柱形油石研磨齿槽前面,然后用三角油石轻轻研光前刃面,如图2-69所示。研磨时,不允许将齿尖磨圆。
如丝锥磨损严重,就需在工具磨床上修磨,修磨时要控制好前角,如图2-70所示。丝锥的前角γ0大小,主要是根据加工材料的性质来决定,一般可参照表2-17选用。

图2-69 研磨丝锥前刃面

图2-70 丝锥前角的刃磨
表2-17 丝锥的前角的选择 [单位:(°)]

2)修磨丝锥切削部分后刃面。当丝锥的切削部分磨损时,可在工具磨床上修磨后刃面,以保证丝锥各齿槽的切削锥角和后角的一致性。实际生产时,操作人员也可在砂轮机上修磨后刃面,如图2-71所示。刃磨的方法与钻头刃磨相似,要求也基本相同。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。