



钻孔是依靠钻孔设备及钻头完成的。钻孔时,工件固定,钻头装在钻床主轴上做旋转运动,称为主体运动(v)。同时钻头沿轴线方向移动,称为进给运动(S),如图2-57所示。
钻孔属孔的粗加工,其加工孔的精度一般为IT11~IT13,表面粗糙度Ra为50~12.5μm,故只能用作加工精度要求不高的孔。若加工孔的精度较高,则可选用铰孔,铰孔一般加工精度可达IT9~IT7,表面粗糙度Ra为3.2~0.8μm。
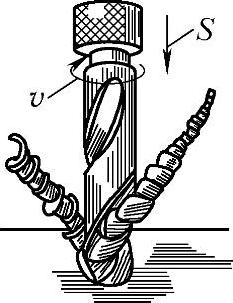
图2-57 钻孔时运动分析
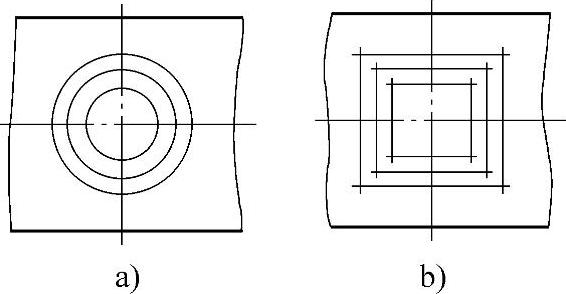
图2-58 孔位检查线
a)检查圆 b)检查方格
1.钻孔的操作步骤
钻孔的操作一般可按以下操作步骤进行:
1)钻孔前划线。钻孔前,必须按孔的位置、尺寸要求,划出孔位的十字中心线,并打上中心样冲眼。样冲眼要求要小,位置要准确,并且按孔的大小划出孔的圆周线。对直径较大的孔,要划出几个大小不等的检查圆或几个与孔中心线对称的方格,作为钻孔时的检查线,如图2-58所示。然后将中心样冲眼敲大,准备落钻、定心。
2)装夹工件。钻孔时,牢固地固定工件是非常重要的,否则工件会被钻头带着转动,有可能损坏工件和钻床,也威胁人身安全。根据工件大小不同,可用不同的装夹方法,如图2-59所示。
在台钻或立式钻床上钻孔,一般可用手虎钳、平口钳、台虎钳装夹。长工件钻孔时可用手把持,用螺钉靠住(止转)工件。对圆柱形件可垫在V形铁上装夹。较大工件可用压板螺栓直接装夹在工作台上。
3)夹持钻头。钻头的夹持是借助专用夹具来完成的。图2-60所示为钻夹头夹持直柄钻头的情形。
夹持钻头时,先将钻头柄塞入钻夹头的三卡爪5内,其夹持长度不能小于15mm。然后用钻夹头专用钥匙3旋转夹头套2,使环形螺母4带动三个卡爪沿斜面移动,使三个卡爪同时张开或合拢,达到松开或夹紧钻头的目的。
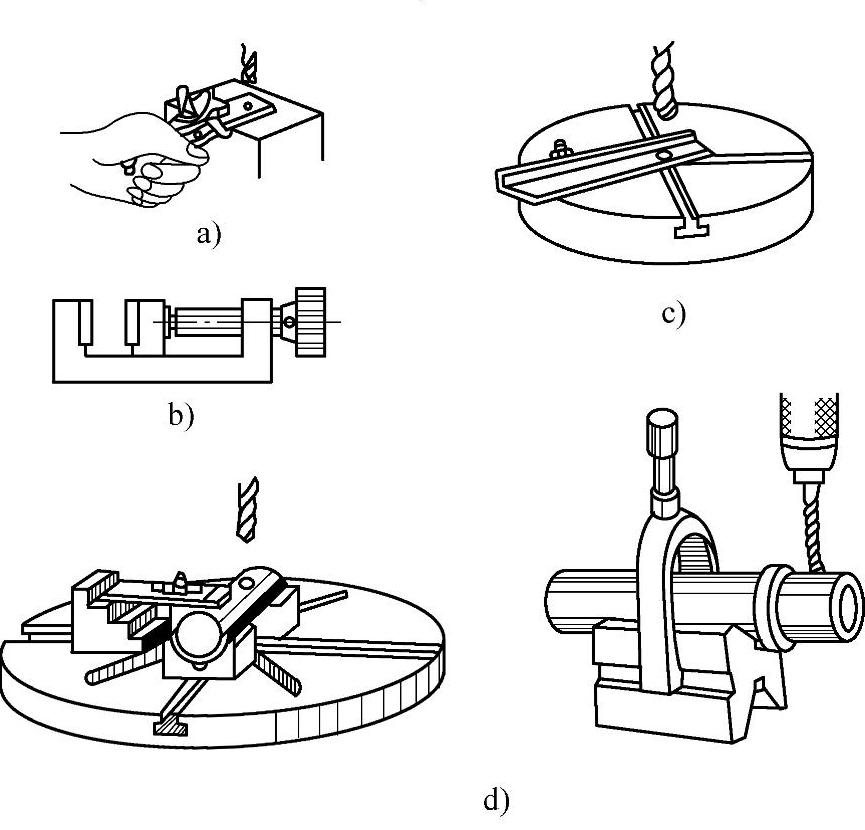
图2-59 工件的装夹方法
a)台虎钳装夹 b)小型机用手虎钳装夹 c)用螺钉止转 d)压板螺栓装夹
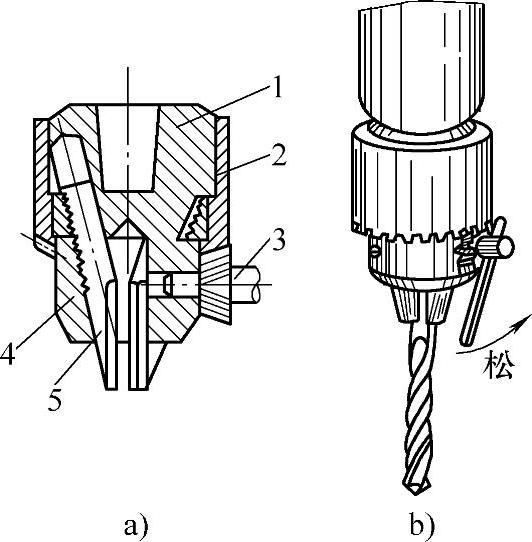
图2-60 直柄钻头装拆
a)钻夹头结构 b)钻夹头工作情况
1—夹头体 2—夹头套 3—钥匙 4—环形螺母 5—卡爪
4)钻孔前检查。钻孔操作前,应再次对照加工图样,检查钻孔位置及钻头尺寸的正确性、工件夹持的牢固性等,并调整好钻床转速等。
5)钻孔。经钻孔前检查合格后,方可进行钻孔操作,应做到安全操作。
6)钻孔后清理。一处孔加工完成后,应及时清理工作台面,以便进行后续工件或另一处位置孔的加工,全部工件完成钻孔后,应及时清理钻床,并拆卸、保管好钻头。
2.钻孔的操作要领
钻孔操作要领主要有以下方面:
1)钻孔的操作方法。钻孔时,对一般工件可按以下方法进行:
先对准样冲眼试钻一浅锥坑,若钻出的锥坑与钻孔划线圆不同心,可移动工件或钻床主轴来纠偏。当偏离较多时,可用样冲重新冲孔纠正,或用錾子錾出几条槽来纠正,如图2-61a所示。钻较大孔时,因大直径钻头的横刃较长,定心困难,最好用中心钻先钻出较大的锥坑,如图2-61b所示,或用小顶角(2φ=90°~100°)短麻花钻先钻出一个锥坑。经试钻达到同心要求后,必须将工件或钻床主轴重新紧固,才能重新进行钻孔。
钻通孔在即将钻透时,应用手动进给,轻轻进刀直到钻透。对薄工件尤应特别注意。
钻不通孔时,可通过钻头长度和实际测量尺寸来检查所钻的深度是否准确。
在工件未加工表面或材料较硬的面上钻孔时,开始应手动进给。
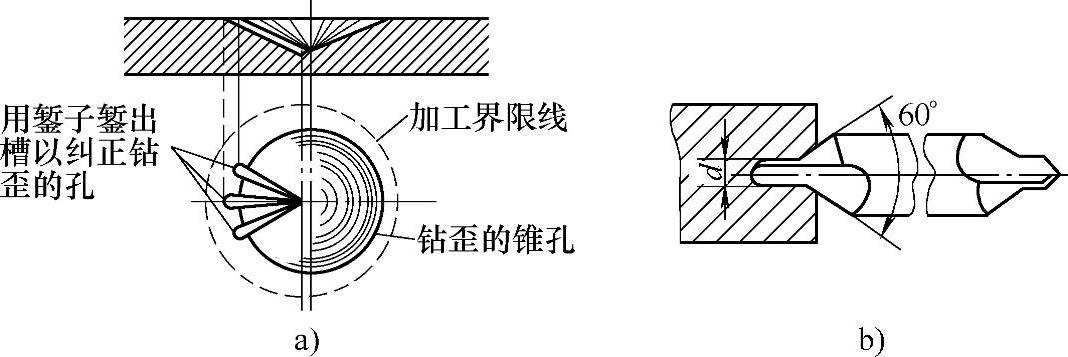
图2-61 钻孔定心
a)通过錾槽纠正孔的歪偏 b)用中心钻钻引导孔为大孔定心
钻孔径大于30mm的孔,要分两次钻成。先用0.5~0.7倍孔径的钻头钻孔,再用所需孔径钻头扩孔。
钻直径小于4mm的小孔时,只能用手动进给,开始时应注意防止钻头打滑,压力不能太大,以防钻头弯曲和折断,并要不时提起钻头进行排屑。
钻深孔(孔深与孔径之比大于3)时,进给量必须小,钻头要定时提起排屑,以防止排屑不畅引起切屑阻塞扭断钻头或损伤内孔表面。(https://www.xing528.com)
2)切削液选择。钻头在钻孔过程中,由于钻头和工件的摩擦与切屑的变形会产生高热,容易引起钻头主切削刃退火失去切削能力并很快使钻头磨钝。为了降低钻头工作时的温度,延长钻头的使用寿命,提高钻削的生产率及保证钻孔质量,在钻孔时,必须注入充足的切削液。
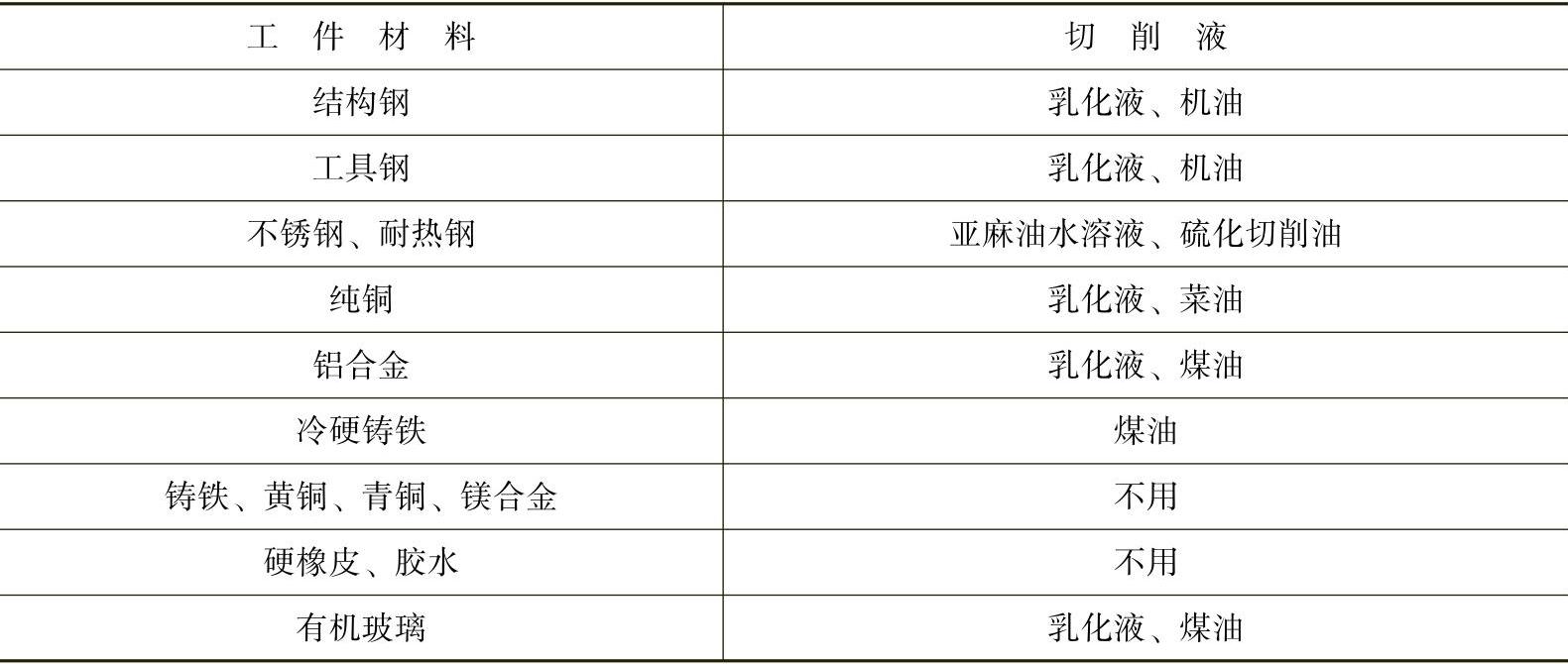
钻孔一般属于粗加工工序,采用切削液的目的主要是以冷却为主。钻孔常用切削液见表2-14。
表2-14 钻孔常用切削液
3)切削用量的选择。钻孔时的切削用量,是指钻头在钻削时的切削速度、进给量和切削深度的总称。钻孔时的切削速度(v)是指钻削时钻头直径上一点的线速度(m/min)。钻孔时的进给量(f)是指钻头每转一周向下移动的距离(mm/r)。钻孔时的切削深度(ap)等于钻头半径(mm),即 。
。
钻孔时只需选择切削速度(v)和进给量(f),此两项多凭经验选择。一般情况下,用小直径钻头钻孔时,速度应快些,进给量要小些;用大直径钻头钻大孔时,速度要慢些,进给量可适当大些;钻硬材料时,速度慢些,进给量小些;钻软材料时,速度可快些,进给量大些。
3.钻孔的方法
在钻削不同钣金构件上的孔时,应有针对性的采用不同的钻削方法。
1)钻削圆柱形工件的孔。要在轴类或套类等零件外圆上钻出与轴线垂直并通过圆柱中心的孔,钻孔前,可先用定心工具(一般用V形铁)夹持在钻床主轴上,找正钻床主轴中心与安装工件的V形铁的中心位置,并用压块将V形铁位置固定;再把要钻孔的圆柱形工件卧放在V形铁中,调节使之位于水平位置;移动大钻头对准钻孔中心后,把工件夹紧,进行试钻和钻孔。如果找正工作认真细心,钻孔中心与工件中心线的对称度可控制在0.1mm以内。
2)钻削斜孔。斜孔的钻削有三种情况,即在斜面上钻孔、在平面上钻斜孔和在曲面上钻孔。它们都有一个共同的特点,即孔的中心与钻孔端面不垂直。在钻孔时,可将入钻的部位錾出平台或锉出平台,或用立铣刀铣出平台(见图2-62a),然后先用小直径钻头或中心钻钻出一个浅坑或浅孔,合适后再钻孔。也可用三个尖等高的群钻来钻斜孔(见图2-62b)。
3)钻半圆孔。钻半圆孔时,由于钻头的一边受背向力被迫向另一边偏斜,会使钻头弯曲或折断,钻出的孔也不垂直。为防止出现上述情况,当半圆孔在工件边缘时,可把两个相同的工件合起来钻;外部为半圆孔时,可用相同的材料充实再钻孔,如图2-63所示。
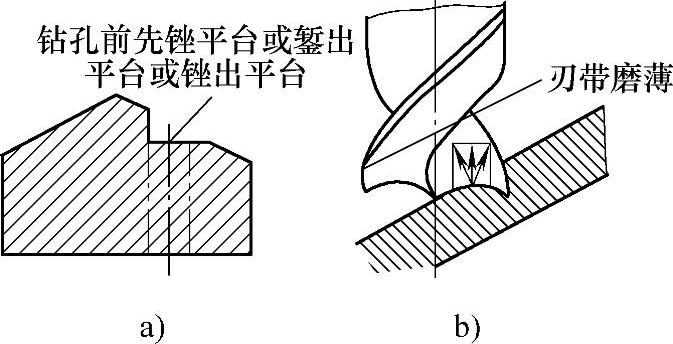
图2-62 钻斜孔
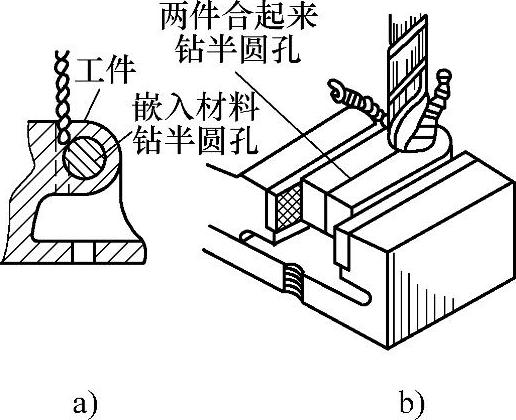
图2-63 钻半圆孔
a)嵌入材料 b)两件合并
钻骑缝螺钉孔且缝两边的两种材料硬度不同时,应使用刚度大的钻头(尽量短),样冲眼要稍偏向较硬材料的一侧,待钻头钻入一定深度已偏向较软一侧接触面中间时,再将钻头对正接触面钻进。
4)钻二联孔。常见的二联孔有如图2-64所示的三种情况。由于两孔比较深或距离比较远,钻孔时钻头伸出很长,容易产生摆动,且不易定心,也容易弯曲使钻出的孔倾斜,同心度达不到要求。此时可采用以下方法钻孔:
钻图2-64a所示的二联孔时,可先用较短的钻头钻小孔至大孔深度,再改用长的小钻头将小孔钻完,然后钻大孔,再锪平大孔底平面。
钻图2-64b所示的二联孔时,先钻出上面的孔,再用一个外径与上面孔配合较严密的大样冲,插进上面的孔中,冲出下面孔的冲眼,然后用钻头对正冲眼慢速钻出一个浅坑,确认正确后再高速钻孔。
钻图2-64c所示的二联孔时,对于成批生产,可制一根接长钻杆,其外径与上面孔为间隙配合。先钻完上面大孔后,再换上装有小钻头的接长钻杆,以上面孔为引导,钻出下面的小孔,也可采用钻图2-64b所示二联孔的方法钻孔。
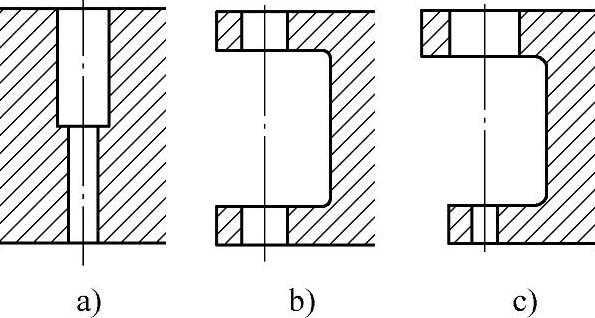
图2-64 钻二联孔
4.钻头的刃磨
钻头刃磨的目的,是将已钝化了的或损坏了的切削部分重磨,或为适应不同材料需要而重磨成符合所需要的几何参数,以使钻头具有良好的钻削性能。钻头刃磨的正确与否,对钻孔质量、效率和钻头使用寿命等都有直接影响。手工刃磨钻头是在砂轮机上进行的。一般使用的砂轮粒度为46~80。砂轮旋转时,必须严格控制跳动量,刃磨方法主要为:
(1)主切削刃的刃磨 刃磨时,用右手(也可用左手)握住钻头的头部作为定位支点(或靠在砂轮机托架上),左(或右)手握住钻柄,使钻头的轴线和砂轮圆柱面倾斜成φ角,同时向下倾斜8°~15°,其主切削刃呈水平位置,与砂轮中心线以上的圆周面轻轻接触。用握钻头头部的手向砂轮施加压力和定好钻头绕自身轴线转动的位置,握钻柄的手使钻头绕轴线按顺时针方向转动并上下摆动。钻头绕自身轴线转动是为了使整个后刀面都能磨到,而上下摆动是为了磨出一定的后角。两手动作必须协调配合好,摆动角度的大小要随后角的大小而变化,因为后角在钻头的不同半径处是不相等的。照此反复磨几次,一个主切削刃磨好后,转180°刃磨另一个主切削刃。这样便可磨出顶角、后角和横刃斜角,如图2-65所示。
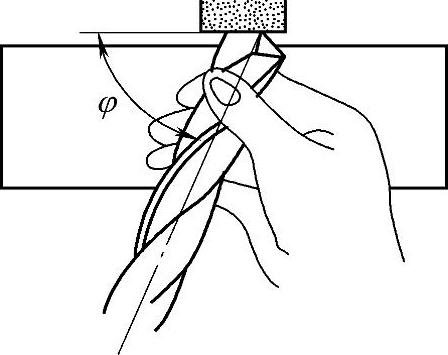
图2-65 主切削刃的修磨
钻头顶角2φ的具体数值可根据不同钻削材料按表2-15选择。
表2-15 钻头顶角选择 [单位:(°)]

主切削刃刃磨好后,应检查顶角2φ是否为钻头轴线平分,两主切削刃是否对称等长,且各为一条直线;检查主切削刃上外缘处的后角是否符合要求的数值和横刃斜角是否准确。
(2)修磨横刃 修磨横刃时,钻头与砂轮的相对位置如图2-66所示。修磨时,先使刃背与砂轮接触,然后转动钻头使磨削点逐渐向钻头的中心移动,从而把横刃磨短。修磨横刃的砂轮边缘圆角要小,砂轮直径最好也小些。
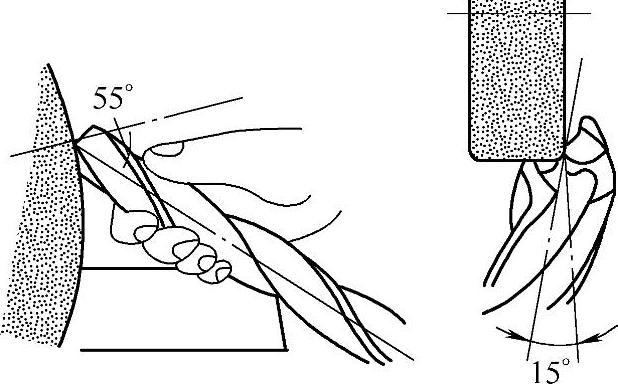
图2-66 横刃的修磨
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。