



钢板的变形一般在多辊矫平机上矫正。矫平时,钢板越厚,矫正越容易,钢板越薄越容易变形,矫正越困难。
矫平机按照轴辊数,可分为五轴辊、七轴辊、九轴辊、…、二十一轴辊等;按相对位置可分为平行式和不平行式。大型多轴式矫平机可矫正厚度50mm、宽度2000mm的钢板。通常,厚度在3mm以上的钢板,在五辊或七辊矫平机上矫平,厚度在3mm以下的薄钢板,必须在九辊、十一辊或更多辊矫平机上矫平。
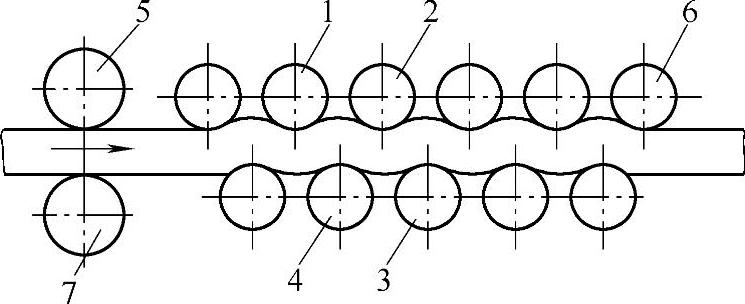
图2-41 矫正钢板的基本原理
1.矫正钢板的基本原理
矫正钢板的基本原理如图2-41所示。5、7轴辊为进料导向轴辊,6为出料导向轴辊,其余皆为工作轴辊。当板料被送入上下轴辊之间时,1、2、4三轴辊组成一组,使板料向上弯曲,2、3、4三轴辊组成一组,使板料向下弯曲,钢板经多次的超过屈服极限的拉伸弯曲,使原来“紧”的部位被拉伸,与原来“松”的部位相均衡,即产生了所谓的塑性流动,达到矫正的目的。
2.确定上轴辊压下程度的方法
矫平机上辊的压下程度直接确定了轴辊之间的间隙。当上轴辊的压力适中时,板料只有“紧”的部位被拉伸,与原来“松”的部位相均衡,板料便被矫正,这是最理想的;当上轴辊的压力不足时,板料“紧”的部位虽也产生了拉伸,但与“松”的部位不均衡,板料未得到彻底矫平;当上轴辊的压力过大时,不但“紧”的部位被拉伸,“松”的部位也有不同程度的拉伸,虽然拉伸的程度均衡,板料被矫正,但板的晶粒被扭曲、破裂而产生过量的冷作硬化,降低了板材的使用寿命。因此,确定好上辊的压下程度将直接影响到板料的矫正效果。
矫平机上辊的压下程度(即轴辊之间的间隙)一般入料端导向轴辊(如图2-41中的5、7轴辊)大于板厚2~3mm(以便于插入被矫板),出料端等于板厚。工作轴辊根据板厚的不同,前端小于板厚1~5mm,由前到后递增,至出料端导向轴辊等于板厚的方法进行调整。但在实际矫正中,这种方法由于不便于测量,故根据经验,工作中常用以下的方法确定矫平机上辊的压下程度。
(1)试条法 取一根与被矫板等厚的板条送入矫平机,凭手感压至轴辊与板条接触并有一定压力,还要配合观察上轴辊的高低和左右水平状况,然后将板条滚出矫平机,观察其平直程度再作一次试平、调整,这个压力称为基础压力。然后送入被矫板,滚压后观察板的平直程度,并听取机械运转的负荷声响,判断上轴辊的压力是否合适,若压力不合适可进行微调,或滚出一段再微调,最后确定的压力称为实际工作压力。之后,即可按此压力进行成批矫平。
(2)先插入后调法 将板料送入矫平机,用手或加力杆压下上轴辊,凭轴辊的吃力程度判断压下程度是否合适,再用眼观察的方法,看看各上轴辊轴承座上边线是否等高,轴辊是否左右水平,然后开矫平机,板料送至托架后,依其平直程度和轴辊的旋转状况决定压下还是提起。若有的上轴辊不转或时转时停,说明此轴辊压下程度不够;若全上轴辊都能旋转,则说明有一定压力;若发现跑偏,说明偏的一侧压下程度大,另一侧压下程度小,然后根据压下程度的欠或过进行调整;若卷板被送至托架割成小板后仍有大面积不平整,说明压下程度不够,还应适当压下。
至于出料端导向轴辊的压下程度,可根据出矫平机后板的端头上翘或扎下程度进行微调。
3.板料矫正的操作方法
矫平机矫正的板料范围很广,如卷板、中凸板、波浪板和零片板等。其矫正操作方法主要包括以下几个方面。
(1)卷板矫正的操作方法 按照上述介绍的确定矫平机上辊的压下程度方法,将工作轴辊调整至工作压力,升起入料端导向轴辊5,吊起卷板,使卷板的一端插入进料导向轴辊5、7之间,同时间断开启矫平机,使卷板徐徐进入一段距离(约1~2个工作轴辊),再通过吊车的前后左右移动调整端头板的位置,使其与某一上或下轴辊的外轮廓线平行(可从侧面观察),以防止放置的板跑偏,然后压下入料端上轴辊5,并施加较大的压力,以防卷板放于卷板托架时脱位,随后便可开机放板。通过观察送至托架上板的平直度和听取机械运转时的载荷声响判断上轴辊的压下程度是否合适,进行适当调整后,便可进行后续的成批放板矫正。
(2)扭曲窄板条的矫正 在剪板机上剪下的窄板条,由于刃口呈倾斜状,所以剪下的板条呈扭曲变形,同时还有平弯和立弯变形。这种板条也可以在矫平机上矫正,其矫正方法是:按照上述方法调出上轴辊的基础压力,提起入料端上导向轴辊5,并使之较同厚板稍高,以适应扭曲板不易插入的需要,工作轴辊的压力要比矫同厚板的压力稍大,以使其产生过量的塑性变形,得到一定的矫正效果。根据矫正的程度还可第二次或第三次送入,但后次要掉头并稍加压力才可取得较好的矫正效果。这种矫正方法对板条的立弯矫正效果较差,出机后可用手工进行补充矫正。
要说明的是,上述矫正方法,板条会有微量的变薄拉伸倾向。
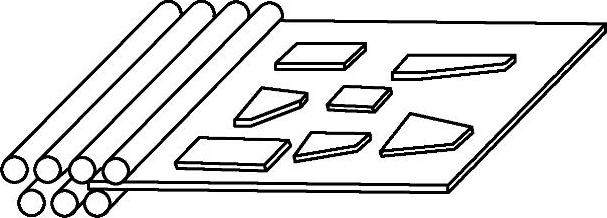
图2-42 用厚垫板矫正较薄零片钢板
(3)较薄零片板的矫正 对于较薄的零片板料,可用一块较厚钢板作为垫板,上置零片板进行矫正,也可将数块长薄板重叠后放入矫正,如图2-42所示。
(4)中间平而边缘呈波浪形板的矫正 对于中间平而边缘呈波浪形的板料,可在其中部较平部位加垫板,使中部也变薄伸长而达到矫正的目的,如图2-43所示。(https://www.xing528.com)
(5)中部纵向呈波浪形而两侧较平板的矫正 对于中部纵向呈波浪形而两侧较平的板料,可在两侧加垫板,使两侧变薄而达到矫正的目的,如图2-44所示。
(6)一侧呈波浪形另一侧为较平板的矫正 对于一侧呈波浪形另一侧较平的板料,可在较平侧加垫板,使其变薄伸长而达到矫正的目的,如图2-45所示。
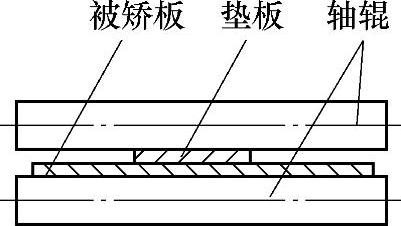
图2-43 矫正边缘呈波浪形钢板
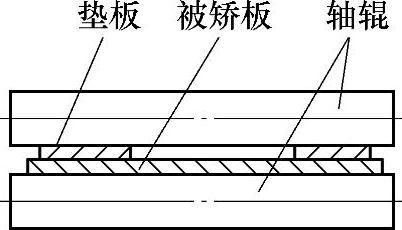
图2-44 矫正中部呈波浪形钢板
此外也可在较平侧直接施以压力,使此侧拉伸变薄,便可得以矫正,如图2-46所示。
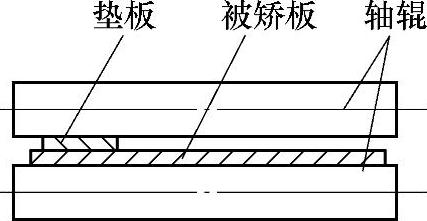
图2-45 加垫板矫正一侧呈波浪形钢板
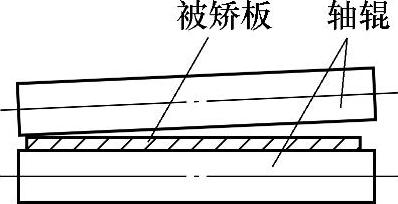
图2-46 压力差矫正一侧呈波浪形钢板
(7)三辊卷板机上平弯的矫正 热切后的钢板条易形成立弯,很少有平弯和扭曲,在斜口剪板机上剪下的钢板条易形成复合弯形,即立弯、平弯和扭曲,板越薄越明显。在矫平机上只能矫正平弯和消除部分扭曲,在三轴辊卷板机上能矫正平弯和扭曲。图2-47所示为矫正在斜口剪板机上剪下的14mm×300mm×2560mm钢板的示意图。操作时,将一块32mm厚的垫板吊入卷板机,然后再将该钢板条垂直轴辊卷入卷板机,压下上轴辊并来回滚动,钢板平弯便得到矫正,并消除部分扭曲。至于上轴辊压下程度,视矫正情况定,但绝不能使垫板上弧。
使用此法的前提是垫板要相当厚,一般在30~40mm之间,垫板与被矫板的刚性差越大越好。
(8)三辊卷板机上扭曲的矫正 矫正钢板条的扭曲时,应使钢板条与轴辊成一定角度。由于扭曲程度的不同,斜置角不易事先确定,一般是通过用压力的大小看矫正效果。矫正时,应采用由轻到重的试验方法观察其矫正效果,然后再成批矫正,千万不能下压过多(压过则成了反扭曲),适得其反。图2-48a、b所示分别给出了右向扭曲、左向扭曲钢板条的矫正方法,其矫正效果与板料在轴辊上放置的角度有关,而与从哪端放入无关。
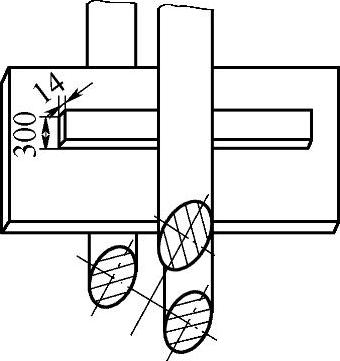
图2-47 矫正平弯的方法
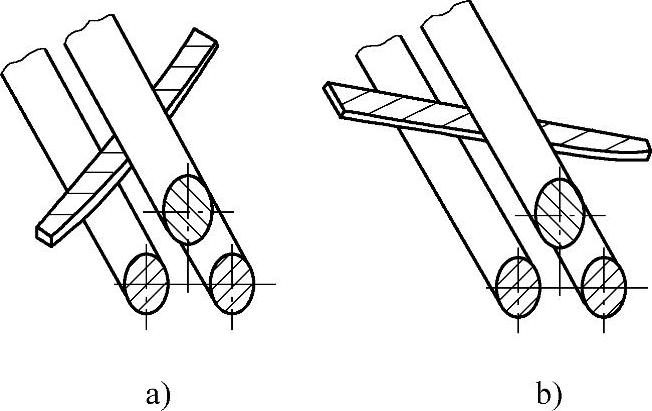
图2-48 扭曲矫正的方法
若在板料下部放置垫板,则根本无法完成板料扭曲的矫正,因为垫板是不能上弧的。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。