



由钢锭通过热轧而成且厚度在4mm以上的钢板统称为厚钢板。通常又把厚度为4~25mm的钢板称为中板,25mm以上的钢板称为厚板,超过60mm的厚板称为超厚板。钢材在轧制过程中,可能产生残余应力而变形。由于金属良好的塑性和厚板较大的横向刚度,相邻各部分之间伸长率的差异所导致的相互作用以及钢板在加工过程中内应力分布的变化,都会导致厚钢板变形。常见的厚钢板变形有厚钢板中间凸起变形和慢弯变形。
厚钢板的矫正方法很多。手工矫正是在常温下进行的冷矫正,由于会产生冷作硬化现象,因此仅适用于矫正塑性较好的钢材。对于变形十分严重或脆性很大的钢材(如合金钢及长时间放在露天生锈的钢材等塑性较差)不能用冷矫正,而应用热矫正。热矫正是将钢材加热至700~1000℃的高温进行矫正,当钢材弯曲变形大,钢材塑性差,或在缺少足够动力设备的情况下才应用热矫正。
1.厚钢板的矫正操作
一般说来,产生厚钢板中间凸起变形的钢板,其板厚通常不会太厚,变形区材料的纤维比周围材料的纤维有所伸长,并且沿板厚方向大致相同。对于厚钢板中间凸起的变形,手工矫正的方法是:将钢板放在工作平台上,使凸起处朝上,如图2-22所示。在变形区上表面施加一定的压力(也可使用压力机等),由于周围材料具有平面方向较大的刚度,此时,变形区材料的受力状态如同拱形梁受横向载荷,会使纤维产生缩短变形,从而达到矫平的效果。对于这种变形,变形区域越小、板越厚,这种矫正方法的矫正效果就越明显、可靠。对于较薄些的厚板,可以在变形区域上垫上垫板(此时使用垫板的目的是避免因较大的锤击力使钢板表面产生锤印),用锤子直接锤击凸起处,使凸起处的纤维产生相同的变形而达到矫平。

图2-22 厚钢板中间凸起的矫正
对于厚板中间凸起较大的变形,由于变形区域材料纤维伸长变形过大,变形区域周围的材料刚性减小,当同前面一样施加压力时,变形区的纤维仅有限地缩短而贴向平台,使变形区周围的材料向外撑移。原凸起的变形区虽然紧贴了平台,而四周的材料因周向有限的伸长却向上翘起,造成新的变形,如图2-23b所示。因此,较好的矫正方法是:先用火焰矫正的点加热法(见图2-23a)使中间凸起的纤维产生一定的收缩,使凸起的高度降低,把较大面积的凸起分割成若干个小面积的凸起,再应用手工矫正法,将各个小的凸起变形一一矫平而达到整个厚板的平整。
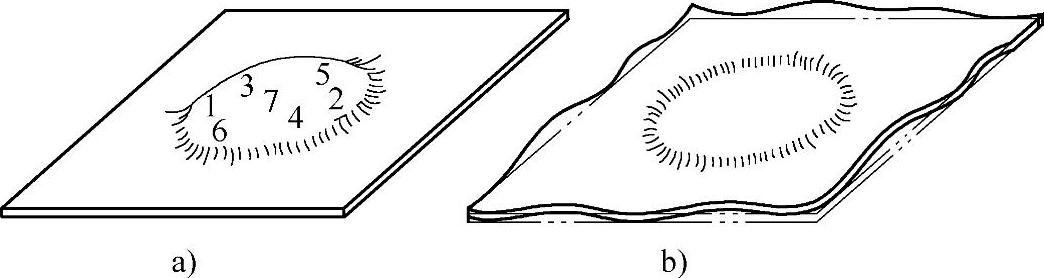
图2-23 厚板中间凸起较大变形的矫正
a)加热点的分布和加热秩序 b)消除波纹
当厚钢板产生慢弯变形时,矫正的方法如图2-24所示,即先将变形的钢板放在工作平台上,使凹面朝上,并把垫铁条放在厚钢板的凹面上(见图2-24a),采取锤击钢板凹面的方法,使垫铁沿图2-24b中箭头S的方向等距离的移动。用较小的力量锤击垫铁,由于上表面和铁条接触的面积较小,在锤击作用下产生的挤压应力则较大,凹面的纤维组织逐渐伸长,使原凹面产生反方向变形,从而达到矫正的效果。(https://www.xing528.com)
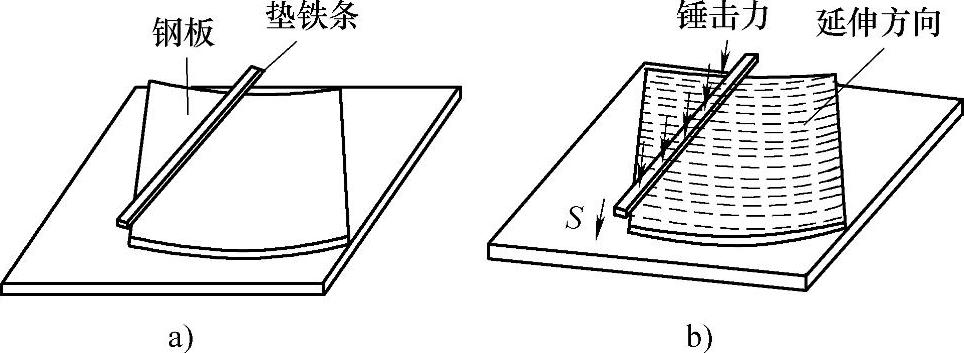
图2-24 厚钢板慢弯的矫正
a)矫正时厚板的放置 b)锤击矫正
2.矫正操作注意事项
对于板较厚、变形区域不大的中间凸起变形,由于其弯曲刚度较大,在较大的外载作用下所产生的变形仅含较小的弹性变形,变形效果较显著,因此适宜用较大载荷的矫正方法,在有较大压力设备的情况下,尽可能使用设备来施力,以减少操作者的劳动强度,否则可以使用垫板,用大锤直接锤击钢板的凸起处。
对于厚度不大的钢板或是变形区尺寸比其厚度大得多的厚板,由于其弯曲刚度不是很大,在外载作用下,虽然能产生一定的变形,但其中包含一定量的弹性变形,因而始终难以达到平整的矫正效果。如果锤击次数过多,因厚板瞬时受到平台和大锤的冲击,反而使材料纤维产生伸长变形,使上凸的变形更加严重。此时,应先采用火焰加热法使上凸变形程度减小,将大范围变形变成若干小区域的小上凸变形,然后再运用前述的矫正方法将厚板的上凸变形得到矫正。
对于厚板的各种弯曲变形,倘若厚度较厚,变形区也较大,还是先应采用热矫正法将变形量减小,将大区域变形分解成若干小区域变形,再采用手工矫正。
对于任何较复杂的厚板变形,首先应能正确分析其变形的原因及变形的部位,对各处变形的矫正,要学会根据具体情况灵活运用各种矫正的方法。
在冷矫正中常要使用大锤,打锤的落锤点要准,锤印要正,以免造成钢板表面有明显的锤印而影响其表面质量。当需锤击力较大时,应适当加垫垫板。
持锤时不允许戴手套操作,以免打滑,使锤子飞出造成事故和危险。使用大锤前应检查锤柄和锤头是否松动,是否有裂纹,锤头上是否有卷边或毛刺。如果有上述缺陷必须修好后方可使用。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。