



堆焊是指为增大或恢复工件尺寸,或使工件表面获得特殊性能的金属表面熔焊工艺。堆焊过程中不仅堆焊材料发生熔化,母材表面也发生不同程度的熔化,所以堆焊金属的实际化学成分不仅与堆焊材料的化学成分及其合金元素的过渡有关,而且在很大程度上也取决于母材对堆焊材料的稀释程度。习惯上将堆焊的物理、化学过程称为堆焊金属的合金化和母材对堆焊金属的稀释。某些情况下,堆焊是为了修复零件因服役而引起的尺寸和形状变化,此时,一般选择与母材合金体系相同或相近的合金作为堆焊材料,由于母材与堆焊材料在化学成分上区别不大,因此,不存在母材对堆焊金属的稀释问题。但绝大多数情况下,堆焊的目的是在母材表面获得具有与母材不同的特殊使用性能的合金层,此时,堆焊材料的合金系与母材差别较大,母材对堆焊金属的稀释就显得尤为重要。
1.堆焊金属的合金化
堆焊金属的合金化是指把所需的合金元素通过焊接材料过渡到堆焊金属中的过程。目的是获得具有特殊性能的堆焊金属,要求其表面具有耐磨性、耐热性或耐蚀性。合金元素的过渡形式随堆焊方法的不同而异。堆焊金属合金化的几种基本方式如下:
(1)实心焊丝渗合金 采用成分与堆焊合金近似的实心焊丝渗合金的方法应用很普遍,可以制成焊丝、带极、板极、环状等多种形式。塑性较好的堆焊合金可以拉拔、轧制成形;塑性较差的合金(如高合金、合金铸铁)通过铸造成形,制作成棒状或带状。还可以采用将合金粉末冷压后在保护气氛中烧结成金属陶瓷带状堆焊材料。
这类合金化方式的合金过渡系数最高、成分比较均匀。由于渗合金的数量基本不受限制,所以低、中、高合金成分都可以采用这种方法。其主要缺点是合金制造工艺较复杂、成本较高。
(2)焊条药皮或烧结焊剂渗合金 以低碳钢或其他金属做焊芯,在焊条药皮中加入铁合金、纯金属、化合物等向焊缝过渡合金,这是堆焊焊条中应用最广泛的一种渗合金方法。在埋弧堆焊中采用低碳钢焊丝配合含有合金元素的烧结焊剂渗合金。通过焊条药皮和烧结焊剂向堆焊金属中渗合金的方法简便灵活、制造方便、成本低。主要缺点是合金元素的过渡系数较低、堆焊金属成分不够稳定和均匀。由于渗合金的数量受到限制,所以一般适用于过渡各种低或中等合金含量的堆焊合金。
(3)药芯焊接材料渗合金 以低碳钢或合金钢、镍基、钴基、铜基合金做外皮,内装合金化药芯的堆焊材料,已获得广泛应用。其中药芯焊丝(或管状焊丝)最常用,也有采用粉末焊带的。药芯焊丝可用于气体保护堆焊、埋弧堆焊、明弧自保护堆焊等。粉末焊带则主要用于自动埋弧堆焊和明弧自保护堆焊。
采用药芯焊接材料渗合金的方法合金过渡系数高,可以根据需要灵活地配制药芯成分,堆焊成分范围较宽。这种方法克服了高碳高合金难于拔制的困难,各类堆焊合金都可以采用这种渗合金方法。其主要缺点是制造工艺复杂、价格较贵。
(4)合金粉末渗合金 合金粉末是用高压气流或高压水流将要求成分的熔化金属雾化成粒状合金。合金铸铁、钴基、镍基合金常制成合金粉末。渗合金时大多直接向堆焊区送入合金粉末,还可将合金粉末用粘结剂(或加上少量熔剂)调制成糊状,预涂在被堆焊件表面,然后以电弧、高频热源、等离子弧等方法进行熔覆。这种方法容易获得较小的稀释率和层间均匀的堆焊层,成分也比较均匀、合金过渡系数也较高。其主要缺点是制粉工艺较复杂。
此外,还可利用气相过渡少量元素,如在氮气介质中进行堆焊,可以向合金过渡氮元素,这对提高铬合金的耐磨性或调整奥氏体相的数量是有效的。
渗合金的方式各有优缺点,可以几种方法配合使用。选用渗合金方式时一是考虑不同堆焊方法的工艺特点,选用较合适的渗合金方式;二是在保证堆焊层使用效果的前提下尽可能选用经济易行的方式。
实际堆焊过程中,无论采用哪一种合金化方法,都存在合金元素的损失问题,如堆焊过程中因飞溅和氧化而导致的损失等。因此,常用合金元素的过渡系数来说明堆焊金属利用率的高低。合金过渡系数是指焊接材料中的合金元素过渡到焊缝金属中的量与其原始含量的比值,即

式中Cd——合金元素在熔覆金属中的质量分数(%);
Kb——焊条药皮或药芯重量系数;
P1——焊条药皮或焊丝药芯中金属添加剂的质量分数(%);
Ccw——合金元素在焊芯中的质量分数(%);(https://www.xing528.com)
Cco——合金元素在药皮中的质量分数(%);
ψ——合金元素的损失系数。
药皮(药芯)重量系数是单位长度焊条(药芯焊丝)上药皮(药芯)的重量与焊芯(外皮)的重量之比。采用烧结焊剂堆焊时,应用焊剂的熔化率代替式(14-4)中的Kb。焊剂熔化率等于同样焊接时间内熔化的焊剂重量与熔化的焊丝重量之比。
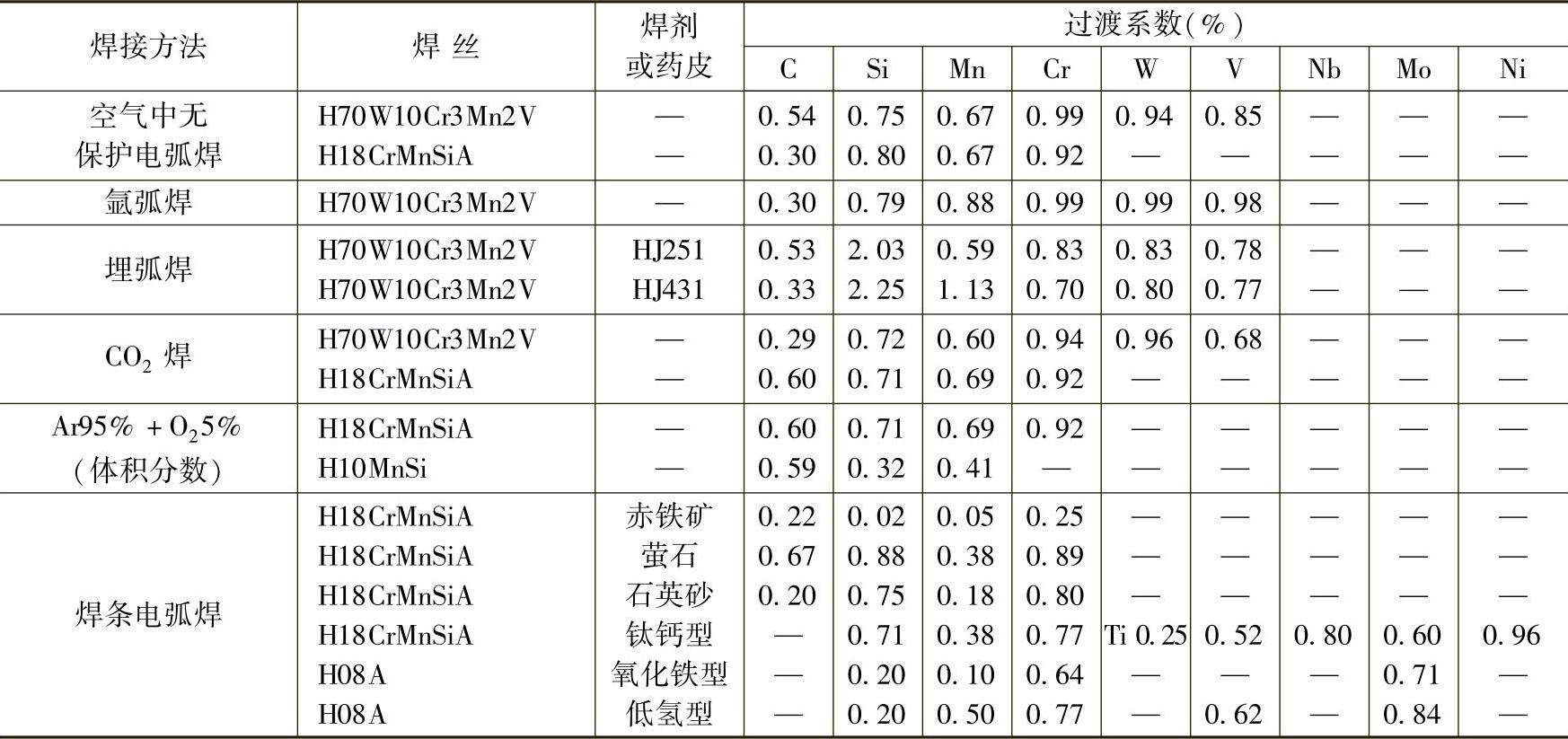
一般情况下,通过焊丝合金化时过渡系数比较大,而通过药皮合金化时过渡系数比较小。因为通过药皮合金化时,元素不仅有氧化损失,而且有残留损失。采用的堆焊方法不同,堆焊区域的氧化还原条件不一样,合金元素的过渡系数也不同。采用不同的焊接方法时合金元素的过渡系数见表14-1。
表14-1采用不同的焊接方法时合金元素的过渡系数
2.母材对堆焊金属的稀释
与母材相比,堆焊材料通常是高合金材料或与母材合成体系完全不同的合金,对于堆焊材料中的某种合金元素,即使过渡系数接近于1,也很难保证堆焊金属中该合金元素的浓度与原始浓度一致,其原因在于母材的合金元素混入到堆焊熔池中,对堆焊金属进行稀释,其程度用稀释率表示。
稀释率用母材金属或先前焊道的焊缝金属在整个堆焊焊缝中所占质量比来确定。一般情况下,堆焊金属的成分同母材成分并不相同,特别是异质金属或合金堆焊时。当堆焊金属的合金成分主要来自填充金属时,局部熔化的母材在堆焊层中的效果被认为是稀释率。稀释率有时用熔合比表示,即被熔化的母材部分在堆焊金属中所占的比例。
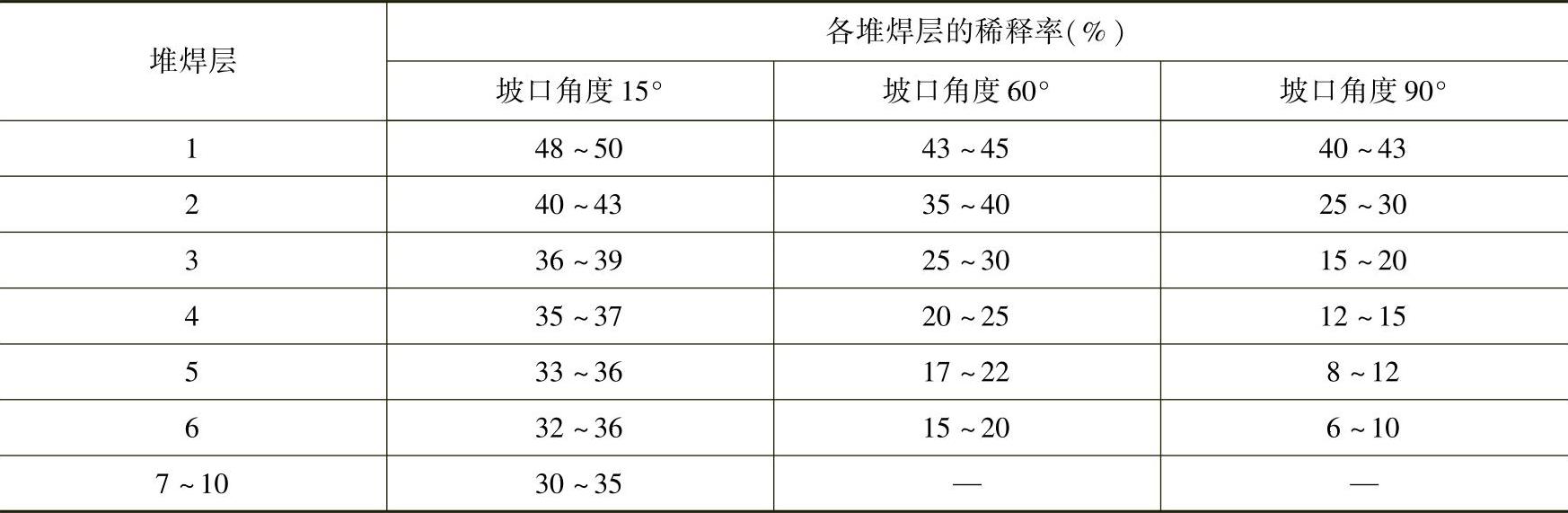
稀释率的大小与焊接方法、接头形式、焊接层次及材料热物理性能有关。在堆焊方法和设备确定的情况下,应从堆焊材料成分上补偿稀释率的影响,并从焊接参数上控制稀释率。影响稀释率的堆焊焊接参数包括焊接电流、电极直径、干伸长、极性、堆焊速度、搭接量、堆焊层数等。多层堆焊时,每一堆焊层的稀释率都不相同,因此堆焊焊缝金属的化学成分和性能也各不相同。焊条电弧堆焊时各堆焊层的稀释率见表14-2。
表14-2焊条电弧堆焊时各堆焊层的稀释率
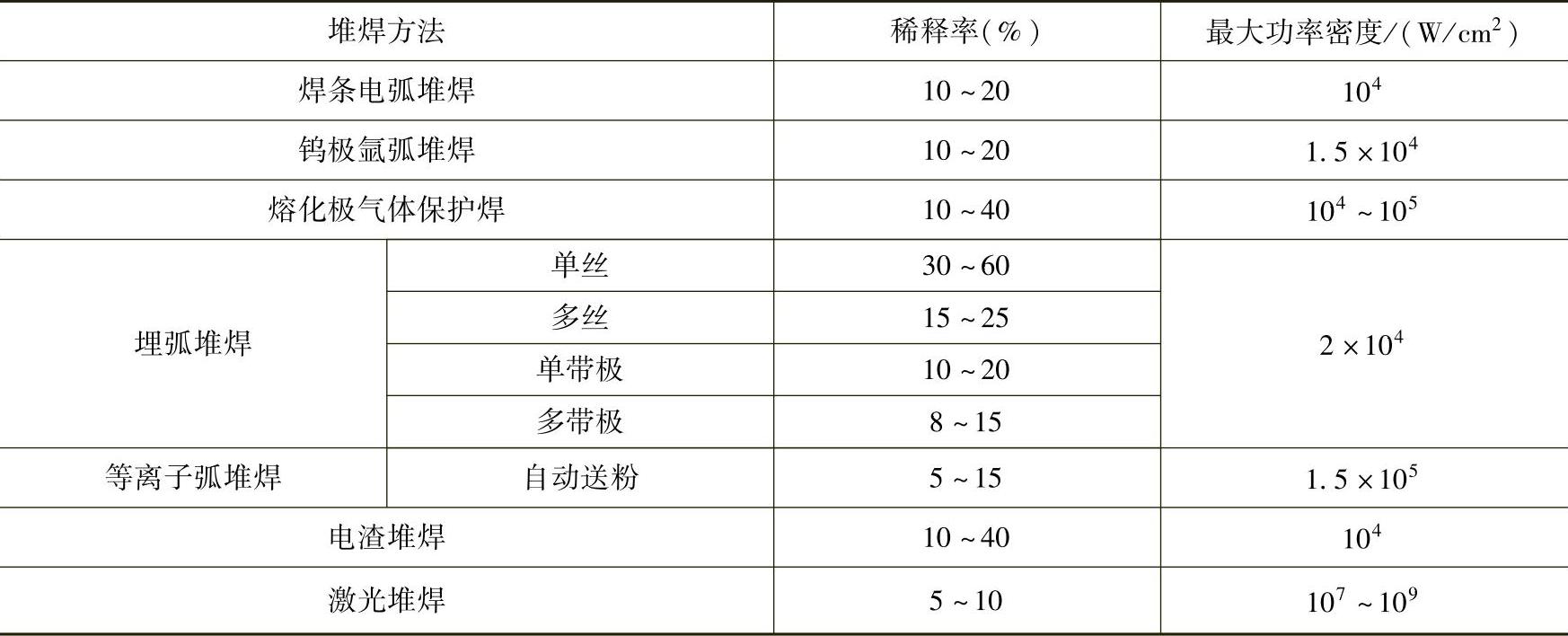
不同堆焊方法的稀释率差别较大,一般来说,能量密度高的堆焊方法稀释率较低,见表14-3。
表14-3不同堆焊方法的稀释率比较
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。