



扩散条件不同,界面反应产物不同,扩散焊接头性能有很大差别。加热温度提高,界面扩散反应充分,使接头强度提高。用厚度0.5mm的铝片作中间层对钢与氧化铝进行扩散焊时,加热温度对扩散焊接头抗拉强度的影响如图12-8所示。
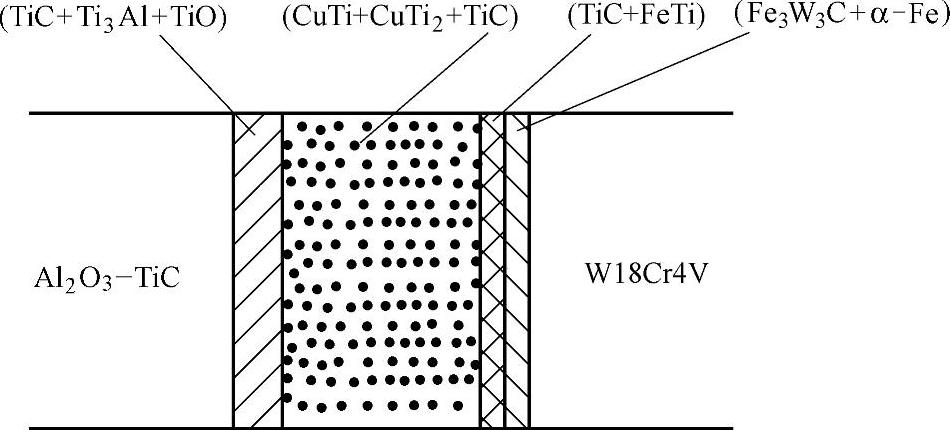
图12-7 Al2O3-TiC/W18Cr4V界面过渡区的相结构
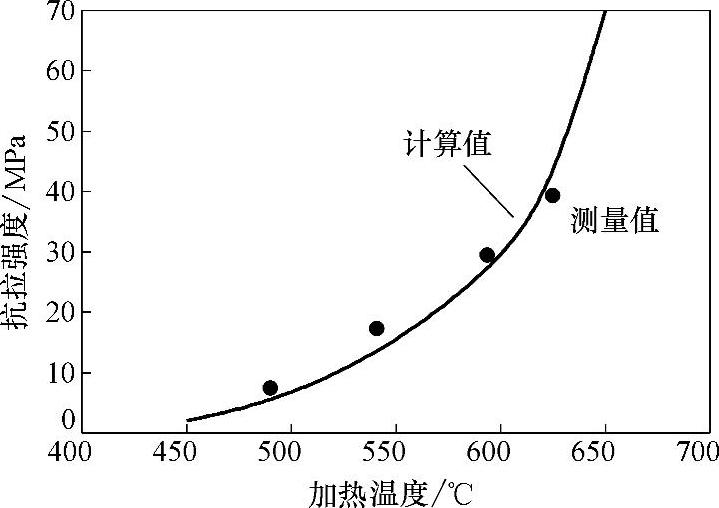
图12-8 加热温度对扩散焊接头抗拉强度的影响
但是,加热温度过高可能使陶瓷的性能发生变化,或出现脆性相而使接头性能降低。此外,陶瓷与金属扩散焊接头的抗拉强度与金属的熔点有关,在氧化铝与金属扩散焊接头中,金属熔点提高,接头抗拉强度增大。
陶瓷与金属扩散焊接头抗拉强度(Rm)与保温时间(t)的关系为
Rm=B0t1/2(12-12)其中B0为常数。但是,在一定加热温度下,保温时间存在一个最佳值。Al2O3/Al扩散焊接头中,保温时间对接头抗拉强度的影响如图12-9a所示。用Nb作中间层扩散连接SiC和不锈钢时,时间过长后出现了强度较低、线胀系数与SiC相差很大的NbSi2相,而使接头抗剪强度降低,如图12-9b所示。用V作中间层扩散连接AlN时,保温时间过长也由于V5Al8脆性相的出现而使接头抗剪强度降低。
扩散焊中施加压力是为了使接触面处产生微观塑性变形,减小表面不平整和破坏表面氧化膜,增加表面接触面积,为原子扩散提供条件。为了防止陶瓷与金属结构件发生较大的变形,扩散焊时所施加的压力一般较小(<100MPa),这一压力范围足以减小表面局部不平整和破坏表面氧化膜。压力较小时,增大压力可以使接头强度提高,如Cu或Ag与Al2O3陶瓷、Al与SiC陶瓷扩散焊时,施加压力对扩散焊接头抗剪强度的影响如图12-10a所示。与加热温度和保温时间的影响一样,压力也存在一个获得最佳强度的值,如Al与Si3N4陶瓷、Ni与Al2O3陶瓷扩散焊时,压力分别为4MPa和15~20MPa。
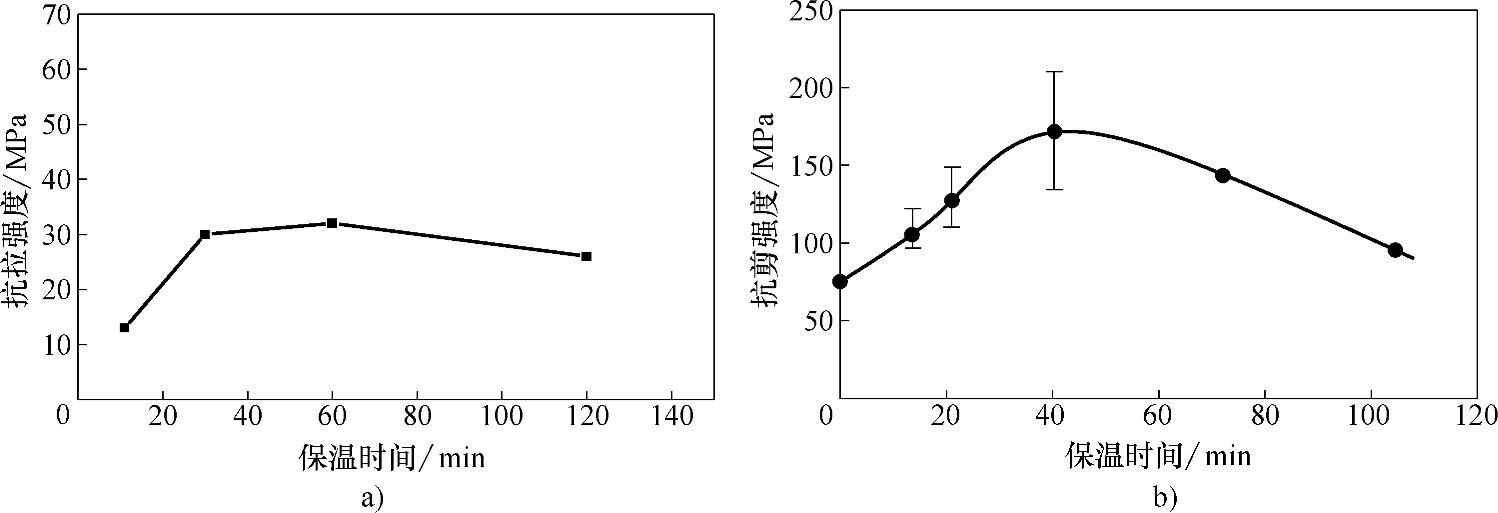
图12-9 保温时间对接头强度的影响
a)对抗拉强度的影响 b)对抗剪强度的影响
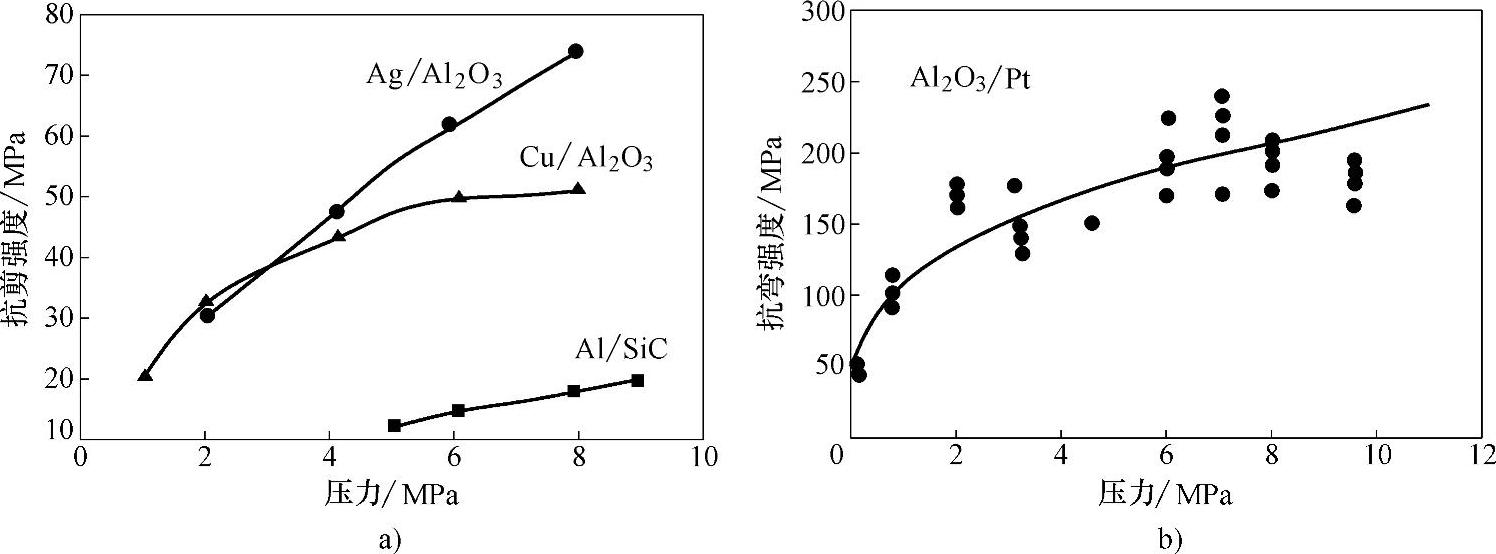
图12-10 压力对扩散焊接头强度的影响
a)对抗剪强度的影响 b)对抗弯强度的影响
压力的影响与材料的类型、厚度以及表面氧化状态有关。用贵金属(如金、铂)连接Al2O3陶瓷时,金属表面的氧化膜非常薄,随着压力的提高,接头强度提高直到一个稳定值。Al2O3与Pt扩散焊时压力对接头抗弯强度的影响如图12-10b所示。(https://www.xing528.com)
表面粗糙度对扩散焊接头强度的影响十分显著。因为表面粗糙会在陶瓷中产生局部应力集中而容易引起脆性破坏。Si3N4/Al接头表面粗糙度对接头抗弯强度的影响如图12-11所示,表面粗糙度Ra由0.1μm变为0.3μm时,接头抗弯强度从470MPa降低到270MPa。
界面反应与焊接环境条件有关。在真空扩散焊中,避免O、H等参与界面反应有利于提高接头的强度。如图12-12所示为用Al作中间层连接Si3N4时,环境条件对接头抗弯强度的影响。氩气保护下焊接接头强度最高,抗弯强度超过500MPa。空气中焊接时接头强度低,界面处由于氧化产生Al2O3,沿Al/Si3N4界面产生脆性断裂。虽然加压能破坏氧化膜,但当氧分压较高时会形成新的氧化物层,使接头强度降低。在高温(1500℃)下直接扩散焊Si3N4陶瓷时,由于高温下Si3N4陶瓷容易分解形成孔洞,在N2气氛中焊接可以限制Si3N4陶瓷的分解,N2压力高时接头抗弯强度较高。在1MPa氮气中焊接的接头抗弯强度比在0.1MPa氮气中焊接的接头抗弯强度高30%左右。
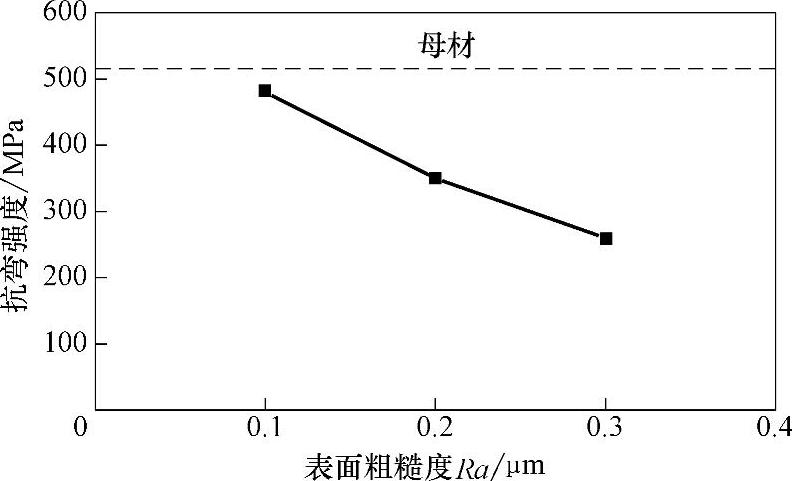
图12-11 表面粗糙度对接头抗弯强度的影响
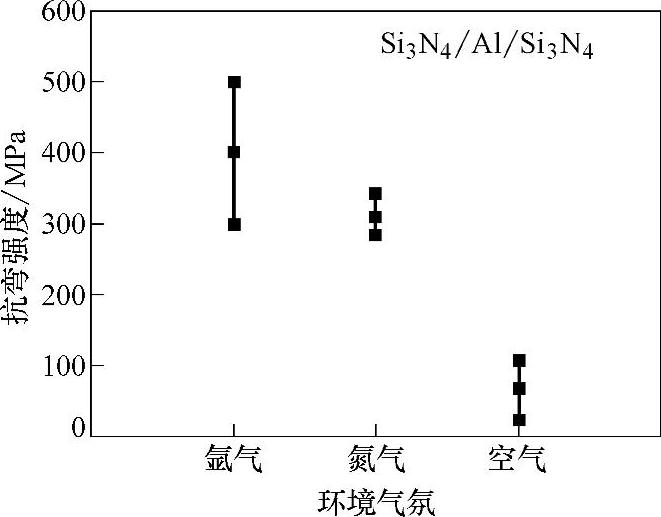
图12-12 环境条件对接头抗弯强度的影响
对陶瓷/金属连接接头强度评估的方式有拉伸、剪切、弯曲和剥离等多种方式,根据试样的尺寸,多采用抗剪强度进行评估。对不同焊接参数下获得的Al2O3-TiC/W18Cr4V扩散焊接头,采用线切割方法从扩散界面位置切取剪切试样。试样表面经磨制后用专用夹具夹持在WEW-600t微机屏显液压万能试验机上进行剪切试验。在剪切开始阶段,随着载荷的增大位移呈线性增加,当载荷达到最大值后,迅速降低,接头迅速发生断裂,表明接头的塑性变形很小,接头发生了脆性断裂。Al2O3-TiC/W18Cr4V扩散焊界面抗剪强度的试验结果见表12-10。
表12-10Al2O3-TiC/W18Cr4V扩散焊界面抗剪强度的试验结果

扩散焊加热温度从1080℃上升到1130℃,连接压力从10MPa提高到15MPa,Al2O3- TiC/W18Cr4V扩散焊界面抗剪强度从95.3MPa增加到154MPa(见图12-13)。这是由于随着加热温度的提高,中间层与两侧母材的反应更充分,界面附近形成了良好的冶金结合。压力增大可以使界面接触更紧密,为原子扩散提供更多通道。但是当加热温度升高到1160℃时,Al2O3-TiC/W18Cr4V扩散焊界面抗剪强度反而开始降低,抗剪强度为141MPa。这是由于温度过高时,界面反应形成了较厚的TiC反应层,从而降低了接头的抗剪强度。
例如,Al2O3-TiC/W18Cr4V扩散焊时,接触界面处容易形成应力集中,使得扩散焊界面在冷却阶段产生较大的收缩,引起微裂纹。这些微裂纹在外部载荷的作用下继续扩展,最终导致Al2O3-TiC/W18Cr4V扩散焊界面的断裂。
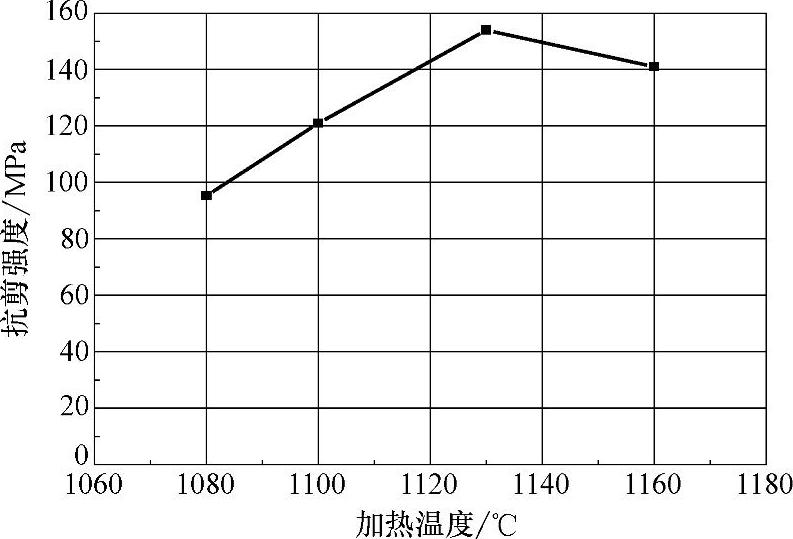
图12-13 加热温度对Al2O3-TiC/W18Cr4V 扩散焊界面抗剪强度的影响
Al2O3-TiC/W18Cr4V扩散焊界面Al2O3- TiC陶瓷侧易造成应力集中,成为微裂纹源。微裂纹的形成并不一定能够引发解理断裂,只有作用于其上的局部应力超过临界应力时,微裂纹才能扩展。此外,因为解理是沿着一定晶面发生的原子键断裂,所以,引发解理断裂的微裂纹尖端应有原子间距量级的尖锐度,如果微裂纹顶端因某种原因钝化将阻止引发解理。在剪切试验中,剪切应力作用下使Al2O3-TiC界面微裂纹扩展形成长度足够大的裂纹时,将造成Al2O3-TiC接头的解理断裂。
以Al2O3-TiC/W18Cr4V扩散连接界面剪切断裂过程为例。施加剪切力前,Al2O3-TiC侧存在空洞、微裂纹等缺欠,缺欠周围存在高应力区。在剪切力作用下,空洞聚集、微裂纹开始扩展。随着剪切力的进一步增大,微裂纹不断扩展、长大,当弹性释放能远大于表面能时,裂纹把剩余能量积累为动能,裂纹可持续扩展。解理裂纹的扩展是高速进行的,当微裂纹与剪切直接造成的主裂纹汇合后,沿Al2O3-TiC/W18Cr4V扩散界面或Al2O3-TiC陶瓷基体发生断裂。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。