



与纯奥氏体不锈钢相比,双相不锈钢焊后具有较低的热裂倾向;与纯铁素体不锈钢相比,双相不锈钢焊后具有较低的脆化倾向,且焊接热影响区晶粒粗化程度也较低,因而具有良好的焊接性。但双相不锈钢中因有较大比例铁素体存在,而铁素体钢所固有的脆化倾向,如475℃脆化、σ相析出脆化和晶粒粗化依然存在,只是因奥氏体组织的平衡作用而获得一定缓解,焊接时,仍应引起注意。选用合适的焊接材料不会发生焊接热裂纹和冷裂纹;双相不锈钢具有良好的耐应力腐蚀性、耐点腐蚀性、耐缝隙腐蚀性及耐晶间腐蚀性。
1.双相不锈钢焊接的冶金特性
(1)焊缝金属的组织转变 事实上所有双相不锈钢从液相凝固后都是完全的铁素体组织,这种组织一直保留至铁素体溶解度曲线的温度,只有在更低的温度下部分铁素体才转变成奥氏体,形成奥氏体—铁素体双相组织。
双相不锈钢焊接的特点是焊接热循环对焊接接头组织的影响。无论焊缝或是焊接热影响区都会有相变发生,因此,焊接的关键是要使焊缝金属和焊接热影响区均保持有适量的铁素体和奥氏体的组织。
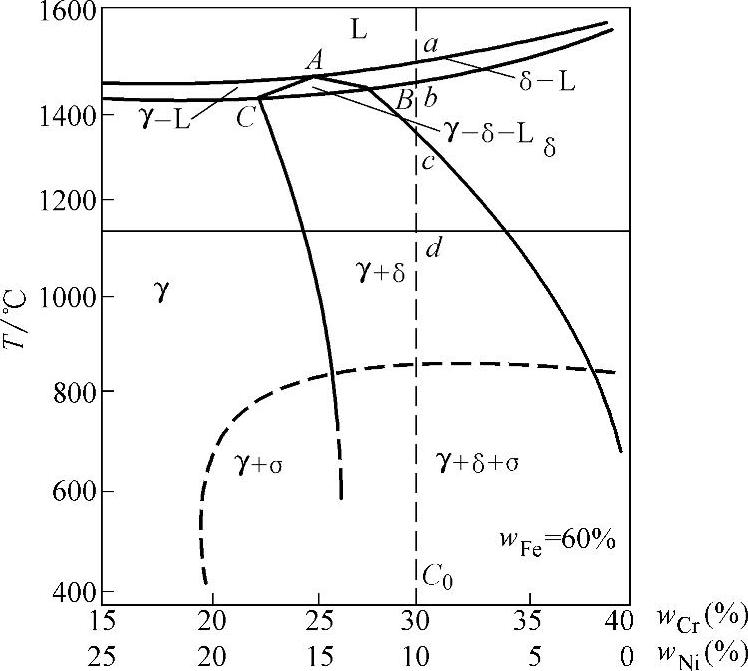
图10-27 Fe-Cr-Ni伪二元合金相图
图10-27为60%Fe-Cr-Ni伪二元合金相图。设合金的名义成分为C0。由图10-27可知,合金以F凝固模式凝固,凝固刚结束为单相δ组织。随着温度的下降,开始发生δ→γ转变,由于晶粒边界及亚晶界富集有稳定奥氏体的元素(Ni、Mn、Cu、N、C),γ相优先形成于这些部位。由于焊接过程是不平衡冷却过程,冷却中δ→γ转变不完全,室温时会保留有相当数量的δ相,成为γ+δ两相组织。显然,与平衡冷却过程相比,焊接后室温所得的奥氏体γ相的数量比平衡时少得多,也就是说,同样成分的焊缝和母材,焊缝中的γ相要比母材少得多。例如,如果采用同质焊丝焊接Cr22Ni5Mo3N,焊缝中γ相只有30%左右,而母材原始γ相为50%。但如果焊缝中Ni的质量分数提高到7.0%~8.5%,则可保证焊缝中γ相达到40%~60%。所以,对于双相钢焊缝应当用奥氏体化元素(Ni、N)进行“超合金化”,以保证焊缝中δ/γ有适当的比例。
焊后短时固溶处理也可增加一些γ相,这是由于未能充分转变的δ还可再进行δ→γ转变。同样,多层多道焊接热循环、焊后缓冷也会起到一些改善效果。
(2)焊接热影响区的组织转变 在焊接加热过程中,整个热影响区受到不同峰值温度的作用。最高温度接近钢的固相线(此处为1410℃),如图10-28所示。但只有在加热温度超过原固溶处理温度的区间(图10-28中的点d以上的近缝区域),才会发生明显的组织变化。一般情况下,峰值温度低于固溶处理温度的加热区,无显著的组织变化,δ相虽有些增多,但γ与δ两相比例变化不大。通常情况下也不会见到析出相,如σ相。超过固溶处理温度的高温区(图10-28的d-c区间),会发生晶粒长大和γ相数量明显减少,但仍保持轧制态的条状组织形貌。紧邻熔合区的加热区,相当于图10-28的c-b区间,γ相将全部溶入δ相中,成为粗大的单相等轴δ组织。这种δ相在冷却下来时可转变形成γ相,但已无轧制方向而呈羽毛状,有时具有魏氏体组织特征。因焊接冷却过程造成不平衡的相变,室温所得到的γ相数量在近缝区常具有较低值。这一γ相最少的区域宽度决定于图10-28中b-c区间大小。
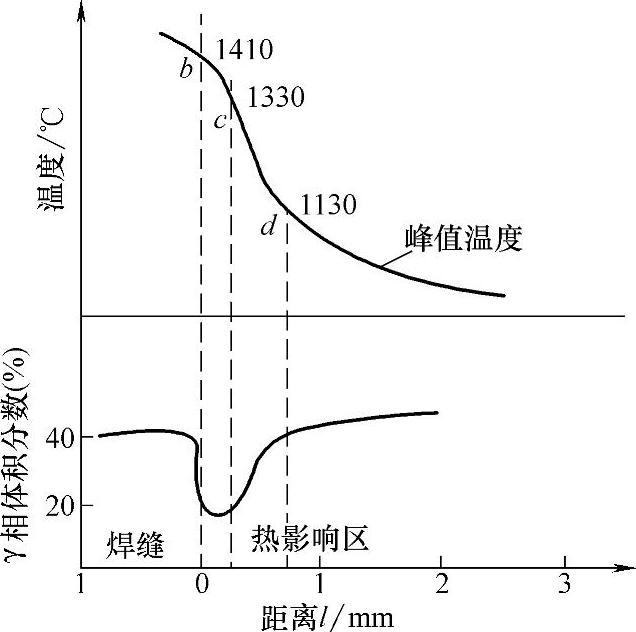
图10-28 24-52MoCu双相不锈钢焊接接头中γ相数量与峰值加热温度的关系 (母材23.67Cr-4.99Ni-1.47Mo-1Cu-N,焊丝24.26Cr-7.97Ni-1.75Mo-1.22Cu-N)
除合金相图外,还可利用各种线性关系来判定双相不锈钢焊缝金属和热影响区的组织特性。母材成分或Creq、Nieq对热影响区能否形成“健全”的δ+γ两相组织有重要影响。所谓“健全”组织是指不存在γ-γ或δ-δ相界。可用当量指数B来衡量:
B=Creq-Nieq-11.6(10-5)
式中Creq=Cr+Mo+1.5Si(%);
Nieq=Ni+0.5Mn+30(N+C)(%)。
单层焊时虽然B<7,过热区的γ相仅在部分δ晶界上析出,未形成“健全”的δ+γ组织,组织性能不理想。多层焊时,B≤7是可行的。母材原始相比例δ/γ接近50/50时,B≤4可以获得理想的组织。(https://www.xing528.com)
2.双相不锈钢焊接接头的析出现象
双相不锈钢焊接时,有可能发生三种类型的析出,即析出铬的氮化物(如Cr2N、CrN)、二次奥氏体(γ2)及金属间相(如σ相等)。
当焊缝金属中铁素体数量过多或为纯铁素体组织时,很容易有氮化物的析出,这与在高温时氮在铁素体中的溶解度高,而快速冷时溶解度下降有关。尤其是在焊缝近表面,由于氮的损失,使铁素体量增加,氮化物更易析出。焊缝若是健全的δ+γ两相组织,氮化物的析出量很少。因此,为了增加焊缝金属的奥氏体数量,可在填充金属中提高奥氏体化元素镍、氮的含量。另外,采用大的热输入焊接,也可防止纯铁素体晶粒的生成而引起的氮化物析出。当热影响区δ/γ相比例失调,致使δ相增多而γ相减少,出现δ-δ相界时,也会在这种相界上有析出相存在,如Cr2N、CrN以及Cr23C6等;也可能出现σ相,但氮化物析出常居主要地位。
在含氮量高的超级双相不锈钢多层焊时会出现二次奥氏体γ2的析出。特别是前道焊缝采用低热输入而后续焊缝采用大热输入焊接时,部分铁素体会转变成细小分散的二次奥氏体γ2,这种γ2也和氮化物一样会降低焊缝的耐蚀性,尤其以表面析出影响更大。
一般来说,采用较高的热输入和较低的冷却速度有利于奥氏体的转变,减少焊缝金属的铁素体量,但是热输入过高或冷却速度过慢又会带来金属间相的析出问题。通常双相不锈钢焊缝金属中不会发现有σ相析出,但在焊接材料或热输入选用不合理时,也有可能出现σ相。
图10-29所示为两种奥氏体-铁素体双相不锈钢的等温冷却转变图。可以看出,在800℃只停留几分钟,γ相和铬的碳化物、氮化物开始析出,这将导致腐蚀率增加。停留10~15min,钢中和焊缝中开始析出σ相。在650~690℃温度进行热处理,冲击吸收能量下降很快。475℃脆化也能在几分钟内出现,冲击吸收能量降到很低。因此,焊件应避免在300~500℃和600~900℃温度区间热处理。
由于含碳量低,以及含氮的原因,双相不锈钢碳化物析出的倾向并不严重。由于含铬量高,贫铬现象也不足以在晶界产生问题。
3.双相不锈钢焊接接头的力学性能
双相不锈钢焊缝中的δ铁素体含量(体积分数)为30%时,可获得良好的力学性能和令人满意的抗腐蚀能力。表10-10给出了含氮双相不锈钢焊缝的δ铁素体含量、化学成分和力学性能。SMAW热输入9~11kJ/cm,GMAW热输入20~22kJ/cm(Ar+2.5%CO2),不预热焊,层间温度100~150℃。
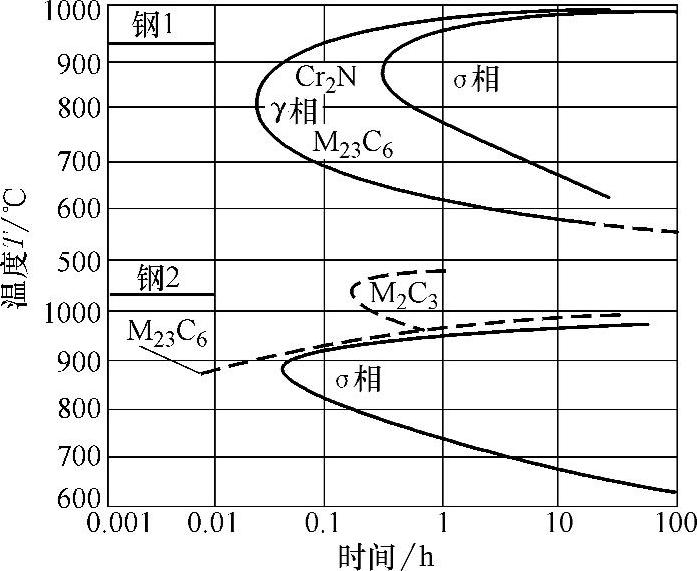
图10-29 两种奥氏体-铁素体双相不锈钢的等温冷却转变图
表10-10含氮双相不锈钢焊缝的δ铁素体含量、化学成分和力学性能
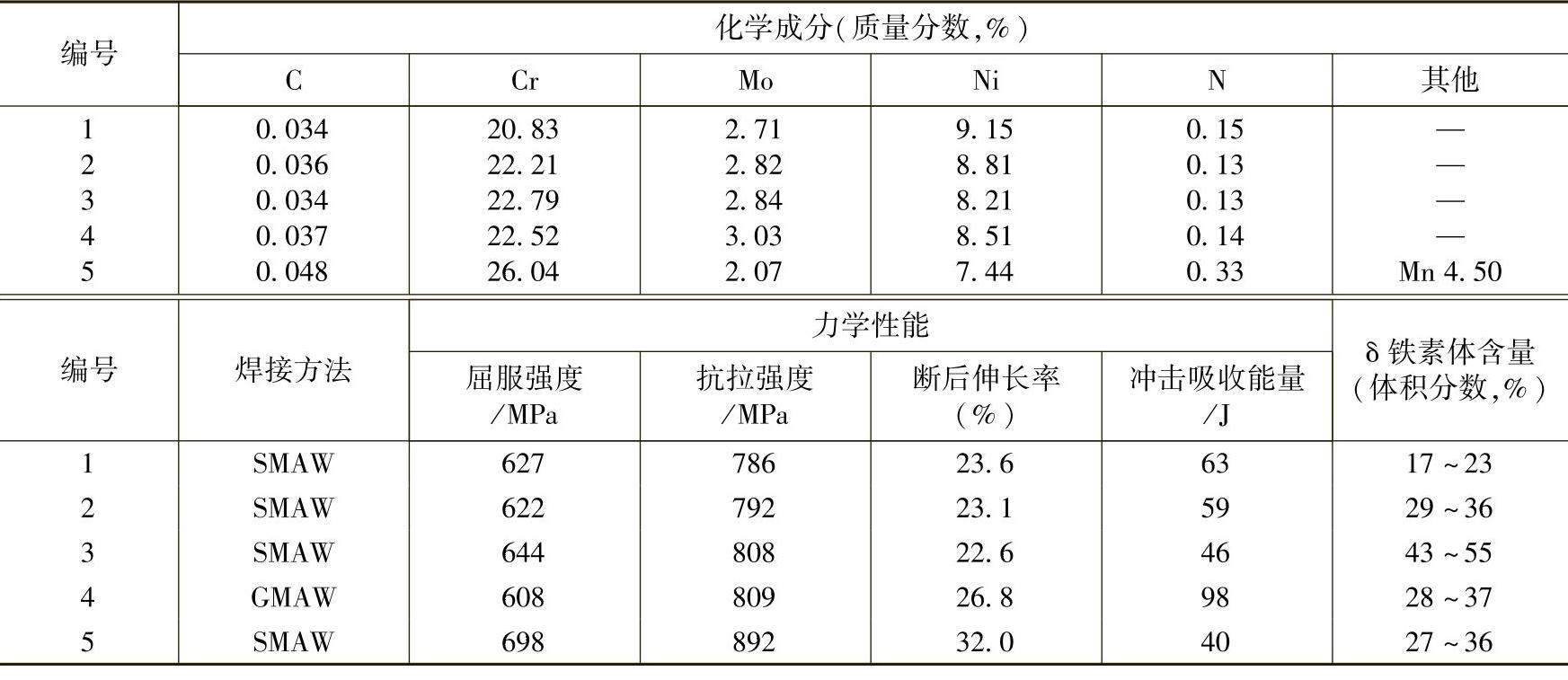
通过加入Mn及提高N的质量分数至0.35%左右,可使焊缝的屈服强度提高到接近700MPa。为了防止长期工作产生475℃脆化,双相不锈钢焊件的工作温度应控制在280℃以下。
不同焊接方法时双相不锈钢(22Cr-8Ni-3MoNL)焊缝金属冲击吸收能量与温度的关系如图10-30所示。从图中可见,焊缝冲击吸收能量受焊接方法和焊接材料的影响,主要取决于焊接过程中氧的影响。氧含量增加,焊缝冲击吸收能量下降。采用纯氩GTAW焊不会导致焊缝增氧,因此焊缝韧性最好。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。