



铁素体不锈钢焊接接头韧性较低,主要是由于单相铁素体钢易于晶粒粗化,热影响区和焊缝容易形成脆性马氏体,还有可能出现475℃脆性。
1.焊接方法
普通铁素体不锈钢的焊接可采用焊条电弧焊、药芯焊丝电弧焊、熔化极气体保护焊、钨极氩弧焊和埋弧焊。无论采用何种焊接方法,都应控制热输入,以抑制焊接区的铁素体晶粒过分长大。工艺上可采取多层多道快速焊、强制冷却焊缝的方法,如通氩或冷却水等。
高纯度铁素体不锈钢的焊接有氩弧焊、等离子弧焊和真空电子束焊。采用这些方法的目的主要是净化熔池,防止杂质沾污。
2.焊接材料的选择
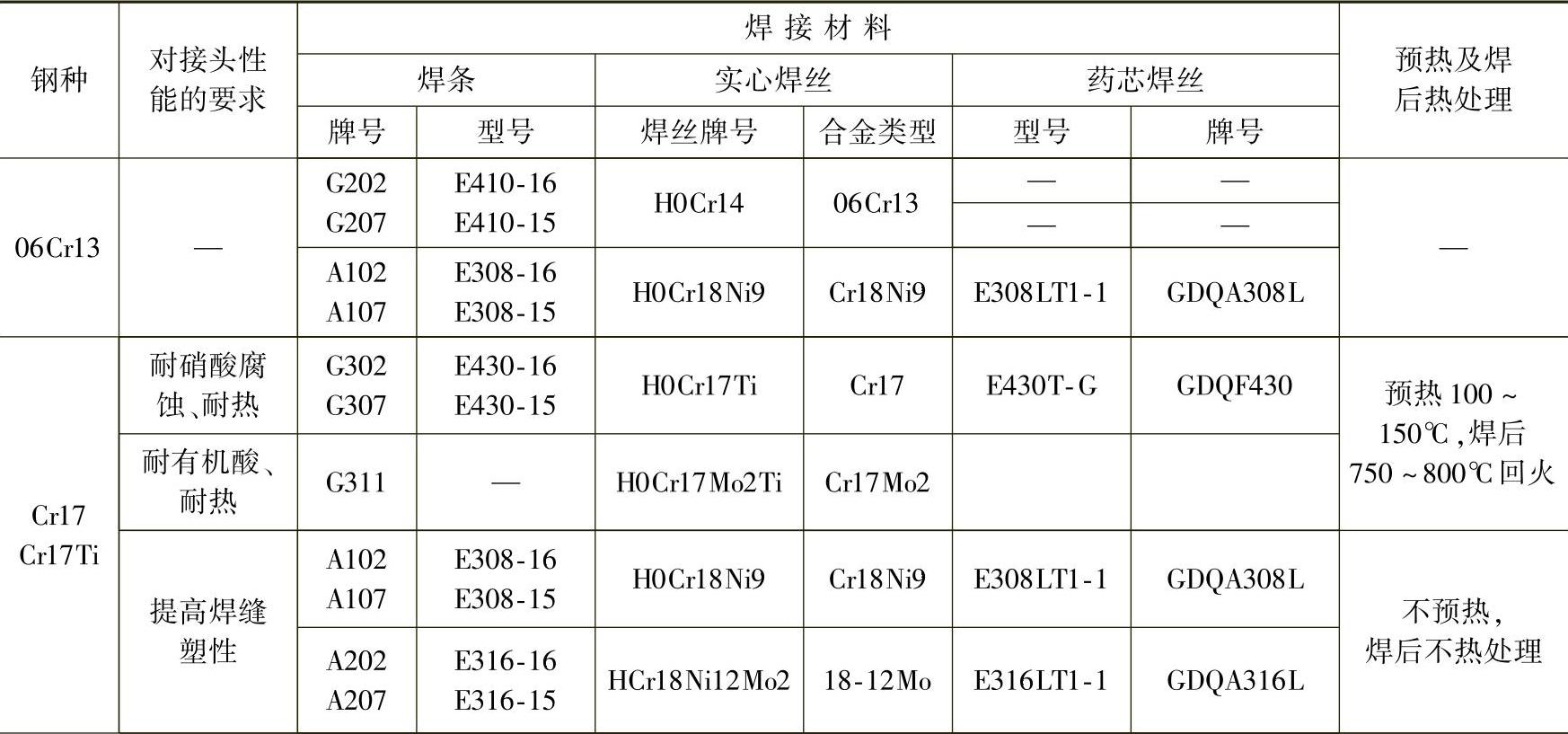
焊接铁素体不锈钢及其与异种钢焊接时填充金属主要有三类:同质铁素体型、奥氏体型和镍基合金。铁素体不锈钢常用的焊条和焊丝见表10-8。
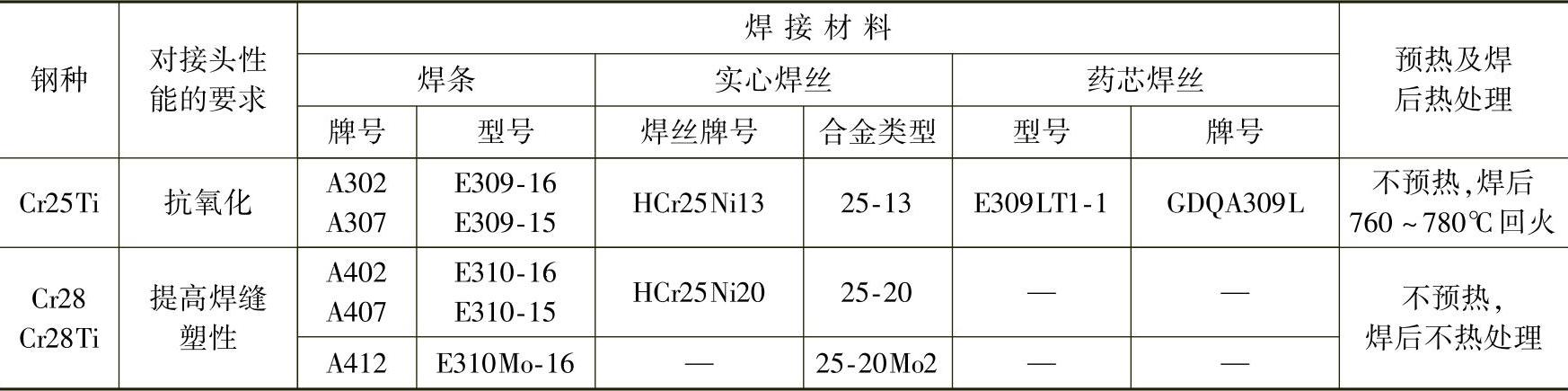
表10-8铁素体不锈钢焊条、焊丝的选用
(续)
 (https://www.xing528.com)
(https://www.xing528.com)
采用同质焊接材料时,焊缝与母材金属有相同的颜色、相同的线胀系数和基本相似的耐蚀性,但焊缝金属呈粗大的铁素体组织,韧性较差。为了改善性能,应尽量限制杂质含量,提高其纯度,同时进行合理的合金化。以Cr17钢为例,焊缝中添加Nb的质量分数0.8%左右,可以显著改善其韧性,室温冲击吸收能量可达52J,焊后热处理韧性还可有所改善。而不含Nb的Cr17焊缝,室温冲击吸收能量很低,即使焊后热处理,塑性可以得到改善,但韧性变化不大。
在不宜进行预热或焊后热处理的情况下,也可采用奥氏体不锈钢焊接材料,此时有两个问题须注意:
1)焊后不可退火处理。因铁素体不锈钢退火温度范围(787~843℃)正好处在奥氏体钢敏化温度区间,除非焊缝是超低碳或含Ti、Nb,否则容易产生晶间腐蚀及脆化。另外,焊后退火如是为了消除应力,也难达到目的,因为焊缝与母材具有不同的线胀系数。
2)奥氏体不锈钢焊缝的颜色和性能与母材不同,这种异质接头的耐蚀性可能低于同质的接头,须根据用途来确定是否适用。采用异种材料焊接时,焊缝具有良好的塑性,但不能防止热影响区的晶粒长大和焊缝形成马氏体组织。
3.低温预热及焊后热处理
铁素体不锈钢在室温的韧性很低,易形成高温脆化,在一定条件下可能产生裂纹。通过预热,使焊接接头处于富有韧性的状态下焊接,能有效地防止裂纹的产生。但是,焊接热循环又会使焊接接头近缝区的晶粒急剧长大粗化,从而引起脆化。因此,预热温度的选择要慎重,一般控制在100~200℃,随着母材金属中铬含量的提高,预热温度可相应提高。但预热温度过高,又会使焊接接头过热而脆硬。
高Cr铁素体不锈钢也有晶间腐蚀倾向。焊后在750~850℃进行退火处理,使过饱和的碳和氮完全析出,铬来得及补充到贫铬区,以恢复其耐蚀性;同时也可改善焊接接头的塑性。退火后应快冷,以防止475℃脆性产生。应注意,高Cr铁素体不锈钢在550~820℃长期加热时会出现σ相,而在820℃以上加热可使σ相重新溶解。所以,焊后热处理制度的控制很重要,加热及冷却过程应尽可能快速冷却。
铁素体不锈钢的晶粒在900℃以上易粗化且难以消除,因为热处理工艺无法细化铁素体晶粒。因此,焊接时应采取小的热输入和较快的冷却速度;多层焊时,还应严格控制层间温度。
高纯铁素体不锈钢由于碳和氮含量很低,具有良好的焊接性,高温脆化不显著,焊前不需预热,焊后也不需热处理。焊接中主要问题是如何控制焊接材料中碳和氮的含量,以及避免焊接材料表面和熔池的沾污。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。