



1.强度匹配
屈强比(ReL/Rm)是设计焊接结构的重要参数。低的屈强比有利于加工成形,高的屈强比使钢材的强度潜力得以发挥。焊缝强度匹配系数S=(Rm)w/(Rm)b是表征接头力学非均质性的参数之一。一般要求焊缝强度等于或稍大于母材的强度,即所谓“等强匹配”或“超强匹配”,认为焊缝强度高一些更为安全。实际生产中多是按照熔敷金属强度来选择焊接材料,而熔敷金属强度不等同于焊缝强度,特别是高强度钢焊接时,焊缝金属的强度往往比熔敷金属的强度高出不少。所以出现名义“等强”而实际“超强”的结果。
对于强度级别更高的钢种,使焊缝金属与母材达到“等强匹配”仍存在一些问题。例如,焊缝强度达到了等强,却使焊缝的塑性、韧性下降,焊接性变差。为了防止产生焊接裂纹,施工条件要求极为严格(如预热、控制层温等),施工成本大大提高。
采用“低强匹配”使焊接裂纹显著减少的经验在美国、日本受到关注。“低强匹配”在工程结构中被大量采用。美国学者Pellini提出:为了达到保守的结构完整性目标,可采用在强度方面与母材相当的焊缝或比母材低137MPa的焊缝。
例如,日本的潜艇用钢NS110,屈服强度不低于1098MPa,与之配套的焊条和气体保护焊焊丝的熔敷金属屈服强度要求不低于940MPa,屈服强度匹配系数为0.85。采用低强匹配的焊接材料后,将使焊缝的塑性、韧性提高,抗裂性得到改善,降低了焊接施工方面的要求。我国九江长江大桥设计中就限制焊缝的“超强值”不大于98MPa。
对于承载或承受拉应力的焊缝,应适当提高焊缝金属的强度级别,通常按“等强匹配”选用焊接材料。非承载焊缝或承受压应力的焊缝、按刚度设计的钢结构上的联系焊缝,“低强匹配”可满足使用要求。这样可简化焊接工艺,还能提高焊接结构的整体可靠性。
高强度钢焊接采用“低强匹配”能提高焊接区的抗裂性。但应针对钢材的强度级别考虑“低强匹配”的限度。例如:
1)针对抗拉强度600MPa以下的低屈强比高强度钢,选用具备一定韧性而实际“等强”的焊接材料是有利的,这类钢焊接接头的断裂强度和断裂行为取决于焊材的强度和塑韧性的综合作用。
2)对于抗拉强度700~800MPa的高强度钢,采用“低强匹配”能防止裂纹,但焊缝强度与母材强度不能相差太大。实践表明,抗拉强度Rm=700~800MPa的高强度钢,“低强匹配”焊缝金属的抗拉强度不应低于590~680MPa(韧性明显提高)。也就是说,只要焊缝金属的强度不低于母材强度的85%,仍可保证焊接接头的强韧性水平。
3)匹配系数(焊缝抗拉强度与母材抗拉强度之比)反映接头力学性能的非均质性。当匹配系数大于0.9时,可以认为焊接接头强度接近母材强度,因此实践中采用比母材强度低10%的焊材施焊,是可以保证接头等强设计要求的。当匹配系数大于0.85时,接头强度可达到母材强度的95%以上。
图9-6所示是采用等强匹配、低强匹配和低氢抗潮型焊条等不同匹配焊条为防止焊接冷裂纹所需的预热温度。可见,采用“等强匹配”焊条(E11016-G)时,含氢量为2.9mL/100g,为防止裂纹产生的预热温度为125℃。在相同含氢量条件下采用“低强匹配”焊条(E9016-G)只需预热100℃。若采用“低强匹配”更低氢的抗潮型焊条(含氢量1.7mL/100g),预热温度仅70℃即可防止焊接裂纹。降低预热温度能改善生产条件,同时也降低了能耗。
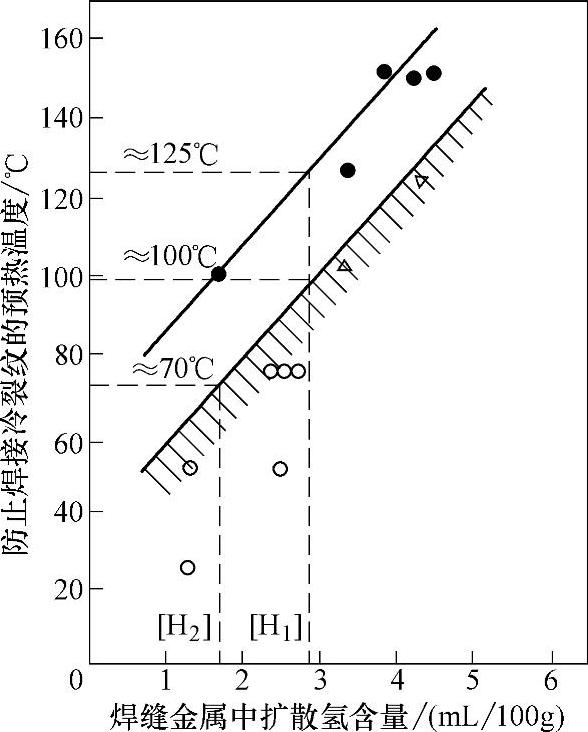
图9-6 不同匹配焊条为防止焊接冷裂纹所需的预热温度
●—等强匹配焊条(E11016-G) △—低强匹配焊条(E9016-G) ○—抗潮低强匹配焊条 [H1]—含氢量2.9mL/100g [H2]—含氢量1.7mL/100g
生产中通常按产品样本规定的熔敷金属名义值(或标称强度)选择焊材,但是焊缝金属实际强度往往超出熔敷金属名义保证值。按名义强度选用的低强度焊接材料,实际施焊所得的焊缝强度未必低强。再考虑冶金因素、熔合比和拘束强化效应,实际焊缝的强度可能远远高出熔敷金属的名义保证值。因此,选用“低强匹配”的焊材,焊接接头实际强度未必低强;而按“等强匹配”选择焊材则可能造成超强的效果,造成焊缝金属塑韧性和抗裂性的下降。
2.韧性匹配
(1)强度匹配对焊缝韧性的要求 在重要的高强度钢焊接结构中,保证焊缝金属的韧性比保证强度更为重要。很多焊接结构的破坏事故是低应力下发生的脆性断裂,断裂前在表观上几乎不发生明显的塑性变形。工程上的脆断事故总是起源于宏观缺欠或微裂纹,在远低于屈服应力的条件下,由于疲劳或应力腐蚀等原因使裂纹逐渐扩展,最后导致突然低应力断裂。只要存在裂纹源,裂纹的扩展总是沿着韧性最差的部位进行。这些焊接结构的提前失效,大多是因为接头韧性不足引起的。从这一点考虑,焊接接头区的最薄弱部位也要具有足够的韧性储备。
韧性是焊缝金属性能评定中的一个重要指标,特别是针对抗拉强度800MPa以上高强度钢的焊接,韧性下降是焊接中一个很突出的问题。高强度钢焊缝金属与母材的强韧性匹配如图9-7所示,可见焊缝金属总是未能达到母材的韧性水平。与氩弧焊相比,焊条电弧焊更差些。(https://www.xing528.com)
对于较低强度的钢,无论是母材或焊缝都有较高的韧性储备(见图9-7),按等强匹配选用焊接材料,既可保证接头区具有较高的强度,也不会损害焊缝的韧性。但对于高强度钢,特别是超高强度钢,焊缝韧性储备是不高的(见图9-7)。此时如仍要求焊缝与母材等强,有可能出现因其韧性不足而引起的脆断。此时,少许牺牲焊缝强度而提高其韧性储备,将会更为有利。
低合金钢强度等级越高,焊接接头产生脆性断裂的危险性越大。因为焊缝金属的强度越高,韧性越低,甚至低于母材的韧性水平。要保持焊缝金属与母材的强韧性匹配,有时是很困难的。随着高强度钢焊接结构的迅速发展,焊缝强韧性与母材的匹配问题,更显得越来越突出。
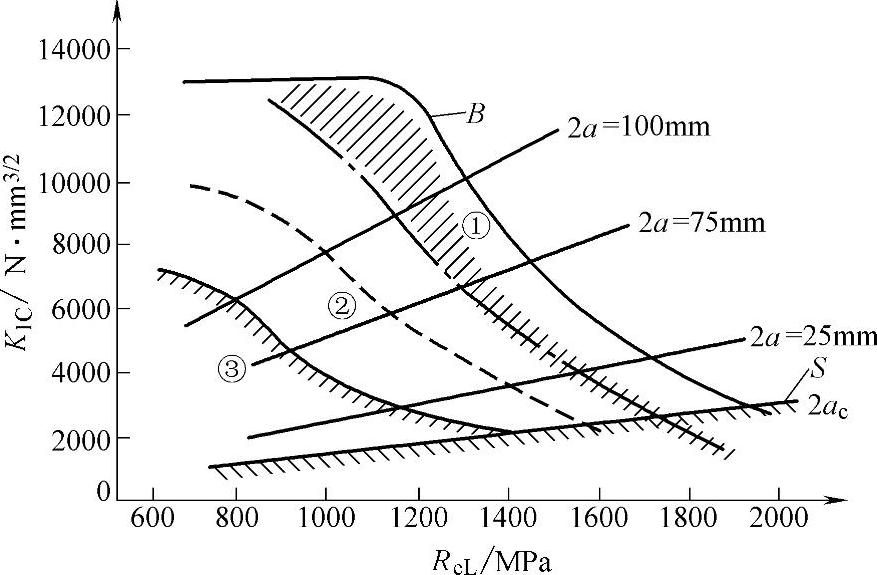
图9-7 焊缝金属与母材在强度和韧性上的匹配水平
B—母材韧性水平 S—安全工作限 2a—裂纹长度 ac—临界裂纹尺寸
①—TIG焊缝韧性水平 ②—MIG焊缝韧性水平 ③—SMAW焊缝韧性水平
对于抗拉强度Rm≥800MPa高强度钢,除考虑强度外,还须考虑焊接区韧性和裂纹敏感性。就焊缝金属而言,强度越高,可达到的韧性水平越低。抗拉强度大于800MPa的高强度钢,如果要求焊缝金属与母材等强,焊缝的韧性储备不够;若为超强的情况,韧性储备更低,甚至可能低到安全限度以下。例如,工程中一些高强度钢焊接结构脆性破坏时,强度及伸长率都是合格的,主要是由于韧性不足而引起脆断。
所以,即使焊缝与母材等强,但韧性低于安全限度以下,仍是不安全的因素。此时,少许牺牲焊缝强度而使韧性储备提高,对接头综合性能有利。特别是承受动载荷、疲劳载荷和低温工作条件的高强度钢焊接接头,除强度外,还要求有较高的韧性。故保证焊缝金属具有足够的韧性显得尤为重要。焊缝金属的韧性应理解为焊后状态,各种焊后热处理状态和接头经长时间运行后均应具有与母材相当的韧性水平。
(2)高强度钢焊缝韧性的判据 目前采用最广泛的韧性判据是V型缺口夏比(Charpy)冲击吸收能量。国内外的焊接材料标准中,高强度钢用焊接材料的强度级别虽不完全一致,但各种强度级别下的熔敷金属韧性指标是相同的,主要有两个体系:
1)欧洲体系,冲击吸收能量要求大于或等于47J。
2)美国、中国、日本、韩国等采用另一个体系,冲击吸收能量要求大于或等于27J。
2000年以后,国际标准化组织(ISO)同时认可了这两个体系,按A、B两个体系并列于同一个标准之中,如ISO 18275:2005、ISO 16834:2006和ISO 18276:2005,分别是高强度钢用焊条、实心焊丝和药芯焊丝标准。在这三个标准的A体系中统一把熔敷金属的屈服强度划分为5个等级,即550MPa、620MPa、690MPa、790MPa和890MPa。熔敷金属的冲击吸收能量不随强度等级变化,是一个固定数值,即A体系要求冲击吸收能量不低于47J,B体系要求冲击吸收能量不低于27J。但在同一个冲击吸收能量条件下,又分成若干个试验温度,通常有20℃、0℃、-20℃、-30℃、-40℃、-50℃、-60℃、-70℃和-80℃。可根据焊接结构的使用温度或对韧性储备的要求选择试验温度,以满足对韧性的不同需要。
例如,在我国南方江河中运行的船舶,其使用环境温度较高,可选用较高的试验温度;在北方江河中运行的船舶,其使用环境温度较低,就选择较低的试验温度。有些焊接结构承受动载荷或疲劳载荷,与同一地区只承受静载荷的结构相比,可采用相同强度的焊材,但应有更大的韧性储备,以保证动载荷或疲劳载荷下仍能安全运行,这时应选择在更低的试验温度下能满足47J或27J冲击吸收能量要求的焊接材料。
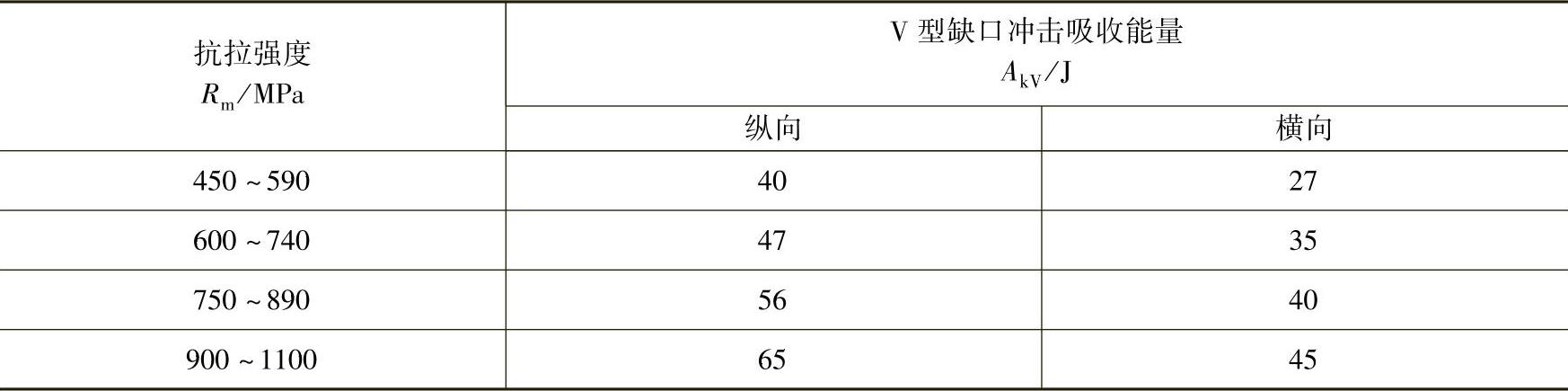
对焊缝金属韧性的评定比对强度性能的评定复杂得多,采用缺口冲击试样测定的冲击吸收能量有时不能真实地反映高强度钢(特别是调质钢)的韧性水平。缺口冲击试验测定的冲击吸收能量实际上由弹性功和塑性功两部分组成,钢材的强度越高或屈强比越高,冲击吸收能量中弹性功所占的比例越大。因此,对于不同强度等级的低合金钢,相同数值的冲击吸收能量并不能表征相等的韧性水平。也就是说,对于不同强度等级的钢材,应制定不同的冲击吸收能量指标(也即强韧性匹配)。从焊接结构抗断裂安全性出发,有关文献对不同强度等级低合金高强度钢的焊缝金属,在最低工作温度要求达到的V型缺口冲击吸收能量列于表9-8。
表9-8低合金高强度钢在最低工作温度要求达到的冲击吸收能量
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。