



微合金控轧控冷钢(TMCP)的特点是高强、高韧、焊接性好。该钢种由于含碳量低、洁净度高、晶粒细化、成分组织均匀,因此具有较高的强韧性。所谓焊接性好是指不预热或仅采用低温预热而不产生焊接裂纹,采用较大热输入焊接热影响区不产生脆化。由于每种钢的成分、组织、性能存在较大差异,因此其焊接性也各不相同。
1.焊接裂纹
微合金TMCP钢中碳及杂质含量低,如X70钢碳的质量分数≤0.05%,而且C、S、P等元素得到有效控制,因此焊接时液化裂纹和结晶裂纹倾向很小。但由于在钢管成形焊接和安装过程中存在较大的成形应力或附加应力,特别是采用多丝大热输入埋弧焊制管时,由于焊缝组织过分粗大,出现C、S、P局部偏析,也容易引起结晶裂纹。
正是由于这类钢的含碳量低、合金元素少、淬硬倾向小(如X70钢属于针状铁素体钢),因而冷裂纹倾向小。但随着强度级别的提高,板厚的增大,仍具有一定的冷裂纹倾向。如管线钢现场敷设安装进行环缝焊接时,由于常采用纤维素焊条(含氢量高)打底,热输入小,冷却速度较快,熔敷金属含氢量高,会增加冷裂纹敏感性。钢材强度越高,冷裂问题将越突出(如X80、X100及X120等管线钢)。因此,对于X80以上钢种不宜用纤维素焊条进行打底焊。强度级别低于700MPa时(如X80以下钢种),裂纹一般在热影响区启裂,也可能向焊缝扩展。
强度级别高于700MPa(如X100、X120)时,焊接裂纹倾向增大,裂纹既可能出现在热影响区,又可能出现在焊缝中。具体启裂位置取决于氢的扩散及母材和焊缝金属的马氏体转变温度Ms,如图9-3所示。
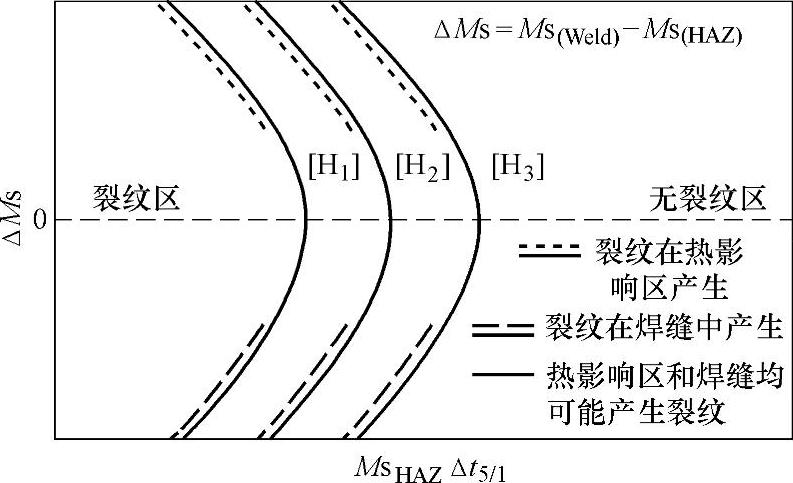
图9-3 焊缝及热影响区马氏体转变点Ms与裂纹的关系
裂纹位置可用焊缝金属及热影响区的马氏体转变点Ms作为判据。
(1)热影响区(HAZ)Ms=521-350C-143Cr-175Ni-289Mn-37.6Si-295Mo-1.19Cr·Ni-23.1(Cr+Mo)C
(2)焊缝(Weld)Ms=521-350C-13.6Cr-16.6Ni-25.1Mn-30.1Si-20.4Mo-40Al-1.07Cr·Ni+219(Cr+0.3Mo)C
判据:ΔMs=Ms(Weld)-Ms(HAZ)
2.热影响区的脆化
高强微合金控轧控冷钢热影响区的脆化是十分重要的问题,一般热输入越大,脆化倾向越严重。热影响区脆化问题主要有粗晶区(CGHAZ)脆化、临界热影响区(ICHAZ)脆化、多层焊时临界粗晶热影响区(IRCGHAZ)脆化、过临界粗晶热影响区脆化(SRCGHAZ)、亚临界粗晶热影响区(SCGHAZ)脆化等。其中,CGHAZ、IRCGHAZ、和SCGHAZ的脆化是微合金钢焊接时应引起重视的脆化区域。图9-4给出了X80钢模拟焊接热影响区的韧性。
为防止热影响区的脆化,常采用如下措施:
1)降低含碳量,控制杂质含量,加入少量Ni韧化基体。
2)抑制热影响区的晶粒长大,向钢中加入Ti、V、Nb等细化晶粒的元素,通过形成TiN、TiO、(Nb、Ti)N、VN等氮(氧)化物抑制热影响区晶粒长大。
3)改善热影响区的组织、通过向钢中加入变质剂,提高相变形核率,细化组织。如向钢中加入细小、均匀弥散分布的TiO微粒,可避免形成GBF+FSP+Bu等韧性低的混合组织,而在奥氏体晶内形成细小的细晶铁素体或针状铁素体,可显著提高韧性。即便采用较大热输入焊接,也不产生脆化。这种钢特别适合于厚板和中厚板的大热输入焊接。
4)对一般过热敏感的钢种,采用合适的焊接参数,焊接时通过调整焊接参数,减小高温停留时间,避免奥氏体晶粒长大;采用合适的t8/5,使热影响区获得韧化组织。
5)对于超细晶粒钢,需采用能量高度集中的焊接方法,如激光焊、等离子弧焊、脉冲焊等代替传统的电弧焊。
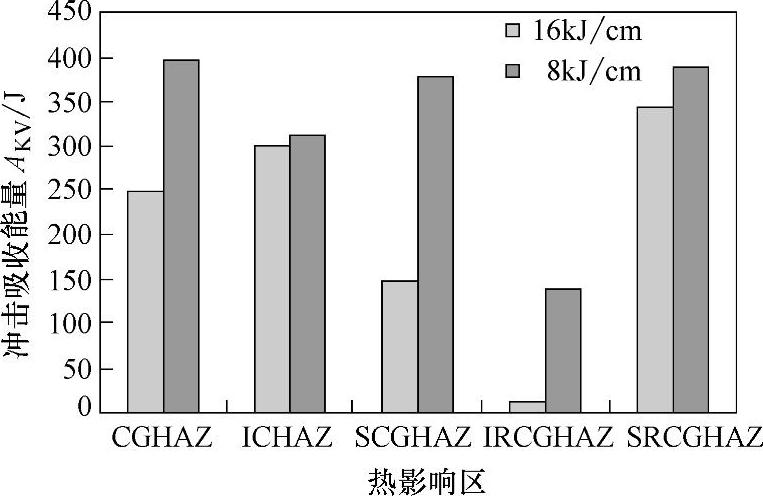
图9-4 X80钢模拟焊接热影响区的韧性(https://www.xing528.com)
粗晶热影响区(CGHAZ)T>1350℃
临界热影响区(ICHAZ)Ac1~Ac3
临界粗晶热影响区(IRCGHAZ)
亚临界粗晶热影响区(SCGHAZ)
过临界粗晶热影响区脆化(SRCGHAZ)
3.焊缝合金化和组织调控
焊缝合金化和组织的调控要考虑三个因素:一是焊缝成分,包括主要合金元素和微合金化元素;二是焊接参数,它直接影响到焊缝的冷却速度;三是结构尺寸,如板厚和接头形式等,它也影响到焊缝的冷却速度。
需要强调的是,冷却速度和焊缝成分同样重要,正是这两个因素的共同作用调控焊缝的组织。如果焊缝金属还要求进行焊后热处理,那么焊缝的组织调控就另当别论了。
对低合金钢而言,为得到更高的强度和韧性,最有利的焊缝组织是针状铁素体、下贝氏体和低碳马氏体(也称板条马氏体)。合金含量较少时生成针状铁素体组织为佳,合金含量较多时不再出现铁素体,而生成贝氏体和/或马氏体,甚至有残留奥氏体。这时以生成下贝氏体和板条马氏体组织为宜,要防止产生上贝氏体和孪晶马氏体组织。
焊缝组织的生成主要取决于两个因素,一是合金成分,特别是主要合金元素的含量;二是冷却速度,取决于热输入、层间温度和接头尺寸及接头形式等。接头尺寸及形式一方面影响到焊缝的冷却条件,另一方面也影响到熔合比,使焊缝化学成分和组织会发生变化。例如角焊缝的冷却速度可为同样板厚的对接焊缝时的1.5倍左右。与对接焊缝相比,角焊缝的强度总是偏高,而塑性和韧性偏低。
在接头或坡口形式一定的条件下,采用小截面的多层多道焊能改善焊缝金属的韧性,因为它减小了热输入,同时由于焊道间的相互“热处理”作用产生再结晶而达到细化晶粒的效果。对于固溶强化的焊缝金属,多层多道焊是有利的;但对于沉淀强化的焊缝金属,由于有第二相析出,多层多道焊不一定有利,此时需具体分析。通常情况下,冷却速度较快有利于生成针状铁素体和下贝氏体组织;但冷却速度不能过快,以免生成孪晶马氏体;冷却速度太慢则易于生成先共析铁素体、侧板条铁素体或上贝氏体等粗大组织,使焊缝韧性明显下降。应特别关注热输入和冷却条件的变化,采用同一种焊接材料时会出现性能差别很大的焊缝金属,原因是没有调控好组织。
为了得到针状铁素体组织,在焊缝中加入微合金化元素Nb、Ti、RE及其他能形成微细颗粒的元素,都可起到晶内α相形核作用,以利于形成细小的铁素体组织,但这些措施主要用于低强度级别的焊接材料。对于强度级别较高的焊接材料,焊缝组织不再是针状铁素体,而是贝氏体或马氏体组织,在这种情况下,α相形核核心已不起作用了,而碳化物的聚集、析出位置和形态等成为关键因素。在相变温度较高时,碳化物在铁素体边缘聚集析出,呈连续或断续分布,称为上贝氏体组织;如果相变温度较低,碳化物只能在铁素体晶粒内部聚集,按一定方向析出,称为下贝氏体组织;在更低的温度下相变时将生成马氏体组织。
微合金控轧控冷钢可通过细晶化、洁净化、均匀化实现钢的强韧化。而焊缝金属是非平衡结晶,难以精确控制其冶金过程,从而难以实现焊缝金属的洁净化和成分均匀化,也不能通过控轧控冷实现细晶化,而且焊接加热会产生粗大的柱状晶。这给焊缝金属的强韧化和新型配套焊接材料研制带来很大困难。因此高品质焊接材料开发是亟待解决的重要课题,基本解决途径也应在焊缝金属的洁净化、均匀化、细晶化方向努力,包括采取以下方面的措施。
1)选用高洁净度的钢带和焊丝盘圆;严格控制原辅材料中各种铁合金、矿物质中的杂质含量。
2)建立原材料处理系统(包括检验、筛分、对部分原材料的烘焙和预烧结处理、干混等,使原材料成分达到洁净、精确、均匀)。
3)通过优化配方和工艺参数,通过提升冶金反应清除S、P、O、H、N等杂质。
4)控制焊缝中夹杂物的数量、种类、形态、尺寸及分布。
5)韧化焊缝组织,通过微合金化措施,阻止焊缝金属高温奥氏体晶粒长大,细化焊缝金属的组织,使焊缝获得细晶铁素体、针状铁素体等强韧化组织。对于强度更高(>600MPa)的微合金钢及超低碳贝氏体钢,可通过降碳并优化合金元素及微合金元素加入量,使焊缝金属成为超低碳贝氏体组织。
6)对实心焊丝CO2气体保护焊,如何降低焊缝金属含硫量是一个难题,目前国内外用于CO2气体保护焊的实心焊丝,一般wS>0.01%。因为硫是表面活性元素,微量的硫可以降低焊接飞溅和改善焊缝成形。如果焊丝中wS<0.005%,焊接飞溅明显增大,焊缝成形不良。要解决这个问题,除在焊丝中增加表面活性元素或采用含有表面活性元素的特种涂层焊丝(不镀铜焊丝)外,还可采用新型数字化逆变焊机,也可使含硫量极低的焊丝在焊接时降低飞溅、改善成形。
钢材品质的提高改善了钢材的焊接性,使不少品种的钢材从“可焊”变为“易焊”。在这方面,我国从20世纪90年代开始有大的进步,已接近国外的先进水平。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。