



焊接缺欠应该按照产品的设计资料或验收规程进行评定,并且将产品上的实际焊缝状况换算成相应的级别。如果讨论的焊接产品没有设计资料或验收规程等技术标准文件,应结合表7-1中所列的确定焊接缺欠级别的主要因素进行深入细致的研究,制定出结合具体产品使用的缺欠评级标准。
对于技术要求较高而且又无法进行无损检测的产品,必须对焊接操作及工艺实施过程的适应性进行实际的模拟试件考核,并且认真执行焊接工艺实施全过程的监督制度及责任记录制度。
表7-1确定焊接缺欠级别的主要因素

1.熔焊接头的缺欠评级
钢熔焊接头的缺欠评级标准列于表7-2。从该表中可以看出,缺欠共分4级。不同级别的缺欠分别对应着各自焊缝的级别。显然,Ⅰ级缺欠的要求最严格,而Ⅳ级缺欠的要求最低,它们分别对应着Ⅰ级焊缝(优质的焊缝)及Ⅳ级焊缝(最低级的焊缝)。
从表7-2中还可以看出,裂纹、焊瘤这两种缺欠对于4个级别的焊缝都是不允许的。在表中所列出的全部缺欠条目中,Ⅰ级缺欠标准中,有12条均明确写出是“不允许”的。只有这样才能严格地保证焊接质量。
表7-2钢熔焊接头的几种缺欠容限分级
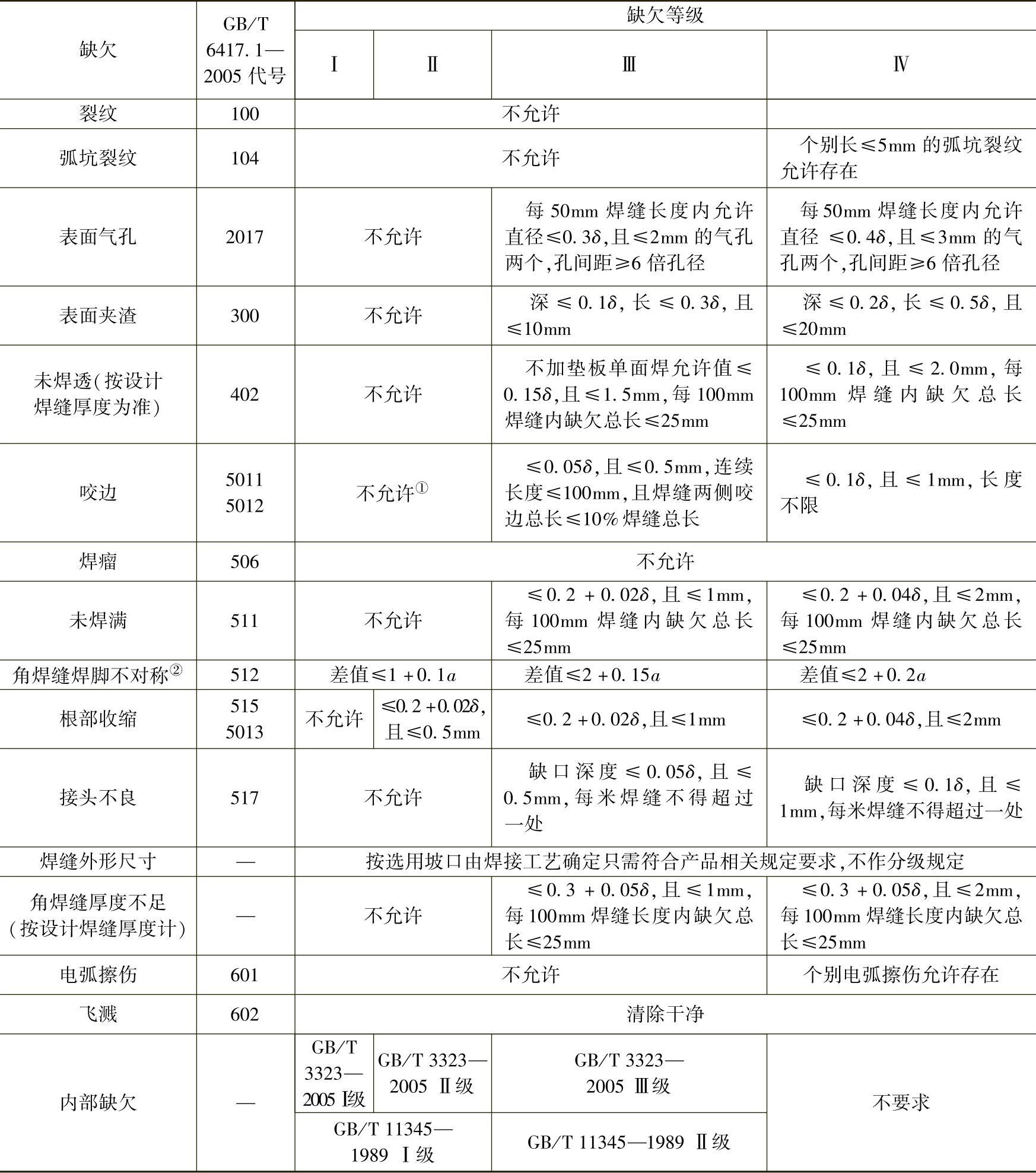
注:除表明角焊缝缺欠外,其余均为对接、角焊缝通用。δ为板厚,a为设计焊缝有效宽度。
①咬边如经修磨并平滑过渡,则只按焊缝最小允许厚度值评定。
②特定条件下要求平缓过渡时不受本规定限制(如搭接或不等厚板对接和角接组合焊缝)。
2.压焊接头的缺欠评级
压焊结构产品的类型较多,使用的材料种类也多,而且应用的场合从航空器件到生活用品,范围非常广泛。因此,目前还没有统一的关于压焊接头缺欠评级标准。某些行业及军工产品有各自的技术标准规范,应当认真执行。对于一般的压焊产品生产,在进行压焊接头设计、焊接、检测及验收工作时,应根据工程的实际情况,深入调研、认真试验及计算,经过论证制定出合理的评级标准,在生产中试用,并且不断总结,加以完善。
(1)焊接接头的等级划分 在军工及重要的民用产品部门,根据压焊产品的承载能力及受力状况,选用材料的焊接性能及该产品在系统中的重要性,将焊接接头划分为3个级别(HB 5363—1995、GJB 481—1988、MIL—W—6858D),焊接接头的等级划分见表7-3。
表7-3焊接接头的等级划分

(2)焊点和焊缝位置的要求
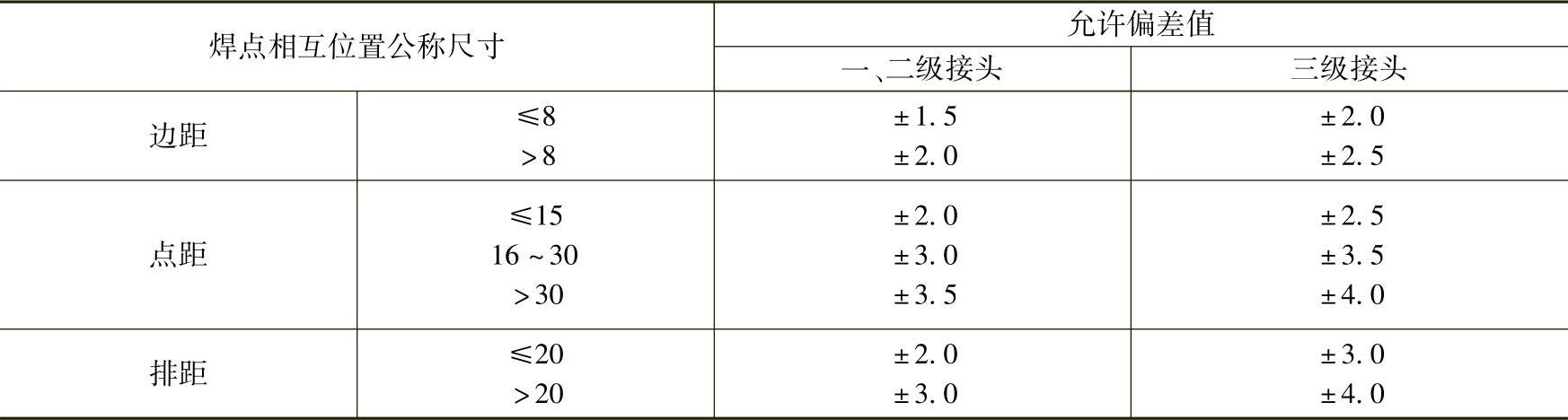
1)焊点和焊缝位置应当符合设计图样的规定。对于碳钢、结构钢和不锈钢焊点的位置尺寸偏差要求因产品不同而不同。表7-4是焊点位置尺寸偏差的国家军用标准GJB 481—1988中的数值。
表7-4焊点位置尺寸偏差(单位:mm)
2)缝焊的焊缝对中心线的偏差。一级、二级接头应在±1.5mm范围内;三级接头应在±2.0mm范围内,但焊缝边缘应不小于1mm。
3)钢的闪光对焊的尺寸公差要求。总长度公差对于每个接头一般为±0.8mm。若要求更精确的公差,需在闪光焊后进行机械加工。
板材及棒材闪光焊的对准精确度应不超过名义直径或板厚的5%,对于薄板和管材应不超过板厚或管壁厚的10%。
4)允许的最小熔核直径。在点焊和缝焊质量检验的某些标准中,按材料厚度明确规定了焊点的最小熔核直径(表7-5)和焊缝的最小熔核高度。如果低于此规定值,则该焊点为不合格(GJB724A—1988、HB5282—1984、HB5286—1984、HB5427—1989)。
表7-5允许的最小熔核直径(单位:mm)

(续)(https://www.xing528.com)

(3)接头缺欠的若干规定
1)裂纹缺欠。内部裂纹不允许伸入到熔核半径15%的无缺陷环形区内。裂纹在焊透高度方向,对于一、二级接头,不允许超过单侧板厚的25%;对于三级接头,不允许超过50%,且都不允许超过熔核边界。
裂纹的最大线性尺寸,对于一级接头,不允许超过熔核直径或宽度的15%;对于二级接头,不允许超过20%;对于三级接头不允许超过25%。
2)气孔和缩孔。气孔和缩孔在焊透高度及最大线性尺寸上的限制要求,与上述对于裂纹的要求相同(GJB724A—1998、HB5282—1984)。
3)未熔合和未完全熔合。点焊及缝焊的未熔合或未完全熔合,对于某些材料(如高强度结构钢、马氏体不锈钢)的一级、二级焊接接头,一般不允许存在。
4)压痕过深。点焊和缝焊的压痕深度一般规定应小于板材厚度的15%,最大不超过20%~25%。若超过此规定,则称为压痕过深,作为缺陷处理。在质量标准中,对于一级、二级接头一般允许存在的点数为工件上总数的15%左右;对于三级可以为10%。
5)结合线伸入。该缺欠是指两板贴合面伸入到熔核中的部分,是点焊及缝焊某些高温合金和铝合金时特有的缺欠。检查结合线伸入是在浸蚀后的金相试件上进行,使用工具显微镜测量熔核两侧的伸入量。在质量检验标准中,一般将伸入量限制在0.1~0.2mm。
(4)点焊机和缝焊机的稳定性鉴定 生产实践表明,点焊机和缝焊机的稳定性直接影响着焊接质量。对于焊机进行稳定性鉴定是保证产品焊接质量的有力措施,已纳入点焊和缝焊质量检验标准(HB5282—1984、HB5286—1984)中。
点焊机和缝焊机在安装和大修后,或控制系统改变之后,要求进行焊机的稳定性鉴定。鉴定项目有宏观金相检验、X射线检验及剪切试验等。对于试件数量、检验要求都有具体规定。
1)点焊机的稳定性要求。
①宏观金相检验。对于一级、二级和三级接头(试件5个),均要求熔核直径应符合表7-5的要求,焊透率在20%~80%,压痕深度<15%,无其他缺欠。
②X射线检验。对于一级、二级接头(试件100个),除允许有<0.5mm的气孔外,无其他缺欠。对于三级接头,不要求。
③剪切试验。对于一级、二级接头(试件100个),要求强度值均大于标准中的规定值;90%的试件强度应在试件抗剪力平均值Fτ的±12.5%范围内,其余的应在Fτ的±20%范围内。
对于三级接头(试件100个),要求强度值均大于标准中的规定值;90%的试件强度应在Fτ的±20%范围内,其余的应在Fτ的±25%范围内。
2)缝焊机的稳定性要求。对于铝合金要求焊600mm长焊缝,碳钢及不锈钢要求焊接300mm长焊缝,进行下列检验:
①宏观金相检验。对于一级、二级接头(纵向试件2个、横向试件3个),三级接头(纵向试件1个、横向试件2个),均要求焊缝宽度应大于表7-5的值,焊透率在20%~80%,压痕深度<15%。
②X射线检验。对于一级、二级接头(全部焊缝),除允许有<0.5mm的气孔外,无其他缺欠。对于三级接头,不要求。
③剪切试验。对于一级、二级接头(试件5个),要求其强度大于母材抗拉强度的85%。对于三级接头(试件5个),铝合金要求其强度大于母材抗拉强度的80%~85%。
3.钎焊接头的缺欠评级
由于我国目前还没有关于钎焊接头缺欠的国家标准,通常还是参考ISO18279:2003(E)的规定,将钎焊接头的缺欠分为B级(严格要求)、C级(中等要求)、D级(一般要求),共3个等级。钎焊接头的缺欠评级建议列于表7-6。
从表7-6可以看出,对于局部熔化(或烧穿)缺欠,无论是严格的要求、中等要求、还是一般的要求,都是不允许的。对于裂纹缺欠、母材表面熔融缺欠,B级与C级要求都是不允许的。对于B级的严格质量要求,表7-6中有11种缺欠均明确写出是不允许的。
表7-6钎焊接头的缺欠评级建议

(续)

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。