



1.药芯焊丝的生产
药芯焊丝由薄钢带卷成接口为对接或搭接的圆形钢管,并在其中填满一定成分的药粉,经拉制而成,其横截面呈“O”形,气体保护焊通常以直径为1.2mm的细径焊丝为主,兼用直径2.0~2.4mm的粗径焊丝。堆焊焊丝以直径3.2mm、4.0mm最为常见。
药芯焊丝从制造方法上可分为有缝药芯焊丝和无缝药芯焊丝两种。有缝药芯焊丝因为制造成本低而得到广泛应用,它的制造方法是由薄钢带通过成形轧辊加工成U形槽,在槽中填入药粉,轧成管状,最终尺寸一般是通过拉丝加工而成,也可用进一步轧制减径的方法实现。
药粉质量与药芯焊丝质量之比称为药芯焊丝的药粉填充率。药粉填充率的精确控制和恒定是药芯焊丝生产的关键技术。因此,药芯焊丝生产设备中,对填粉机构的要求较高。
按用途不同,药芯焊丝分为低碳钢、低合金钢、高强度钢、耐热钢、低温钢、耐蚀钢、不锈钢和硬面堆焊用药芯焊丝等。药芯焊丝根据填充药粉的不同,分为熔渣型药芯焊丝和金属粉型药芯焊丝。熔渣型药芯焊丝按照熔渣的碱度可分为钛型(酸性渣)、钛钙型(中性或弱碱性渣)和碱性(碱性渣)药芯焊丝。
一般来说,钛型药芯焊丝焊缝成形好,适于全位置焊接,但是韧性、抗裂性稍差。相反,碱性药芯焊丝韧性、抗裂性好,而焊缝成形及焊接操作性差一些。钛钙型药芯焊丝的性能介于钛型和碱性药芯焊丝二者之间,近年来,随着药芯焊丝的发展,新型的钛型药芯焊丝不仅焊接工艺性好,而且其熔敷金属的扩散氢含量低,韧性优异,钛钙型药芯焊丝现在已很少使用。
金属粉型药芯焊丝具有实心焊丝的低渣性(渣产生量很少)、良好的抗裂性等特点,并兼备钛型药芯焊丝良好的焊接操作性能,其焊接效率比钛型药芯焊丝还要高。
根据药芯焊丝的类型和熔滴过渡形式将药芯焊丝大体归纳为四种基本类型,即钛型、碱性、金属粉型和自保护型四种。
2.钛型药芯焊丝的设计
(1)钛型药芯焊丝渣系的设计 钛型药芯焊丝主要用金红石、硅酸盐、铝酸盐造渣,属于TiO2-SiO2渣系。表4-13为钛型药芯焊丝药粉和熔渣的基本成分。
表4-13钛型药芯焊丝药粉和熔渣的基本成分(质量分数,%)

金红石的主要成分为TiO2,它可调整熔渣的熔点和粘度。熔渣中,随着TiO2含量的增加,熔渣的凝固温度范围减小,形成“短渣”,适于全位置焊接。此外,钛还是一种很好的稳弧元素,它以金属或矿物质的形式加到药粉中,使电弧柔和。
TiO2是非常稳定的化合物,不易分解、不会增加焊缝的含氧量。因此,当TiO2同碱性氧化物共存时仍能使熔渣保持许多碱性渣的特点,所以又常把钛型药芯焊丝称为“金红石-碱性”药芯焊丝。
为了使药芯焊丝的熔滴过渡形式达到稳定的射流过渡,必须降低熔滴的表面能,而降低熔滴表面能的最简单方法就是使熔滴表面氧化。熔滴上具有少量的表面活性物质时,可大大降低其表面张力系数。钢液中表面活性最大的物质是氧和硫,如纯铁被氧饱和后其表面张力系数降低到1.03N/m。因此,当钛型药芯焊丝渣中有硅酸盐或酸性氧化物时,渣和液态金属都含有一定量的氧,一般焊缝金属的含氧量(质量分数)不低于6.5×10-2%,所以在金属与渣的界面上表面张力较小,易于实现射流过渡。
TiO2的熔点是1700~1800℃,因此药粉中需加入一些矿物质,使其与金红石形成低熔点共晶体,将熔渣的熔点降到1200℃左右,以满足焊接的需要。由于焊接时送丝速度快,使药粉短时间内熔化是一个技术难点。解决这一技术难点的方法就是在药粉中必须至少加入一种比钢带熔点低的组分,使其有助于传导热量,及时熔化其他高熔点物质。细径药芯焊丝的出现使得钢带外皮和药芯之间的热量传导距离缩短,也使上述问题基本得到解决。
(2)焊丝设计示例CO2焊药芯焊丝的药芯配方一般为钛型渣系,药芯起到保护、稳弧、成形、全位置、脱氧和渗合金等作用,碳钢和低合金钢药芯焊丝一般加入Mn、Si、Ti等合金元素。CO2焊药芯焊丝克服了CO2焊实心焊丝飞溅大、成形差和大电流下全位置施焊较困难的缺点,具有工艺性好、焊缝质量好、适于交直流焊接电源和生产率高等优点。钛型CO2焊药芯焊丝的药芯配方见表4-14,可用交、直流电源进行全位置焊接。
表4-14CO2焊药芯焊丝的药芯配方(质量分数,%)

表4-14的药芯焊丝适于焊接抗拉强度为490MPa级的低碳钢及低合金钢,生产率为CO2焊实心焊丝的1.2~2倍,为焊条电弧焊的5~8倍。
CO2焊药芯焊丝的发尘量一般比CO2焊实心焊丝的高30%~40%,降低CO2焊药芯焊丝发尘量的主要途径是调整药芯成分的配比,如控制药芯中各成分的含量(质量分数):氧化铁1.5%~6.0%、铁粉10%~50%、稳弧剂(Na2O、K2O等)0.3%~0.4%、TiO220%~50%、SiO21%~9%、Al2O31%~12%、ZrO20.5%~2%,焊丝的发尘量可降到与实心焊丝相当的水平。将制作药芯焊丝钢带的碳的质量分数,由通常的0.08%降至0.045%以下,可使焊丝发尘量减少30%,也使CO2焊药芯焊丝的发尘量与实心焊丝大致相同。
3.碱性药芯焊丝的设计
碱性药芯焊丝的药芯主要是由碳酸盐、氟化物和硅酸盐等物质组成,因此熔渣的碱度较高,焊缝金属具有良好的塑性和较高的低温韧性。碱性药芯焊丝药粉和熔渣的基本成分见表4-15。
碱性药芯焊丝属于CaO-CaF2-SiO2渣系,由于渣中CaO和CaF2的含量较多,SiO2的分解被阻止,使其难以产生强烈的置换氧化反应,再加上药粉中有强脱氧剂,因此,焊缝的含氧量较低,氧化物夹杂极少。
表4-15碱性药芯焊丝药粉和熔渣的基本成分(质量分数,%)

碱性药芯焊丝的碱度较大,能降低焊缝的氧、硫含量,这是因为增加渣中的CaO和MnO的含量有利于脱硫。同时渣中加入CaF2,能降低渣的粘度,也有利于脱硫。
由于碱性药芯焊丝熔渣的氧化性并不强,所以不能消除有害元素磷的影响。因此,为减少焊缝中的含磷量,必须限制钢带和药粉的磷含量。近年来,随着冶炼水平的提高,钢带中有害元素磷的含量已得到有效控制。
碱性药芯焊丝的扩散氢含量通常都在5mL/100g以下,有些碱性药芯焊丝可将其扩散氢含量控制在3mL/100g以下。
由于碱性药芯焊丝焊缝的氧含量、杂质含量及扩散氢含量均较低,所获得焊缝金属的塑性、韧性和抗裂性好,具有优良的综合力学性能,使其在药芯焊丝发展初期的几年间成为药芯焊丝的主要品种。但是,碱性药芯焊丝又有许多缺点,如电弧过渡呈粗颗粒过渡形式,不能达到准射流过渡;焊道成凸形和飞溅大;熔渣的流动性太大,不易实现全位置焊接,即使细直径碱性药芯焊丝采用直流正接和短路过渡形式可进行全位置焊接,但易造成未熔合等缺欠。采用脉冲焊接技术可提高碱性药芯焊丝的操作性能,但脉冲焊接技术的运用也仅能在一定程度上提高碱性药芯焊丝的全位置焊接性,焊道凸度、浸润角和根部熔深仍不能达到理想效果。因此,碱性药芯焊丝已被钛型药芯焊丝逐步取代。(https://www.xing528.com)
4.金属粉型药芯焊丝设计
金属粉型药芯焊丝被称为“代替实心焊丝的焊接材料”,因为它既有渣量少的实心焊丝的长处,又兼备高熔敷速度、低飞溅等熔渣型药芯焊丝的优点。
金属粉型药芯焊丝最显著的优点如下:
(1)更高的熔敷速度 金属粉型药芯焊丝也是由薄钢带包裹药粉组成的,因此其电流密度大、熔化速度快。同时金属粉型药芯焊丝的药粉中含有大量的铁粉、铁合金和金属粉,非金属矿物粉含量较少。而铁粉、铁合金和金属粉的熔点相对于非金属矿物粉的熔点低,使得熔化药粉的能量降低,从而比实心焊丝和熔渣型药芯焊丝具有更高的熔敷速度。同熔渣型药芯焊丝和实心焊丝相比,金属粉型药芯焊丝的熔化速度可提高10%~20%。
(2)较高的熔敷效率 熔敷效率是指单位长度的焊接材料实际熔敷到焊缝金属中的金属质量。实心焊丝的熔敷效率最高,一般为90%~98%;熔渣型药芯焊丝的熔敷效率一般为80%~87%;金属粉型药芯焊丝的熔敷效率一般为91%~95%(ϕ1.2mm焊丝)和93%~96%(ϕ1.6mm焊丝)。
(3)焊缝表面渣量少 焊缝表面渣量少,既可以避免焊缝中产生夹渣等缺欠,又可以大大减少清渣工作量,提高了生产率,降低了焊接成本。熔渣量少的另一个优点是在焊接厚板时可以采用窄坡口,从而减少填充金属量。金属粉型药芯焊丝的坡口角度可以从焊条电弧焊和一些熔渣型药芯焊丝采用的60°坡口降低到45°坡口,这样所需的填充金属量可减少近60%。
(4)焊接飞溅小 金属粉型药芯焊丝由于加入了一定量的稳弧剂,如TiO2、K2 O、Na2O等,电弧燃烧稳定。采用富氩混合气体保护焊时,可得到柔和的喷射过渡,飞溅量大大降低,减轻了焊后清理飞溅的工作量。
(5)焊缝成形好 因为金属粉型药芯焊丝具有良好的电弧特性以及低的烟尘和飞溅,焊接操作可见度很好,易于操作者更好地控制熔池的形状,得到合格的焊接接头。同时,还可以避免出现实心焊丝焊接时(采用富氩混合气体保护)的“指状熔深”。
(6)焊接时产生的烟尘量少 通过降低焊丝的碳含量和药粉中易分解组元等方法,可将焊接时产生的烟尘量降到实心焊丝的水平,比CO2气体保护焊的熔渣型药芯焊丝产生的烟尘量要低100%~150%。另外,采用脉冲电源焊时,金属粉型药芯焊丝的烟尘量还可进一步降低。
5.自保护药芯焊丝设计
(1)自保护药芯焊丝设计基础 自保护药芯焊丝20世纪50年代末出现于美国和前苏联,随后得到了很大发展,尤其在高层建筑、输油管道和海洋平台等领域得到广泛应用。表4-16为几种典型的自保护药芯焊丝药粉和熔渣的基本成分。
表4-16几种典型的自保护药芯焊丝药粉和熔渣的基本成分(质量分数,%)
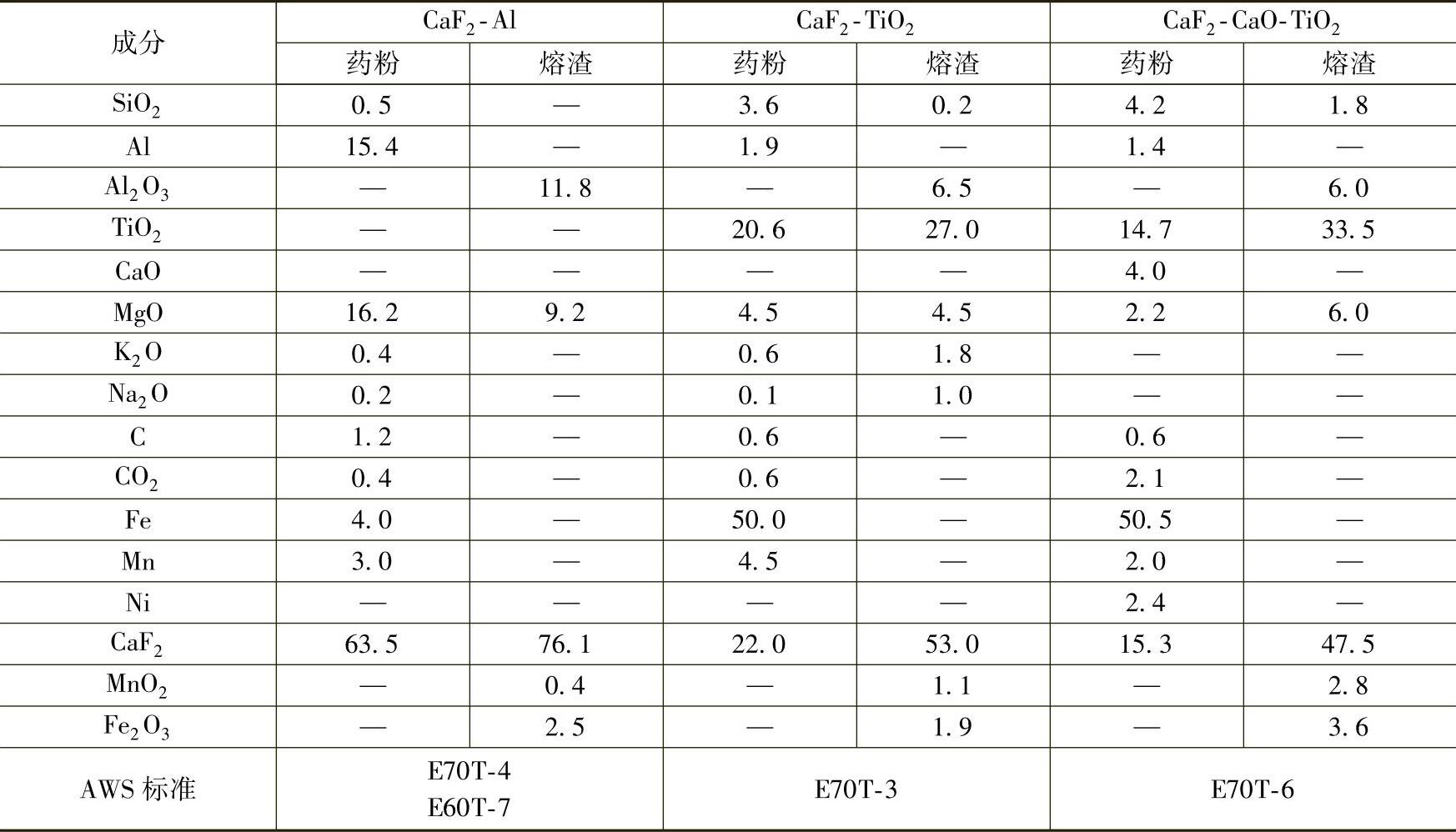
自保护药芯焊丝首先要解决的问题是如何使熔融金属不受空气(氮和氧)的侵害,使焊缝金属不出现气孔。其次,应保证焊缝金属具有合适的强度和塑性、韧性。
自保护药芯焊丝焊接时焊缝中产生气孔的原因主要有两个:一是因为空气中的氧同熔融金属反应生成氧化铁,钢中的碳同氧化铁反应生成CO气体,在焊缝金属结晶时来不及逸出而产生气孔。另一个主要原因就是空气中氮的侵入,形成氮气孔。防止产生CO气孔的方法是在药粉中加入一定量的Al、Ti、Si等脱氧剂,其与氧的亲和力比铁大,阻止了熔融金属同氧结合生成氧化铁。在自保护药芯焊丝中加入一定量的Al、Ti等强氮化物形成元素,生成稳定的氮化物可以防止形成氮气孔。但焊缝中氮化物的数量超过一定极限,则会造成焊缝金属韧性的下降,同时,过量的Al存在于焊缝金属中,还会引起晶粒粗大,严重影响焊缝金属的塑性和韧性。
对于自保护药芯焊丝,为保证其焊缝金属不出现气孔并具有合适的强度和塑性、韧性,除在药粉中加入适量的强氮化物形成元素和脱氧元素外,另一种解决途径是通过焊丝中某些药粉在焊接时的汽化和分解,释放出气体形成保护屏障来隔绝空气。
药粉中常加入大理石和萤石,焊接时释放出气体,将熔融的金属与空气隔开。氟化钙的沸点为2500℃,因为熔滴表面的温度高于2500℃,所以环绕着焊丝尖端会形成一个CaF2蒸气囊,阻止空气侵入钢液的表面,碳酸钙分解所释放出的CO2也是保护气体。但是,CaF2会破坏电弧和熔滴过渡的稳定性,并产生有害气体,同时,焊丝药粉中碳酸钙分解出的CO2气体会使飞溅增大,甚至使焊丝表皮爆开。所以,现代自保护药芯焊丝配方设计中,为了提高焊丝的工艺性能和操作性能,萤石和大理石类碳酸盐在药粉中的含量已大大降低,许多配方甚至不采用碳酸盐。
Al作为一种强脱氧剂和氮化物形成元素,几乎被用于所有的自保护药芯焊丝。Al的熔点为660℃,沸点是2467℃,通过反应生成稳定的氧化物和氮化物。Al是一种强铁素体形成元素,过量的Al会造成焊缝金属在冷却过程中不发生相变,也不会产生晶粒细化作用,而形成大块的铁素体晶粒,大大降低焊缝金属的塑性,使焊缝金属脆化。为此,需加入一些强奥氏体形成元素来抵消过量的Al所带来的有害作用,C作为一种强奥氏体形成元素常常被加入药粉中,细化焊缝金属晶粒,提高塑性。一般来说焊缝金属的碳的质量分数大都小于0.1%,但自保护药芯焊丝焊缝金属的碳的质量分数有时可以达到0.3%。自保护药芯焊丝焊缝金属的Al的质量分数最多不超过1.8%,若Al含量过高,则相应的碳含量也随之提高,过高的碳含量会大大提高焊缝金属的强度,降低塑性,同时由于碳化物在晶粒边界的析出造成焊缝金属的韧性也很差。因此,自保护药芯焊丝中C和Al要做到一个很好的平衡,否则会严重影响焊缝金属的塑、韧性。
Al和C保持平衡的标准是:加入的强奥氏体形成元素C的上限以保证焊缝金属不产生脆化为准;加入强铁素体形成元素Al含量的下限是在严格和苛刻的焊接工艺条件下,保证单道焊焊缝不出现气孔。
Mg也是自保护药芯焊丝中常用的一种强还原剂和氮化物形成元素。Mg的沸点较低,易挥发,使其还原和脱氧的作用降低。Ti和Zr都是强氮化物形成元素,但它们沸点较高,不会形成金属蒸气来保护熔融金属。
Li可在熔滴尖端形成保护蒸气,防止氮气的侵入,此外,Li还可以抑制氮气的沸腾,对焊缝的冶金性能没有不利影响。由于Li的沸点比钢的熔点低,因此焊缝中不会残留Li。
在自保护药芯焊丝的药粉中加入大量的Li2CO3、不加入大量的氮化物形成元素(如Al等),就完全可以抑制氮气孔的产生,且对焊缝的韧性影响不大。但是,大量的碳Li2CO3分解释放出的CO2气体,会造成飞溅增大,严重影响焊丝的焊接工艺性能。因此,应选择其他Li的化合物(如硅酸锂、氟化锂等),尽量避免使用大量的Li2CO3。硅酸锂、氟化锂等锂的化合物与还原剂结合,在焊接电弧热作用下将锂还原出来。硅酸锂一般可被Al、Mg或Si等还原剂还原,氟化锂最好用Ca作为其还原剂,但Ca在空气中很不稳定,易与空气中的水分发生反应。
氧化锂的碱性较强,容易同其他酸性或两性化合物结合,生成很稳定的化合物或复合物,在电弧的高温作用下,可被除Ca以外的还原剂还原出金属Li,并且不会分解出一些破坏电弧稳定性的气体。因此,在一些自保护药芯焊丝配方设计时,将氧化锂同氧化铁结合形成化合物LiFeO2和LiFe5O8,或者形成氧化锂和氧化铁的复合物,这种化合物或复合物中的氧含量在不影响其性能的条件下可以在一定范围内改变。同样,还可以将氧化锂同氧化硅、氧化钙、氧化铝以及氧化锰等酸性或两性氧化物结合生成一些吸潮倾向小且可以被Al、Mg等强还原剂还原出金属Li的化合物或复合物。
BaCO3的分解温度较高,不会在焊丝加热时分解出CO2气体造成焊丝表皮爆裂。同时,Ba的化合物还有一个很突出的优点,就是Ba的化合物在焊接时支持很短的电弧。例如,采用CaF2-Al系自保护药芯焊丝焊接,如果在某一给定电流下能保证电弧正常燃烧的电弧电压为22V,而对于BaF2-Al系药芯焊丝,此时的电弧电压只需要13~14V。在低电弧电压下电弧燃烧稳定,操作者在全位置焊接时,能够很好地控制熔池,获得高质量的焊缝,这是因为低电弧电压能使电弧能量降低(焊接电流不变)、焊丝熔化速度下降。如药粉中加Ba的自保护药芯焊丝用于管道焊接,在240A的焊接电流下其熔敷速度仅为1.4kg/h。低电弧电压的另一个优点是电弧短,可以减少焊接时熔滴吸收的氮量。因此,在许多海洋平台、管道焊接中使用的药芯焊丝大都含有Ba元素。但是,有些Ba的化合物会产生有毒气体,这是焊接时的一个不利因素。
金红石是一种应用广泛、性能良好的造渣剂,能改善电弧熔滴过渡和稳定电弧,但它在自保护药芯焊丝中却很少使用,原因有以下两点。首先,自保护药芯焊丝中强脱氧剂的加入将使金属Ti被还原出来。进而在焊缝中产生碳化钛和氮化钛沉淀,这样都会造成焊缝金属脆化;其次,当TiO2同强还原剂作用时,其中间产物是TiO,TiO的晶粒结构同焊缝金属的α- Fe晶格相近,TiO搭建在焊缝金属α-Fe的晶格上,熔渣牢固地粘在焊缝金属的表面。甚至当采用金红石型焊接材料打底、自保护药芯焊丝盖面时,也会产生脱渣困难的现象。因此,对于有些药粉中金红石含量较多的自保护药芯焊丝,须采取轻微脱氧方式改善焊丝的脱渣性。
氟化物是很好的造渣剂和造气剂,Al是强氮化物形成元素、脱氧剂和造渣剂,这些物质在自保护药芯焊丝的药粉中所占比例较大,且其密度低、流动性差。因此,生产中达到自保护药芯焊丝的填充率就比较困难。因此,常将几种原材料结合进行预熔和烧结,以提高药粉的密度,同时改善药粉的流动性,从而解决自保护药芯焊丝的制造难题。
(2)自保护药芯焊丝设计示例 日本20世纪70年代的交流自保护药芯焊丝为CaF2-Al- Mg系,都采用CaF2和Mg作为造气剂,采用Al-Mg合金作为脱氧和脱氮剂。优点是原料便宜、操作性和脱渣性好,但烟雾大,并需在药芯中加Ni。这是由于为了充分脱氧和脱氮,防止焊缝产生气孔,须加入足够量的Al,使熔敷金属Al的质量分数达到1%左右,从而导致焊缝的柱状晶变粗,韧性大幅度下降。因此,必须加入Ni抵消Al的这种有害作用。典型的药芯配方为(质量分数):CaF267%、CaCO33%、Mn-Fe5%、A1-Mg17%、Ni8%,药芯占焊丝总重量的22%。
针对上述CaF2-Al-Mg系自保护药芯的不足,随后进行了一系列的改进。如少加Ni、加入多种氟化物的自保护药芯焊丝,氟化物以加入CaF2为主,同时再加入一部分LiF、K2ZrF6、Na2 ZrF6等特殊氟化物,则保护效果更好,因为这些氟化物更容易汽化,分解出的K、Na等也有稳定电弧的作用,Zr还能细化晶粒。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。