



金属的氧化是焊接时重要的冶金过程之一。因此,要了解氧如何与金属作用、氧对焊缝金属性能的影响以及制定控制氧的技术措施。
根据氧对金属作用的特点,可以把金属划分为两类:一类金属(如Mg、Al等)无论固态和液态都不溶解氧,然而在焊接时会发生激烈的氧化,所形成的氧化物容易造成夹杂、未焊透等缺欠;另一类金属(如Fe、Ni、Cu、Ti等)可以有限地溶解氧,焊接时也会发生氧化,所形成的氧化物能够溶解于相应的金属中。例如,焊接铁时生成的FeO能溶于铁及其合金中。
1.氧在金属中的溶解
氧是以原子氧和氧化亚铁FeO两种形式溶于液态铁中的。如果与液态铁平衡的是纯FeO熔渣,则溶于液态铁中的氧量达到最大值,用[O]max表示。它与温度的关系为

从式(3-6)可以看出,温度升高时,氧在液态铁中的含量增大。当液态铁中含有合金元素时,随着合金元素含量的增加,氧的含量下降(见图3-11)。
在铁的凝固温度(约1520℃)时,氧溶解的质量分数约为0.16%;当δ-Fe转变为γ-Fe时,氧溶解的质量分数降到0.05%以下;室温下α-Fe中几乎不溶解氧(溶解的质量分数<0.001%)。所以,铁在冷却过程中氧的含量急剧下降。焊缝金属和钢中含有的氧,多以氧化物(如FeO、SiO2、MnO、Al2O3等)和硅酸盐夹杂物的形式存在。焊缝含氧量通常是指总的含氧量,既包括溶解在金属中的含氧量,也包括非金属夹杂物中的含氧量。
2.氧化性气体对金属的氧化

图3-11 合金元素的含量wMe对液态铁中氧的含量的影响(1600℃)
焊接时金属的氧化是在药皮、熔滴及熔池等三个反应区中,由O2、CO2、H2O等氧化性气体,以及活性熔渣与金属相互作用而实现的。
(1)金属氧化还原方向的判据在金属、氧化性气体及金属氧化物组成的系统中,是发生金属的氧化还是金属被还原,需要用一个判据来判断。由物理化学可知,金属氧化物的分解压pO2可以作为判据。设在金属、氧、金属氧化物系统中氧的分压为{pO2},则
{pO2}>pO2金属被氧化
{pO2}=pO2处于平衡状态
{pO2}<pO2金属被还原
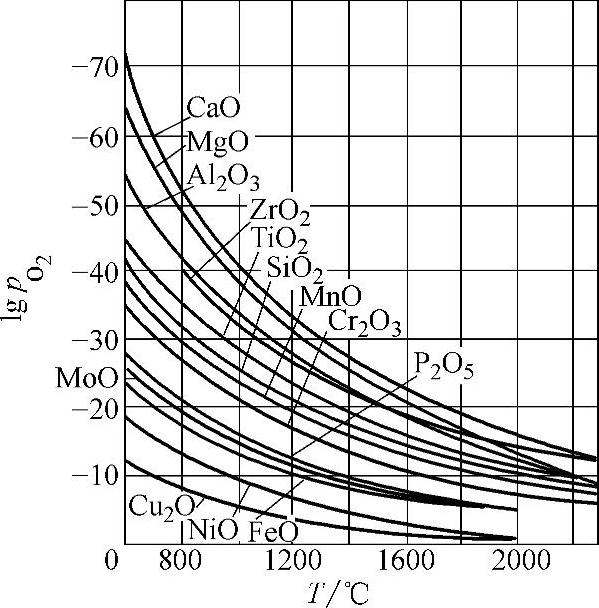
图3-12 自由氧化物的分解压与温度的关系
金属氧化物的分解压pO2是温度的函数,它随着温度的升高而增加,如图3-12所示。从图中可以看出,除Cu2O和NiO外,在同样温度下FeO的分解压最大,此时FeO处于最不稳定的状态。
(2)自由氧对金属的氧化焊条电弧焊时,虽然有焊条药皮熔化而产生的气氛及熔渣的保护,但是空气中的氧还会侵入焊接区;同时,高价氧化物等受热分解也会产生氧气,其结果使气相中自由氧的分压大于FeO的分解压,使铁氧化。反应式如下:

[Fe]+O==FeO+515.76kJ/mol
从反应的热效应判断,原子氧对铁的氧化比分子氧更为激烈。(https://www.xing528.com)
焊接钢时,钢液中对氧亲和力比铁大的合金元素,例如C、Si、Mn等也要被氧化:

(3)CO2对金属的氧化 焊接区中的CO2,可能来源于CO2气体保护焊的保护气体,也可能来源于焊条药皮中含有的大理石(CaCO3)、菱苦土(MgCO3)等碳酸盐,因为碳酸盐受热分解而产生CO2气体。
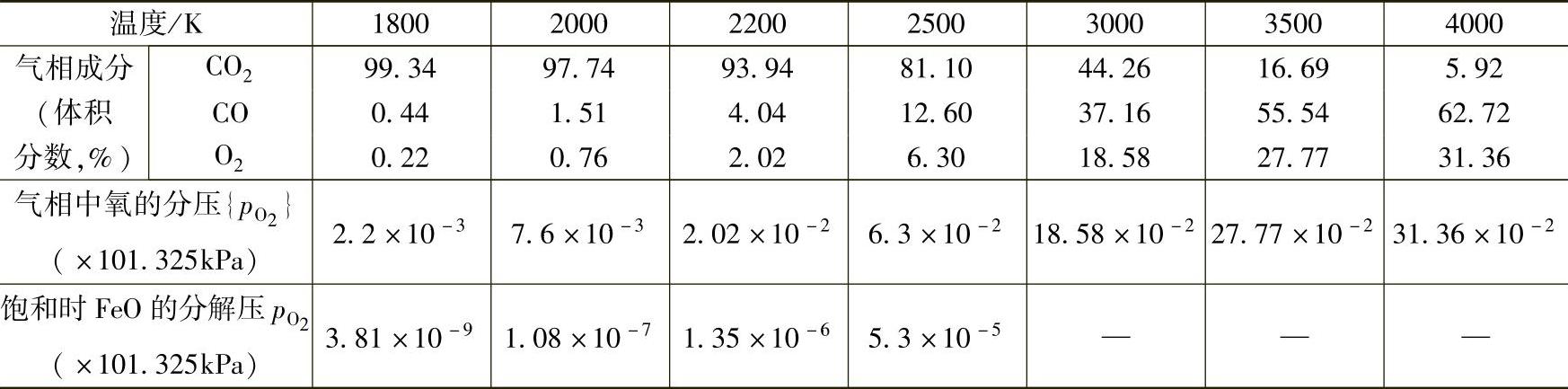
纯CO2高温分解得到的平衡气相成分见表3-8。从表中的数据可以看出:当温度高于铁的熔点时,气相中氧的分压{pO2}远远大于FeO的分解压pO2。所以,高温时CO2对于液态铁和其他金属是很强的氧化剂。当温度为3000K时,可以认为{pO2}≈20.3kPa(即0.2atm),此时气相中氧的分压约等于空气中氧的分压。所以,温度高于3000K时,CO2的氧化性超过了空气。
表3-8纯CO2分解得到的平衡气相成分
应说明的是,CO2作为保护气体只能防止空气的侵入,并不能防止金属的氧化。所以,在CO2气体保护焊时必须采用Si、Mn含量较高的焊丝(如H08Mn2Si等)或药芯焊丝,这样可以进行脱氧,并获得优质的焊缝。在含有碳酸盐的焊条药皮中也应该加入脱氧剂,以利于金属脱氧。
(4)H2O蒸气对金属的氧化 气相中的水蒸气分解既使焊缝金属增氢,又使铁及其他合金元素氧化。当气相中含有较多的H2O蒸气时,仅仅进行脱氧并不能保证焊缝质量,所以须同时去氢或减少H2O蒸气的来源。
(5)混合气体对金属的氧化 焊条电弧焊时,焊接区的气相并不是单一的气体,而是多种气体的混合物(见表3-5)。理论计算表明,钛铁矿型、低氢型两种焊条的电弧气氛中氧的分压{pO2},在温度高于2500K时,大于FeO的分解压pO′2,因此混合气体对铁会发生氧化。为了保证焊接质量,在焊条药皮中必须加入脱氧剂。
3.氧对焊接质量的影响
焊接过程中,气相、熔渣与金属反应的结果使焊缝增氧。用各种方法焊接时焊缝的含氧量见表3-9,由表可见,焊接低碳钢时,虽然母材和焊丝的含氧量很低,但是由于焊接冶金的多相反应结果,使焊缝的含氧量增加。不同的焊接方法、焊接材料和焊接参数下,焊缝的含氧量也不同。
表3-9用各种方法焊接时焊缝的含氧量

氧在焊缝金属中以溶解状态和氧化物夹杂两种形式存在,通常所说的焊缝含氧量是指总含氧量。一般溶解在钢中的氧很少,绝大部分氧以夹杂物的形式存在。但是,氧在焊缝中不论以何种形式存在,对焊缝的性能都有很大的影响。随着焊缝含氧量的增加,其强度、塑性、韧性明显下降;尤其是焊缝金属的低温韧性急剧下降。
在熔池阶段,溶解的氧与碳发生冶金反应,反应产物是不溶于金属的CO。如果在熔池进行凝固时CO气泡来不及逸出,会形成CO气孔。
在焊接过程中,氧能烧损钢中的有益合金元素,使焊缝金属的性能变差。在熔滴中所进行的氧与碳的冶金反应,其反应产物CO受热膨胀,造成熔滴爆炸,形成飞溅,从而破坏了焊接过程的稳定性。
4.控制氧的措施
焊接实践证明,在正常的焊接条件下,焊缝中氧的主要来源不是空气,而是来自焊接材料、焊件表面的铁锈、氧化膜、水分等。所以控制氧的措施如下:
(1)采用纯度高的焊接材料 在焊接活性金属及某些合金钢时,应尽量采用低氧或无氧的焊接材料。例如,采用低氧或无氧焊条、焊剂;采用高纯度的惰性气体作为保护气体;或在真空条件下焊接,这样可以降低焊缝金属的含氧量。
(2)采用冶金方法进行脱氧 通过向焊丝或焊条药皮中加入某种合金元素,使这些合金元素在焊接过程中被氧化,从而保护被焊金属及其合金元素不被氧化。脱氧的目的就是尽量减少焊缝中的含氧量,要求减少金属中溶解的氧,以及要排除脱氧的产物,尽量减少金属中的氧化物夹杂。这种措施在生产实际中是行之有效的。
(3)控制焊接参数 增加电弧电压使空气容易侵入电弧,并且增加了氧与熔滴接触的时间,致使焊缝含氧量增加,所以,为了减少焊缝含氧量应尽量采用短弧焊。此外,焊接方法、焊接电流种类和极性以及熔滴过渡特性等对于焊缝含氧量也有一定的影响。须指出,采用控制焊接参数来减少焊缝含氧量的办法是有局限性的。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。