



焊接过程中,在焊接区内存在着大量的气体,这些气体不断地与熔化金属发生冶金反应,从而影响焊缝金属的成分和性能。
1.气体的来源
(1)焊接材料 焊接区内的气体主要来源于焊接材料。焊条药皮、焊剂及焊丝药芯中所含有的造气剂、高价氧化物和水分都是气体的重要来源。气体保护焊时,焊接区内的气体主要是所采用的保护气氛及其杂质,如氧、氮、水蒸气等。
(2)热源周围的气体介质 热源周围的空气是难以避免的气体来源,而焊接材料中的造气剂所产生的气体,并不能完全排除焊接区内的空气。焊条电弧焊时,侵入电弧中的空气约占3%左右(体积分数)。
(3)焊丝和母材表面上的杂质 焊丝表面和母材坡口附近的铁锈、油污、氧化皮以及吸附水等,在焊接过程中受热而析出气体进入气相中。
2.气体的产生
除直接输送和侵入焊接区的气体外,焊接过程中所进行的物理、化学反应也产生了大量气体。
(1)有机物的分解和燃烧 焊条药皮中常含有的淀粉、纤维素、糊精等有机物,它们的作用是造气剂和焊条涂料的增塑剂。这些物质和焊丝、母材表面上的油污等受热以后,发生分解和燃烧反应,放出气体,这种反应称为热氧化分解反应。色谱分析证明,反应产物主要是CO2,还有少量的CO、H2、烃和水蒸气。研究结果表明,有机物加热到220~250℃时就开始分解。因此,对于含有机物的焊条,烘干温度应控制在150℃左右,不应超过200℃。
(2)碳酸盐和高价氧化物的分解
1)碳酸盐的分解。焊接材料常用的碳酸盐有CaCO3、MgCO3和BaCO3等。当加热超过某一温度时,碳酸盐开始分解,产生CO2气体。对于含CaCO3的焊条,烘干温度不应超过450℃;对于含MgCO3的焊条,烘干温度不应超过300℃。
2)高价氧化物的分解。焊接材料中常用的高价氧化物有Fe2O3和MnO2,它们在焊接过程中发生的逐级分解反应如下:
6Fe2O3==4Fe3O4+O2
2Fe3O4==6FeO+O2
4MnO2==2Mn2O3+O2
6Mn2O3==4Mn3O4+O2
2Mn3O4==6MnO+O2
上述逐级分解反应的结果是生成大量的氧气和低价氧化物。
(3)材料的蒸发 焊接过程中,由于焊接材料中的水分、金属元素和熔渣的各种成分在电弧的高温作用下发生蒸发,形成大量的蒸气。各种物质的蒸发与它们的饱和蒸气压(或沸点)、在溶液中的浓度、系统的总压力和焊接参数等因素有关。
在一定温度下,物质的沸点越低越容易蒸发。金属元素中Zn、Mg、Pb、Mn的沸点较低,因此它们在熔滴反应区最容易蒸发。所以在焊接黄铜、Al-Mg合金及铅时,一定要做好防护工作,以保障焊工的身体健康。在氟化物中,AlF3、KF、LiF及NaF的沸点都较低,因此易于蒸发。如果在焊条药皮中增加这些氟化物的含量,就会使焊接烟尘量增加。这是在制备焊接材料时应当注意的。
如果物质处于溶液当中,物质的浓度越高,其饱和蒸气压越大,越容易蒸发。因此,焊接钢铁材料时,虽然铁的沸点较高,但由于铁的浓度较大,使得气相中铁的蒸气也是相当多的。
焊接过程中的蒸发现象使气相中的成分和冶金反应复杂化。这不仅造成合金元素的损失,而且容易产生焊接缺陷。蒸发也增加了焊接烟尘和环境污染,影响焊工的身体健康,因此在实际工作中应注意防止材料的蒸发。
3.气体的分解(https://www.xing528.com)
电弧空间的气体状态可以是分子、原子及离子状态。由于气体的不同状态对气体在金属中的溶解和与金属的作用有较大的影响,所以必须研究焊接区内的气体是如何分解的。
(1)简单气体的分解 气相中的简单气体,如N2、H2、O2等双原子气体,对焊接质量的影响很大。
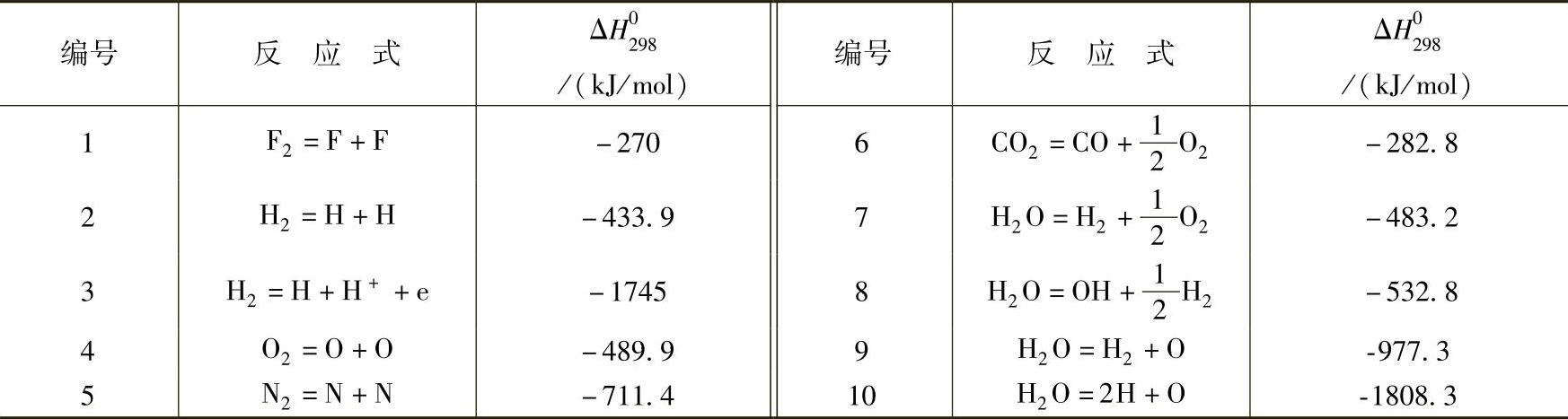
在电弧空间,气体受热而使其原子的振动和旋转能增加,当原子的能量达到足够高时,将使原子键断开,分解为单个原子或离子与电子。某些气体分解反应在标准状态下的热效应ΔH0298见表3-4,这些反应都是吸热反应。由表3-4中的数据可以比较各种气体或同一种气体按不同方式进行分解的难易程度。
表3-4气体分解反应的ΔH0298
设双原子气体分解反应的平衡常数为Kp,分解后混合气体的总压力为p0,则解离度(分解的分子数与原有分子总数之比)α可表示为

利用式(3-3)可计算出双原子气体的解离度α与温度的变化关系曲线,如图3-3所示。从图3-3可见,在焊接温度5000K时,氢和氧的解离度很大,绝大部分以原子状态存在;氮的解离度很小,基本上以分子状态存在。
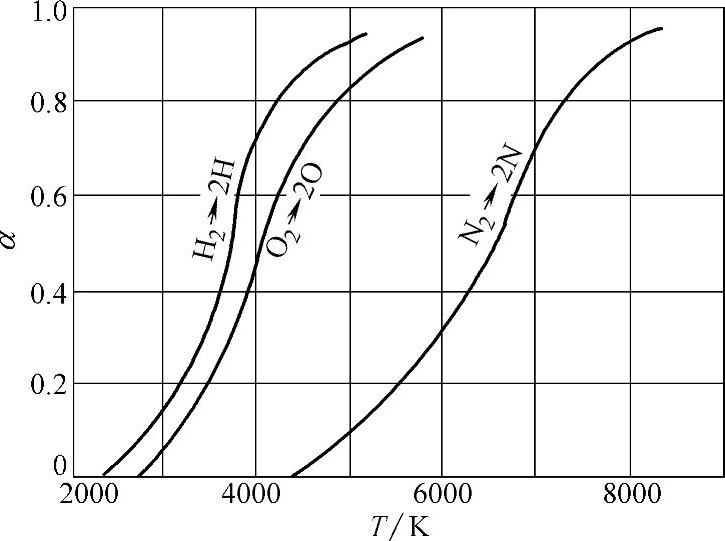
图3-3 双原子气体的解离度α与温度T的关系 (p0=101kPa)
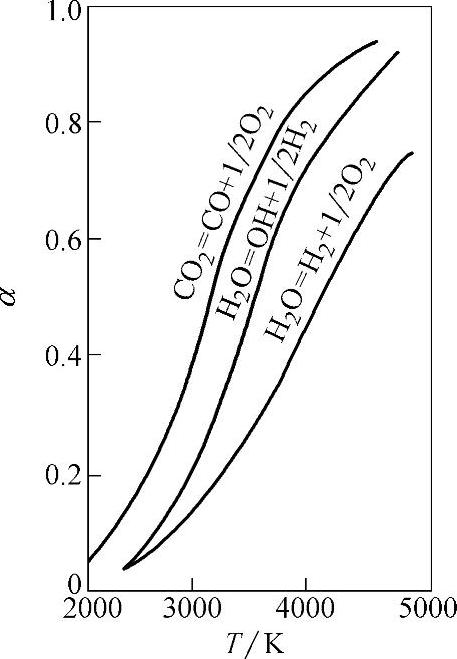
图3-4 复杂气体的解离度α与温度T的关系 (p0=101kPa)
(2)复杂气体的分解 焊接时气相中常见的复杂气体有CO2和H2 O。在电弧的热作用下CO2可按表3-4中的6号反应式进行分解。分解反应的产物是CO和O2,使气相的氧化性增加。CO2的解离度如图3-4所示。由图3-4可见,在4000K时,CO2的解离度是很大的。
水蒸气的分解是比较复杂的,可按表3-4中的7~10号反应式进行分解。由热力学计算可知,当温度低于4500K时,按7号反应式进行分解的可能性最大;当温度高于4500K时,按10号反应式进行分解的可能性最大。H2O的分解产物有H2、O2、OH、H及O等。H2O的解离度与温度的关系示于图3-4中。由于H2O的分解产物比较复杂,这不仅增加了气相的氧化性,而且增加了气相中氢的分压,其最终结果可能使焊缝金属增氧和增氢。
4.气相的成分
焊接过程中,测定焊接区内气相的成分是很困难的。目前采用光谱法、色谱法测试。常用的方法是把焊接区内的气体抽取出来,待其冷却到室温再进行分析。气体从高温冷却下来,其成分必然要发生变化。虽然测试的结果不能准确地反映出高温时的状况,但这对于分析气相与熔化金属的作用还是有一定的参考价值的。
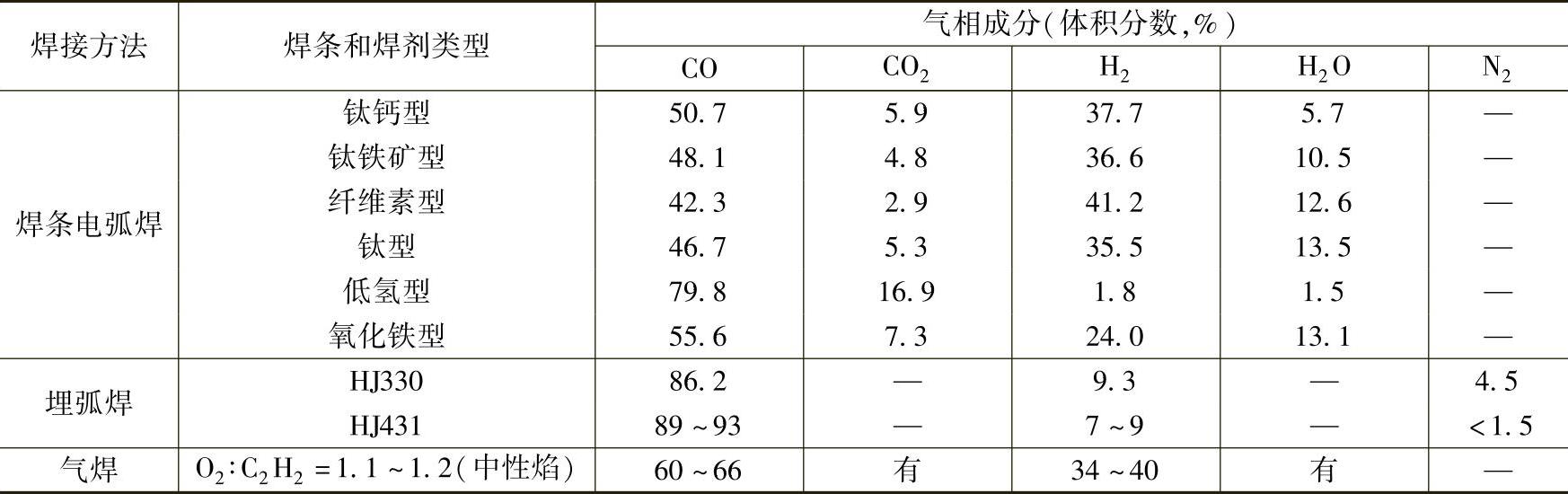
焊接时气相的成分及数量随着焊接方法、焊接参数、焊条或焊剂的类型等因素的不同而变化。焊接碳钢时气相冷至室温的成分见表3-5。通过比较发现,使用低氢型焊条进行焊条电弧焊时,气相中含H2和H2O少,所以称为“低氢型”。埋弧焊和采用中性焰气焊时,由于气相中含CO2和H2O很少,因而氧化性很小。但是,焊条电弧焊时气相的氧化性就相对较大。
电弧区内的气体有CO、CO2、H2O、N2、H2、O2、金属和熔渣的蒸气以及分解或电离产物所组成的混合物。其中对于焊接质量影响最大的是N2、H2、O2、CO2及H2O等。
表3-5焊接碳钢时气相冷至室温的成分
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。