



涂装车间采用地面反向链,面漆喷漆链为4号链,喷涂采用自动往复喷涂机喷涂工艺;面漆烘干炉则为5号链,烘干炉形式为桥式。4号链和5号链转挂处位于晾干间内,如图6-10所示。
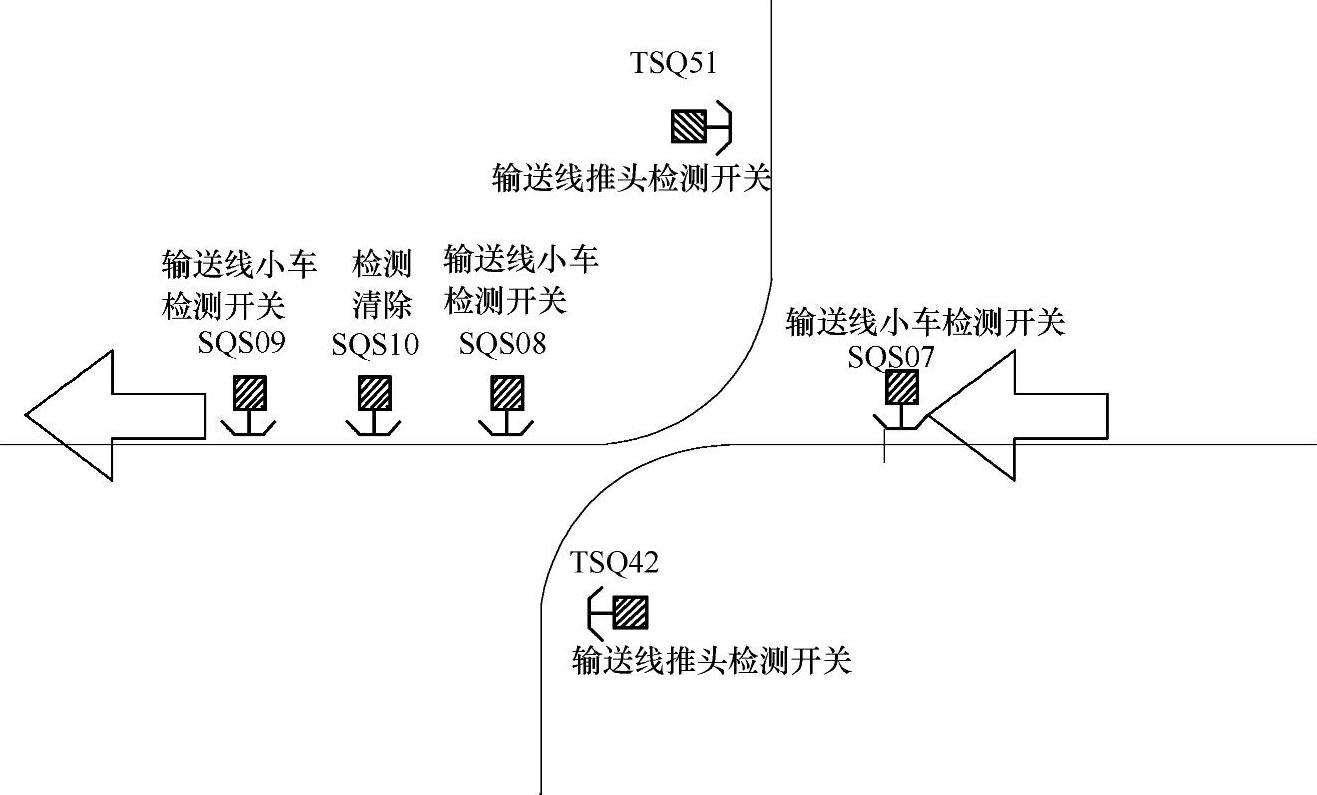
图6-10 晾干间转挂开关布置图
图6-10中,SQS07为4号链输送线小车检测开关,SQS08为5号链输送线小车检测开关,SQS10为检测清除,SQS09为5号链输送线小车检测开关,TSQ42为4号链输送线推头检测开关,TSQ51为5号链输送线推头检测开关。
因4号链经过面漆喷漆室,自动喷涂工艺不能随意调整链条速度,遂设置4号链为基准链条,当4号链因磨损等原因速度发生变化时,5号链速度随之变化。
采取三步走的方式对4号链、5号链进行同步调整:
1)当4号链与5号链两推头同步差异较小,还不影响前小车转挂情况下的微调:
对4号链、5号链驱动站传动轴安装旋转编码器,并对可编程序控制器增加高速计数器,分别记下4号、5号驱动站驱动轴旋转周波数N7:53、N7:61,对4号链和5号链频率设定为N7:42、N7:52。
如图6-11所示,4号链与5号链运行时,对N7:61、N7:53随时进行比较:
当N7:61>N7:53时,对5号链频率输入N7:52减少8个单位量。
当N7:61=N7:53时,对5号链频率输入N7:52不进行改变。
当N7:61<N7:53时,对5号链频率输入N7:52增加7个单位量。
通过上述3种情况的随时比较,调整链条运行频率,达到链条运行过程的微调。
2)当4号链与5号链同步差异<1/3S(节距)时,对影响前小车转挂的情况进行中调。
如图6-12所示,设定5号链编码运行一个节距的周波数为N7:68,当4号链、5号链运行一个节距S后,N7:68大于750并小于1500,对4号链推头检测开关TSQ42的检测时间和5号推头检测开关TSQ51检测时间进行比较:(https://www.xing528.com)
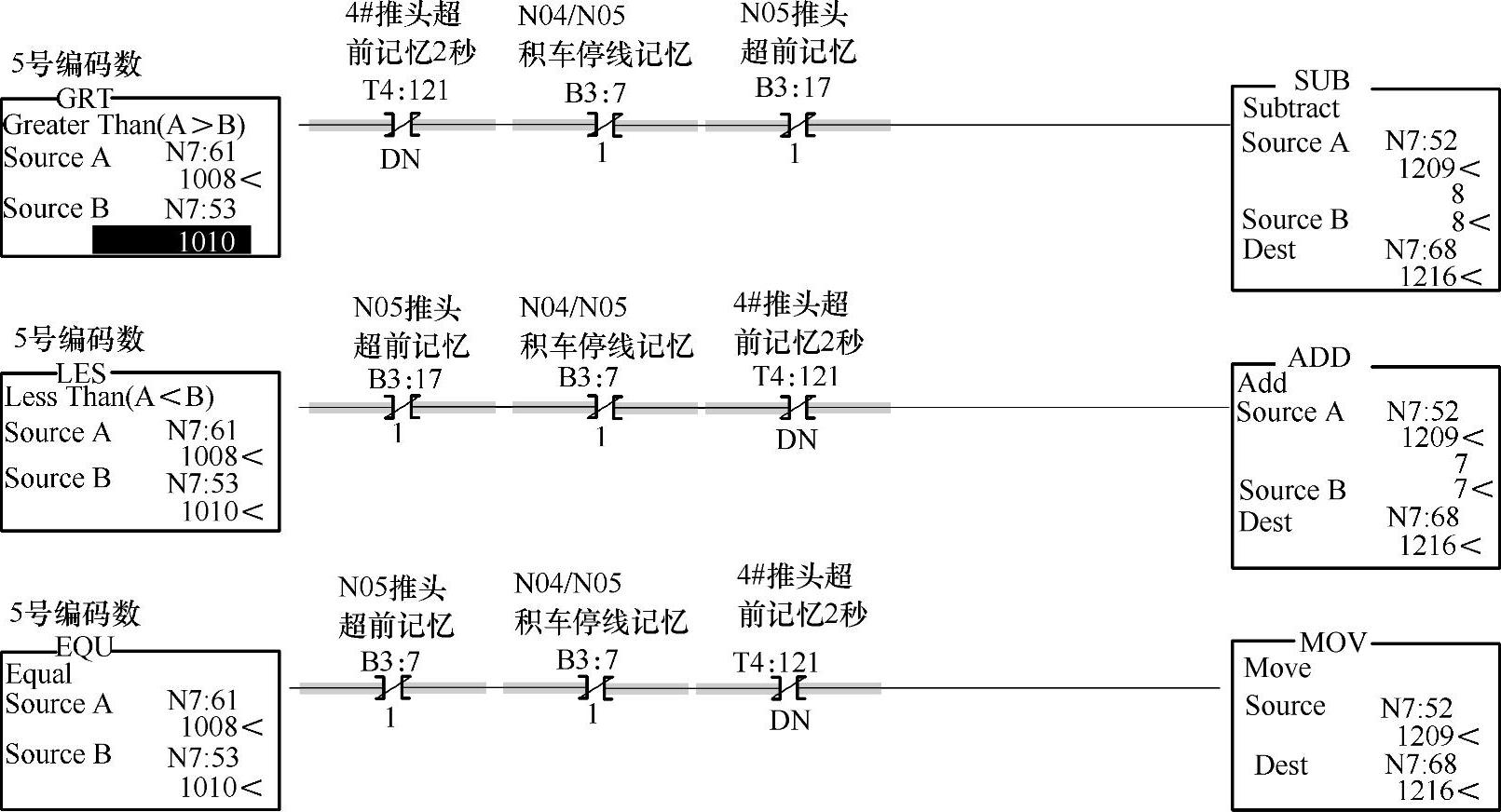
图6-11 微调程序图
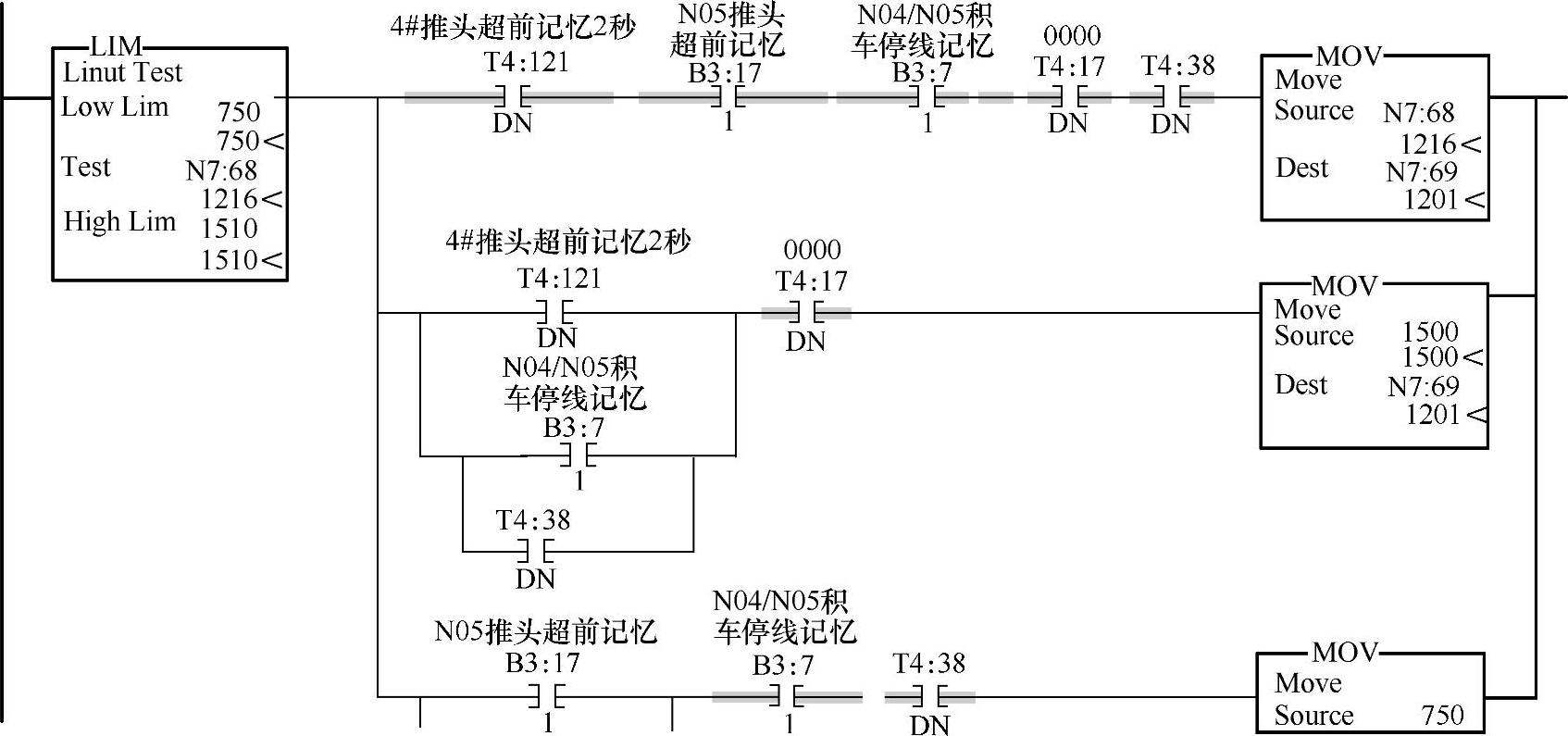
图6-12 中调程序图
当4号链推头检测TSQ42先于5号链推头检测TSQ51触发,那么认定为4号链超前,将5号链运行频率由控制面板通过PLC程序升为50Hz运行,一直运行到5号链检测开关TSQ51触发,5号链运行频率恢复原有设定频率。
当4号链推头检测TSQ42与5号链推头检测TSQ51同时触发,那么认定为4号链5号链同步,5号链运行频率保持不变。
当5号链推头检测TSQ51先于4号链推头检测TSQ42触发,那么认定为5号链超前,将5号链运行频率由控制面板通过PLC程序降为25Hz运行,一直运行到4号链检测开关TSQ41触发,5号链运行频率恢复原有设定频率。
通过上述三种情况调整频率来控制两链条同步,达到中调目的。
3)当4号链与5号链同步差异>1/3S(节距)时,影响前小车转挂的情况下的急调。
如图6-10、图6-13所示,当第一辆工艺小车前小车在SQS08与SQS10开关之间停止未挂上推头,而第二辆工艺小车前小车达到SQS07开关处时,该现象称为积车。将5号链条调整频率升至40Hz运行,并停止4号链条,直到5号链下一个推头到达SQS08与SQS10开关之间带走该处工艺小车,并按顺序触发TSQ51、SQS10及SQS09三个开关后,积车现象就会解除,两条输送链恢复原有设定频率运行。
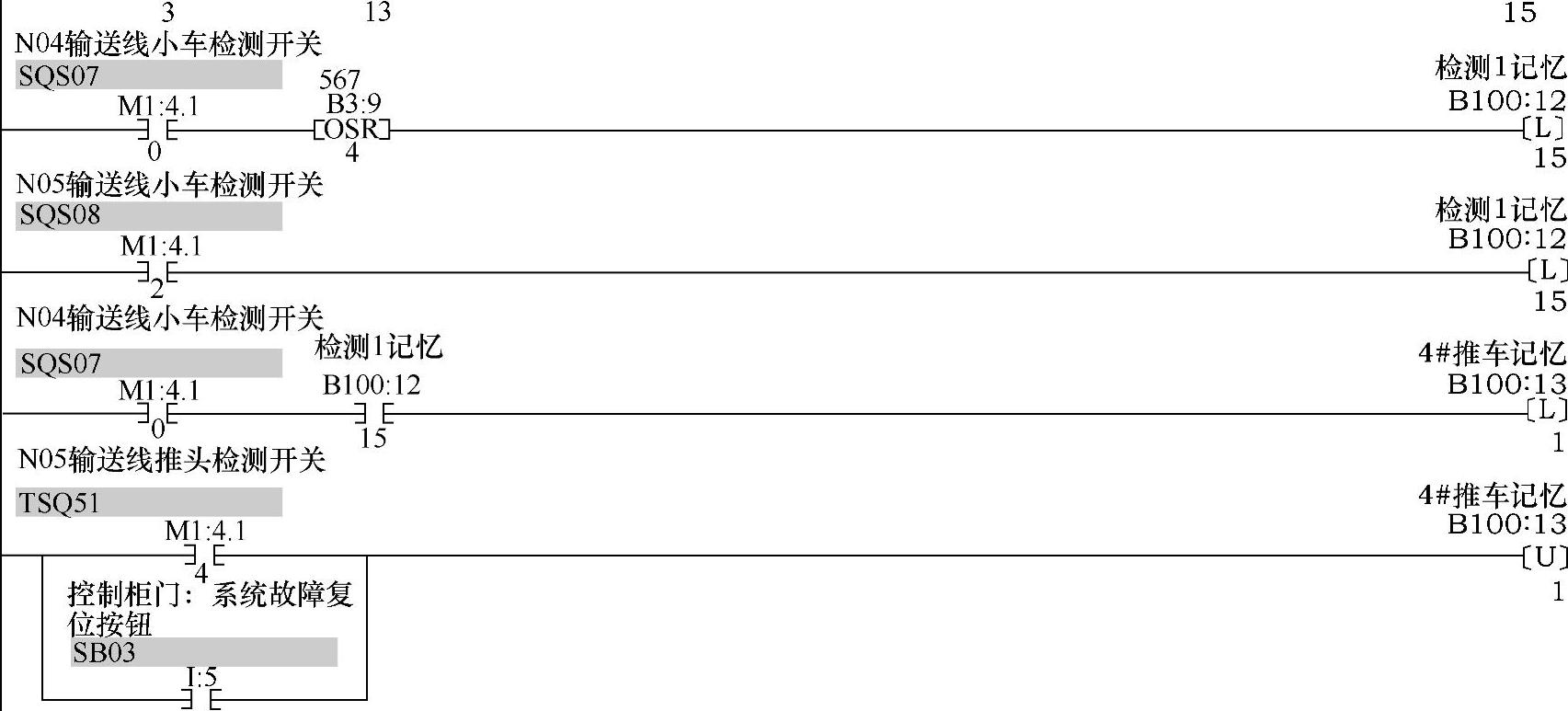
图6-13 积车与脱钩程序图
当5号输送链推头挂上工艺小车,并且该工艺小车的后小车还处于SQS07与SQS08两开关之间的时候,这时4号链上的工艺小车前小车与5号链上工艺小车后小车积放,该现象称为脱钩。对5号链调整频率升至40Hz运行,并停止4号链条,直到5号链下一个推头到达SQS08与SQS10开关之间带走该处工艺小车,并按顺序触发TSQ51、SQS10及SQS09三个开关后,积车现象就会解除,两条输送链恢复原有设定频率运行。4号链运行带走第二辆工艺小车触发SQS07后,按积车现象处理。
通过上述改变驱动电动机运行频率的方法来调整同步的三种方式,有效解决了涂装一车间的输送链系统工艺链之间同步的难题,保证了自动机喷涂工艺的实施,保证了生产线连续稳定运行。机械化输送链链条同步、滑橇同步、自行小车同步还有更多更好的方式等待我们去学习、挖掘、创造,我们相信技术永无止境,望各位能够相互交流共同进步。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。