



机械化链式输送机的链条上均匀分布着若干推头(图6-9),带动工艺支架前小车运行,两推头之间的距离称为节距S,工艺输送链的节距比工艺支架长100~1000mm,其他输送链的节距一般为工艺支架的1/3~1/2。工艺支架走完一个节距S的时间称为节拍t,而链速则用v表示。节距、节拍、链速之间的关系为
t=S/v
式中,节距S由设计所定,基本不做更改(除了改造、磨损外)。
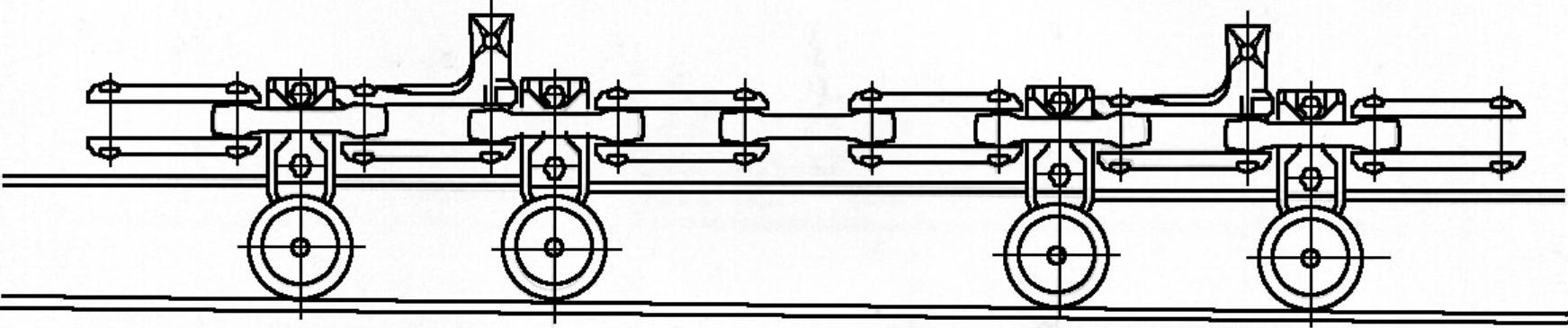
图6-9 链条推头布置图
理论上,两链条的节距S1、S2确定后,根据二者的比例关系设定好两链条的链速v1、v2,两链条的节拍t1、t2相等不会发生变化。实际运行中,两链条安装的误差和运行时受到的工况存在着细微的差别,即两链条的节距S1、S2经过运行后会产生不同的差异,其比例关系会发生变化,计算出的两链条的节拍t1、t2也将不一致,长时间不进行同步调节,生产线的生产产能将会不均衡,无法正常进行生产。
链速v与电动机转速n、减速机传动比i、链轮直径D有关,传动比i和链轮直径D由设计所定,一般不做更改。链速、电动机转速、减速机传动比和链条直径之间的关系为
v=niπD
n=60f/p
式中,n为电动机的转速(r/min);f为电源频率(Hz);p为电动机旋转磁场的极对数。(https://www.xing528.com)
则,链速v=60f/piπD=(60πiD/p)f=kf
k=60πiD/p
综上所述,链速v与频率f成正比关系。同步调整即通过调整电源频率f来控制链速v的大小,保证两链条的节拍相等。
已知t1=S1/v1t2=S2/v2
则t1=t2S1/v1=S2/v2
得出S1/S2=v1/v2
而电源频率f可以通过增加变频器来调整。从而改变了链条的链速,改变了节拍,使得两链条节拍趋于相等。
涂装车间链式输送机系统可分为两个部分,前处理—中涂和中打—面修饰。当两条输送链或者多条输送链做同步调整时,往往为了喷漆工艺的稳定性,会设定喷漆工艺的链条速度为恒速,不对其频率和链速进行调整,为链条的同步调整起到了简化作用,链条的同步调整有了参考基准。
再通过增设电动机转数编码器或者光电感应开关、推头检测等电气元件来判定两链条的节距S的变化程度,从而可以根据该变化通过原设计程序来调整另一链条的链速,使其和基准链条的节拍一致。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。